ВУЗ: Смоленский областной казачий институт промышленных технологий и бизнеса
Категория: Лекция
Дисциплина: Основы САПР
Добавлен: 19.11.2018
Просмотров: 1493
Скачиваний: 10
Вставка в графический документ параметрического фрагмента и изменение параметров объектов в этом фрагменте осуществляется путем задания значений управляющих переменных.
При проектировании возникает задача расчёта параметров создаваемых деталей. Для автоматизации расчётов в составе графической подсистемы КОМПАС имеются средства для расчета массо-центровочных (массо-инерционных) характеристик фигур, тел вращения и тел выдавливания (в том числе фигур и тел с отверстиями). К ним относятся
-
объем,
-
координаты центра тяжести,
-
осевые моменты инерции в заданной системе координат,
-
центробежные моменты инерции в заданной системе координат,
-
осевые моменты инерции в центральной системе координат,
-
центробежные моменты инерции в центральной системе координат,
-
плоскостные моменты инерции.
Значительные возможности представляет использование при проектировании трёхмерных моделей. Такая модель строится в трёхмерной системе координат. Плоскости этой трёхмерной системы координат используются для построения проекций.
Построение трехмерной модели детали начинается с создания основания – ее первого формообразующего элемента. Основание есть у любой детали; оно всегда одно. В качестве основания можно использовать любой тип формообразующих элементов:
- элемент выдавливания,
- элемент вращения,
- кинематический элемент,
- элемент по сечениям.
В некоторых случаях можно выбрать основание (а также наметить дальнейший порядок проектирования детали), представив технологический процесс ее изготовления. Построение любого основания начинается с создания эскиза. Эскиз располагается на плоскости. Как правило, для построения эскиза основания выбирают одну из существующих в файле детали проекционных плоскостей.
Подсистема КОМПАС-ЧПУ
Система КОМПАС-ЧПУ является автоматизированной системой программирования станков с ЧПУ и позволяет разрабатывать управляющие программы для 2,5 – координатной обработки. В качестве исходной информации система использует геометрическую информацию об обрабатываемой детали из КОМПАС-ГРАФИК.
На основе исходной информации в диалоговом режиме взаимодействия с пользователем система позволяет решать следующие задачи:
-
расчёт режимов резания;
-
подготовка управляющих программ для различных моделей УЧПУ;
-
имитация обработки в режиме графического контроля;
-
подготовка технологической документации (операционные эскизы, инструментальные наладки и пр.);
-
организация хранения технологической информации;
-
формирование архива управляющих программ и коррекция программ в случае необходимости.
В КОМПАС-ЧПУ нет исходной программы на APT-подобном языке. Исходные данные для программирования задаются в виде технологических параметров обработки путем заполнения табличных форм в диалоговом режиме. На основе этих данных система производит необходимые расчёты и формирует УП в командах используемого УЧПУ. При необходимости исходная программа может быть получена в технологической системе КОМПАС-Т/М.
КОМПАС-ЧПУ позволяет программировать обрабатывающие центры, станки с ЧПУ токарной группы, электроэрозионные станки с ЧПУ, оборудование газо-плазменной резки с ЧПУ, гравировальное оборудование с ЧПУ. Для этого в состав КОМПАС-ЧПУ включены соответствующие программные подсистемы, которые могут использоваться автономно.
О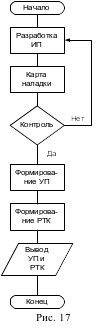 бобщённый
алгоритм разработки управляющей
программы в КОМПАС-ЧПУ представлен на
рис. 17. Вначале разрабатывается исходная
программа (ИП) в виде последовательности
типовых технологических блоков, каждый
из которых соответствует определённому
типовому переходу в реализуемой операции.
бобщённый
алгоритм разработки управляющей
программы в КОМПАС-ЧПУ представлен на
рис. 17. Вначале разрабатывается исходная
программа (ИП) в виде последовательности
типовых технологических блоков, каждый
из которых соответствует определённому
типовому переходу в реализуемой операции.
Составляется ИП путем ввода технологической информации в типовые таблицы в интерактивном режиме. Кроме этого системой используется геометрическая информация из КОМПАС-ГРАФИК. В КОМПАС-ЧПУ блок – это законченный набор технологических действий, полностью определяющий выбранный тип обработки. Блоки делятся на технологические и вспомогательные. Технологические блоки описывают формоизменяющие действия, а вспомогательные – дополнительные условия.
Каждый блок характеризуется технологической информацией, объём которой достаточен для расчёта всех данных по текущему виду обработки. В результате расчёта определяется алгоритм обработки, который представляется в табличной форме и содержит сведения о выбранных системой обрабатывающих инструментах. Этот алгоритм можно корректировать.
После получения алгоритма обработки технолог осуществляет ввод геометрической информации, используя подсистему КОМПАС-ГРАФИК, например, путём вызова файла чертежа детали. В результате разрабатываются контуры обработки или определяется информация для позиционных блоков.
В системе предусмотрен режим графического контроля, в котором можно моделировать результаты выполнения блоков УП. Моделирование возможно как покадровое, так и в непрерывном режиме. В процессе моделирования можно переключать проекции, изменять способ отображения и др. При обнаружении ошибок необходим возврат к предыдущим действиям и коррекция кадров.
Когда создание исходной программы из блоков закончено, производится формирование карты наладки. Карта наладки формируется в виде таблицы инструментов с указание кодировки инструментов, их размеров и стойкости.
После формирования карты наладки можно осуществить графический контроль всей программы. В этом случае осуществляется полное моделирование обработки и предоставляется возможность выявления ошибок с последующей коррекцией ИП.
Когда ИП отлажена, производится её трансляция в команды используемой для обработки стойки ЧПУ. Для создания УП применяется конкретный постпроцессор. Набор таких постпроцессоров входит в состав системы КОМПАС.
Для документального оформления технологического процесса оформляется расчётно-технологическая карта на операцию обработки. Затем осуществляется вывод результатов разработки. Система поддерживает различные устройства ввода-вывода и имеет возможность настройки адаптера ввода-вывода.

Современный КОМПАС
Система КОМПАС постоянно совершенствовалась и развивалась. В настоящее время КОМПАС ориентирован на работу под операционной системой Windows и существенно усовершенствован. Современный комплекс состоит из нескольких основных компонентов:
-
ядро комплекса — система управления инженерными данными и жизненным циклом изделия корпоративного уровня ЛОЦМАН:PLM, содержащая всю информацию об изделиях;
-
информационная платформа — это набор единых баз данных (справочников) серии ЛОЦМАН, к которым обращаются остальные компоненты комплекса. К справочным относятся данные о материалах и сортаментах, используемых при производстве и эксплуатации выпускаемых изделий; данные о стандартных изделиях, используемых при комплектовании выпускаемых сборочных единиц; данные по единицам измерений; данные по оборудованию и инструменту, используемым в процессе производства и т.д.
-
системы автоматизации конструкторской подготовки производства КОМПАС-3D и КОМПАС-График с множеством дополнительных специализированных САПР и библиотек;
-
система автоматизации технологической подготовки производства КОМПАС-Автопроект, включающая дополнительные модули технологических расчетов, формирования отчетов и т.д.
Использование всеми участниками процесса проектирования единых справочников данных позволяет сформировать интегрированную среду совместной работы над проектом изделия. Так, например, материал, указанный конструктором в штампе чертежа проектируемой детали в системе КОМПАС-График, в точности соответствует материалу, указанному в описании технологического процесса изготовления той же самой детали в системе КОМПАС-Автопроект. Аналогично, стандартное крепежное изделие (например, болт), используемое в трехмерной модели сборки, созданной в системе КОМПАС-3D, адекватно отображается в дереве состава данной сборочной единицы в системе ЛОЦМАН:PLM как стандартное изделие соответствующей номенклатуры. Структура комплекса показана на рис. 18.
С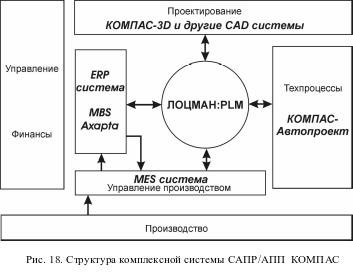
истема
MES (Manufacturing Execution System) - это система
управления производством, которая
связывает воедино все бизнес-процессы
предприятия с производственными
процессами, оперативно поставляет
объективную и подробную информацию
руководству. Кроме того, система MES
проводит анализ и определяет наиболее
эффективное решение проблемы - например,
для конкретного руководителя таким
решением может быть переход на другие
источники сырья, внедрение систем
автоматизации в определенные точки
технологического процесса, изменение
графика поставок или сокращение ручного
труда.
ERP (Enterprise Resource Planning) - система управления деятельностью предприятия. Набор интегрированных приложений, позволяющих создать единую среду для автоматизации планирования, учета, контроля и анализа всех основных бизнес операций предприятия (производство, финансы, снабжение, сбыта, хранение, техническое обслуживание). Система ERP характеризуется использованием графического интерфейса пользователя, реляционной базы данных, программным инструментарием для разработки архитектур клиент-сервер и переносимости на принципах открытых систем.
На этапе конструкторской подготовки производства главный конструктор проекта определяет в системе ЛОЦМАН:PLM укрупненный состав разрабатываемого изделия в виде перечня основных узлов. Используя модуль Workflow, интегрированный с системой электронной почты предприятия, он распределяет задания на проработку того или иного узла ведущим конструкторам отдела и впоследствии контролирует сроки и объемы выполненной работы.
При помощи систем КОМПАС-3D и КОМПАС-График конструкторы создают модель изделия и подготавливают комплект конструкторской документации, а в системе ЛОЦМАН:PLM параллельно формируется окончательный состав изделия.
По мере наполнения состава изделия конструкторскими данными технологи, используя систему КОМПАС-Автопроект, начинают технологическую проработку конструкции, определяют маршрут изготовления и оценивают потребность в средствах технологического оснащения. Далее технологические службы формируют маршрутно-операционную технологию, проектируют в системе КОМПАС-3D оснастку и инструмент, рассчитывают нормы расхода материалов, режимы обработки и трудоемкость операций.
Затем комплект технологической документации, соответствующей ГОСТ или стандартам предприятия, передается в производство. В результате вся информация об изделии сохраняется в системе ЛОЦМАН:PLM. Это является важнейшим условием для дальнейшей быстрой проработки модификаций изделия, проведения согласований с заказчиками и поставщиками, проектирования и запуска в производство новой продукции, преемственной с ранее разработанными проектами.
В технологическую САПР комплекса входят системы КОМПАС-Автопроект и ГЕММА-3D. КОМПАС-Автопроект предназначен для проектирования технологических процессов и состоит из следующих компонентов:
-
система проектирования технологической размерной структуры;
-
система расчета режимов резания;
-
система расчета режимов сварки;
-
система трудового нормирования;
-
система трудового нормирования по укрупненным нормативам времени;
-
АРМ нормирования материалов;
-
переводчик технологий.
Система программирования объемной обработки на станках с ЧПУ ГЕММА-3D предназначена для автоматизированной разработки управляющих программ для ЧПУ и может использоваться наряду с системой автоматизации программирования оборудования с ЧПУ КОМПАС-ЧПУ для MS-DOS.