ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 13.07.2020
Просмотров: 727
Скачиваний: 4
Настольно-сверлильный станок 2М112 (как у нас в подвале) предназначен для сверления отверстий диаметром не более 12 мм в небольших изделиях и получения цилиндрических заготовок.
Вертикально-сверлильные станки применяются для сверления отверстий и получения круглых заготовок сравнительно небольшого размера. К ним относятся станки моделей 2Н118 (напольные), 2Н125, 2Н135 и 2Н150 с условным диаметром сверления соответственно 18, 25, 35 и 50 мм.
В зависимости от конструкции алмазного сверла и способа подачи СОЖ в зону обработки универсальные сверлильные станки модернизируются.
Существует несколько способов подвода СОЖ в зону обработки. Наиболее рациональный из них — подача СОЖ во внутреннюю полость сверла через полый шпиндель (рис. 61, а). Способы обработки камня, погруженного в ванну (рис. 61, б), или подводка СОЖ к режущей части сверла по трубкам (рис. 61, в) не обеспечивают вымывание отходов материала из-под торца сверла.
Учитывая все особенности обработки цветного камня Центральной научно-исследовательской лабораторией камней-самоцветов разработан и изготовлен опытный станок ЛСТ-1 для образования отверстий или заготовок диаметром до 60 мм с внутри-шпиндельной системой охлаждения.
Для образования отверстий диаметром до 35 мм предназначен специальный станок модели ВГ-2. Особенностью станка является применение вмонтированного в станине станка электрошпинделя Э-24, обеспечивающего скоростное сверление. Станок комплектуется двумя типами электропшинделя. Для сверления отверстий диаметром до 10 мм применяется электропшиндель Э-24/1 мощностью 1 кВт, а отверстий от 10 до 35 мм — электрошпиндель Э-24/2 мощностью 2 кВт.
На станке ВГ-2 можно обрабатывать любые неметаллические материалы с твердостью 4—9 по Моосу.
1.8.4. Станки для формообразования изделий из цветного камня.
Все операции предварительного и окончательного формообразования изделий из цветного камня выполняются шлифованием. Предварительное и окончательное шлифование производят на модернизированных фрезерных, токарных, шлифовальных и специальных станках.
Шлифовальные станки. Предварительное и окончательное шлифование плоских поверхностей изделий из цветных камней выполняют на плоскошлифовальных станках. По принципу работы эти станки делятся на станки, шлифующие периферией, и станки, шлифующие торцом круга. По форме стола и характеру его движения различают стайки с возвратно-поступательным и вращательным движением стола. Приспособление с изделиями закрепляются на столах станков при помощи магнитной плиты. Благодаря большой мощности и высокой жесткости конструкции станки дают возможность шлифовать цветные камни с высокой производительностью и необходимой шероховатостью поверхностей.
На универсальном плоскошлифовальном станке с горизонтальным прямоугольным столом изделия обрабатываются периферией круга. Простые фасонные изделия можно обрабатывать непрофилированным и профильным кругами с помощью различных приспособлений. Шлифовальный круг размером 250 X 25 X 75 мм, закрепленный на шпинделе, получает движение от электродвигателямощностью 2,2 кВт и частотой вращения 2860 об/мин; частота вращения шпинделя 2700 об/мин, а скорость резания 33,5 м/с.
Круглошлифовальный станок для наружного шлифования изделий типа тел вращения можно применять для формообразования одиночных заготовок крупных размеров и соединенных в столбики заготовок изделий серийного производства. На этом станке можно шлифовать цилиндрические изделия со сложным профилем. Поворот верхнего стола станка на угол +6 позволяет шлифовать конусные поверхности с малым углом при вершине. Кроме поворота верхнего стола возможен поворот как шлифуемого изделия, так и алмазного круга за счет поворота передней 13 (рис. 65) и шлифовальной 1 бабок вокруг их вертикальных осей и устанавливание под любым углом.
Модернизированный токарный станок. Опыт работы ВНИИ ювелирной промышленности показал, что наиболее рациональным и прогрессивным является метод высокоскоростного шлифования твердых пород камня алмазными инструментами. Для этого был модернизирован токарный станок. В качестве привода алмазного инструмента применяются прецизионные электрошпиндели с частотой вращения 24000—36000 об/мин, что обеспечивает скорость резания на операциях формообразования до 120 м/с.
Станок ШАСК-70. Предназначен для обработки изделий сложных форм из цветных камней алмазным инструментом. Станок создан на базе универсально-фрезерного станка модели 675 и также оснащен электрошпинделем, необходимыми приспособлениями и технологической оснасткой для скоростного шлифования. На станке ЩАСК-70 можно осуществить следующие виды шлифования:
плоское — периферией алмазного инструмента для обработки плоскостей, плоских фасок, прямоугольных выборок и т. п.;
фасонное копирное — для обработки радиусных углублений, фасонных граненых ваз, фигурное фасонное шлифование и т. п.;
фасонное бескопирное — для обработки сферических углублений, лотков, фасонных фасок, граней и т. п.
Д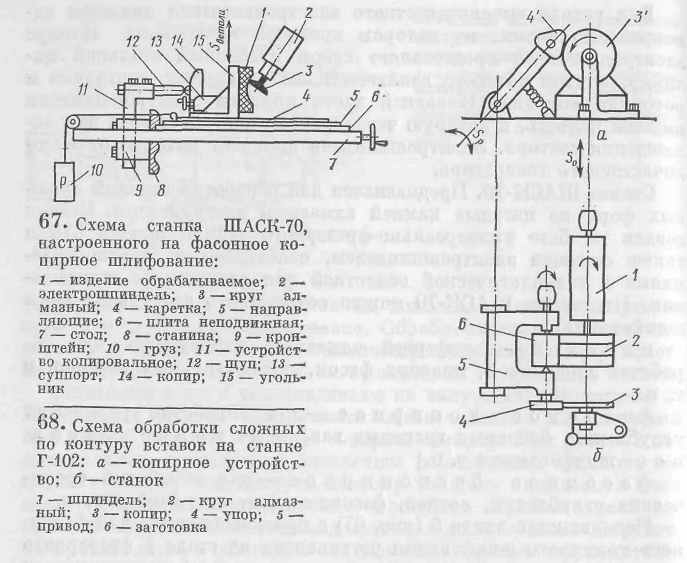 ля
сокращения вспомогательного времени
на установку и крепление заготовки, а
также для расширения ассортимента и
возможности изготовления высокохудожественных
изделий станок имеет следующие
приспособления; СП-1 — для закрепления
заготовок сложных по контуру СП-2 — для
закрепления цилиндрических заготовок,
СП-3 — для закрепления заготовок при
обработке фигурных многолучевых
пепельниц, ваз и других изделий.
ля
сокращения вспомогательного времени
на установку и крепление заготовки, а
также для расширения ассортимента и
возможности изготовления высокохудожественных
изделий станок имеет следующие
приспособления; СП-1 — для закрепления
заготовок сложных по контуру СП-2 — для
закрепления цилиндрических заготовок,
СП-3 — для закрепления заготовок при
обработке фигурных многолучевых
пепельниц, ваз и других изделий.
Станок Г-102. Предназначен для формообразования сложных по контуру деталей (вставок к ювелирным изделиям), а также для обработки изделий, имеющих форму тел вращения, диаметром от 12 до 80 мм. Для каждой конкретной формы изделия необходим специальный алмазный инструмент, изготовленный гальваническим методом. Если обработка ведется абразивными кругами, то их надо профилировать. Обработка ведется врезным шлифованием - методом копирования.
Станок состоит из станины, привода, шпинделя, упора, прижима и бака для охлаждающей жидкости. Копирное устройство (рис. выше) состоит из копира 3 в виде диска и упора 4.

1.8.5. Станки для финишной обработки
В настоящее время финишная обработка изделий из цветных камней производится машинно-ручным способом на универсальных бабках или на планшайбах и механизированным способом на полуавтомате «Блеск».
П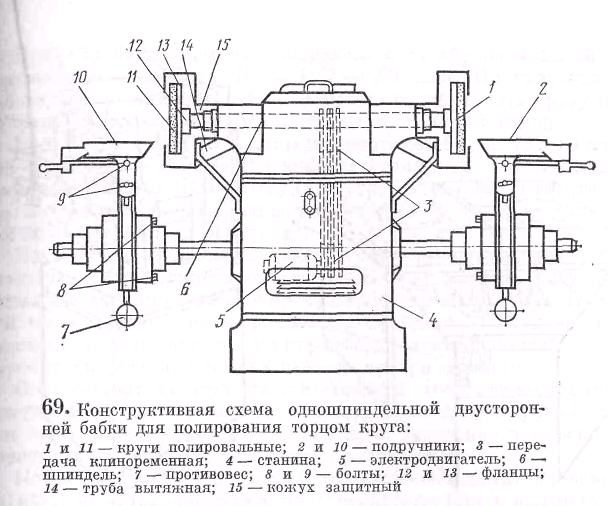 олировальная
бабка. Конструкций
бабок много, начиная от простейших
односторонних, когда в процессе обработки
камнерез держит в руках изделие и
прижимает его к инструменту, который
вращается от привода бабки или наоборот.
Но для выполнения финишных операций на
универсальной бабке требуется большой
практический опыт и высокая квалификация
рабочего.
олировальная
бабка. Конструкций
бабок много, начиная от простейших
односторонних, когда в процессе обработки
камнерез держит в руках изделие и
прижимает его к инструменту, который
вращается от привода бабки или наоборот.
Но для выполнения финишных операций на
универсальной бабке требуется большой
практический опыт и высокая квалификация
рабочего.
П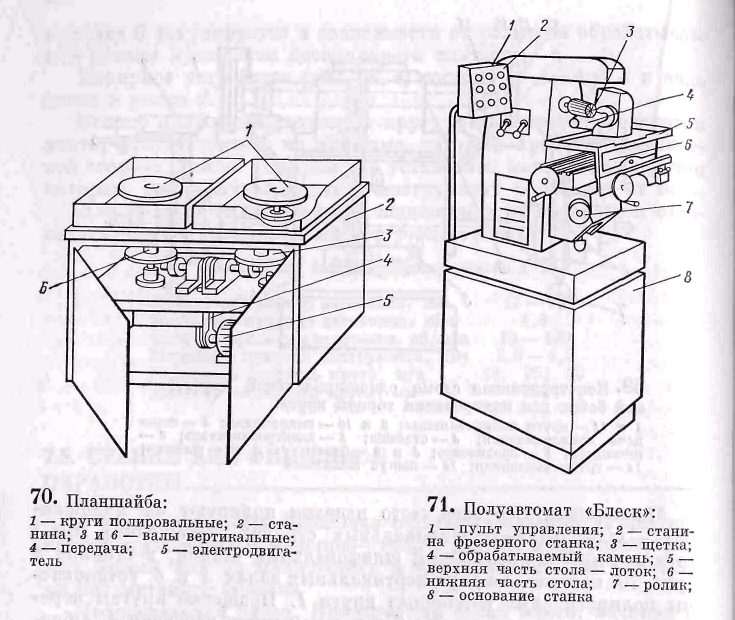 ланшайба.
Все
еще часто изделия полируют на планшайбах
— шлифовально-полировальных станках.
Планшайба представляет собой
простейший шлифовальный станок, в
станине 2
(рис.
70) которого на двух вертикальных валах
установлены
полировальные войлочные круги 1.
Обрабатываемое
изделие прижимают к вращающемуся кругу
вручную. На войлочный круг периодически
наносят увлажненный абразив.
ланшайба.
Все
еще часто изделия полируют на планшайбах
— шлифовально-полировальных станках.
Планшайба представляет собой
простейший шлифовальный станок, в
станине 2
(рис.
70) которого на двух вертикальных валах
установлены
полировальные войлочные круги 1.
Обрабатываемое
изделие прижимают к вращающемуся кругу
вручную. На войлочный круг периодически
наносят увлажненный абразив.
Полуавтомат ДППА-2093 «Блеск». Предназначен для финишной обработки изделий, имеющих форму тел вращения (обработка не только наружных, но и внутренних поверхностей), изделий сложных форм, в том числе обработку плоскостей и криволинейных поверхностей, а также всех видов вставок к ювелирным изделиям.
Весь процесс обработки камня на полуавтомате, кроме установки и снятия изделия, автоматизирован. Финишная обработка на полуавтомате заключается в доводке, обеспечивающей шероховатость поверхности в пределах На = 0,26 — 0,08 мкм, и декоративном полировании с шероховатостью поверхности Дг = 0,04—0,02.
Доводку выполняют щетками с мексиканской травой. На ворс щетки вручную наносят алмазную пасту. Полирование производят щетками и профилированными войлочными кругами. На войлочный круг наносят увлажненную окись хрома (зеленый крокус). Для обработки внутренних поверхностей (отверстий, углублений) можно применять валики из фторопласта с алмазной пастой.
На полуавтомате «Блеск» можно обрабатывать плоские изделия с максимальными размерами 300 X 100 X 80 мм и с максимальной длиной профиля 200 мм и глубиной 32 мм, а также цилиндрические заготовки диаметром до 100 мм при обработке периферией щетки и до 150 мм — торцом щетки (при максимальной длине 200 мм).
Из-за неоднородной структуры цветного камня, наличия включений некоторые поверхности могут быть обработаны только при помощи ручной подачи, поэтому на полуавтомате предусмотрены два режима работы — полуавтоматический и ручной.
1.8.6. Ультразвуковая обработка камня
Под ультразвуковыми колебаниями принято подразумевать упругие механические колебания в диапазоне частот, неслышимых человеческим ухом (свыше 16 — 20 кГц). Колебания распространяются в виде упругих волн, следующих одна за другой с определенной (ультразвуковой) частотой. Колебания менее 20 кГц называются инфразвуком и тоже неслышимы человеческим ухом.
Ультразвук применяется при обработке твердых хрупких материалов, таких, как цветной камень, ультразвук применяют для выполнения художественных рельефных изображений (камей и инталий), получения заготовок и отверстий сложных форм, гравировки и клеймения. Применяются ультразвуковые установки и для очистки изделия от загрязнения.
Принцип ультразвуковой обработки твердых и хрупких материалов состоит в создании высокой скорости направленного износа или скалывания частиц обрабатываемого материала под влиянием вибрирующего с ультразвуковой частотой инструмента и непрерывно подаваемого в зону обработки абразивного материала.
Производительность и качество ультразвуковой обработки зависят от свойств обрабатываемого материала, амплитуды и частоты колебаний инструмента, характеристик абразивного материала и величины давления инструмента на заготовку.
Для ультразвуковой обработки цветных камней имеется специальный станок УЗСК-80. На нем можно сверлить сквозные и глухие отверстия, наносить художественные изображения рисунков и надписей и получать заготовки любой формы.
Цветные камни можно обрабатывать также на универсальных станках, выпускаемых промышленностью, например на станках моделей 4770У, 4770, 4771, 4772 и 477А мощностью от 0,1 до 4 кВт.
К более мощным из ультразвуковых станков универсального типа, лучшим по своим техническим и эксплуатационным данным, относится станок 4772А. Он предназначен для обработки всех твердых, хрупких материалов. На нем можно просверливать отверстия, обрабатывать полости, щели, вырезать детали по сложному наружному контуру, наносить любые изображения и надписи.