Файл: 1Область применения 1 2Организация и технология выполнения работ 2.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 23.10.2023
Просмотров: 36
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Участки шва с трещинами удалять до наложения последующих слоев.
Поверхности свариваемой конструкции и выполненных швов сварных соединений после окончания сварки необходимо очищать от шлака, брызг и наплывов (натеков) расплавленного металла.
Приваренные сборочные и монтажные приспособления надлежит удалять без повреждения основного металла и применения ударных воздействий. Места их приварки необходимо зачистить заподлицо с основным металлом, недопустимые дефекты исправить.
Качество прихваток, сварных соединений креплений сборочных и монтажных приспособлений, определяемое внешним осмотром, должно быть не ниже качества основных сварных соединений.
Контроль качества и прием сварных соединений для конструкций производиться 100 % визуальный контроль и измерения в соответствии с ГОСТ 3242-79 «Соединения сварные. Методы контроля качества»
Спецодежда, спецобувь и другие средства индивидуальной защиты должны соответствовать требованиям ГОСТ 12.4.011-89.
После окончания сварки швы сварных соединений и прилегающие участки основного металла должны быть зачищены от шлака, брызг расплавленного металла и наплывов.
-
Материально – технические ресурсы
Перечень необходимого оборудования и механизмов приведён в таблице 3.1.
Таблица 3.1 – Материально – технические ресурсы
| № п/п | Наименование | Марка | Кол-во | Характеристика |
| 1 | Автокран | КС45717К-3 | 1 | |
| 2 | Угловая шлифмашина | Metabo WX | 2 | |
| 3 | Сварочный аппарат | Stronghold | 1 | |
| 4 | для ручной дуговой сварки | | | |
| 5 | Электропечь для прокалки электродов | ЭПЭ-40/400 | 1 | |
| 6 | Газовая горелка | Г3-03 ТУ 26-05-521-81 | 1 | |
| 7 | Редуктор пропан-бутановый | Д1Ш-1-65 | 1 | |
| 8 | Рукав (резиновый пропан- бутановый) | I-9-63 | 1 к-т | |
| 9 | Баллон для пропан-бутана | 3-50 | 2 | |
| 10 | Комплект строп | 4 СК-3,2; УСК2-3,2, УСК 1-3,2, СТК | 1 | |
| 11 | Нормо-комплект для монтажных работ | ЦНИИОМТП | 1 | |
| 12 | Нормо-комплект для газосварочных работ | ЦНИИОМТП | 1 | |
| 13 | Шаблон сварщика | УШС-3 | 2 | |
| 14 | Лестница деревянная 3 м | ГОСТ 24258-88 | 4 | |
| 15 | Трансформатор понижающий (комплект) | 36 В | 3 | |
| 16 | Шнур с резиновой изоляцией | ШРПС 2х4+1х1,5 мм2 | 150 | |
При производстве работ допускается использовать технику и оборудование с аналогичными техническими характеристиками.
-
Состав бригады по профессиям
Для выполнения работ привлекается комплексная бригада, обеспечивающая выполнение работ в сроки, установленные календарным планом производства работ.
Перечень работников по специальностям приведён в таблице 4.1.
Таблица 4.1 – Состав бригады
| № | Наименование профессии | Количество, чел |
| 1 | Мастер | 1 |
| 2 | Электросварщик | 2 |
| 3 | Монтажник | 3 |
| 4 | Машинист автокрана | 1 |
Работники должны:
-
иметь практические навыки выполнения работ, предусмотренных технологической картой; -
пройти инструктаж на рабочем месте;
обеспечить сохранность и исключить механические повреждения изделий и материалов при выполнении монтажных работ.
-
Требования к качеству и приёмке работ
Производственный контроль качества сварочных работ должен включать:
-
входной контроль рабочей технологической документации, монтируемых сварных конструкций, сварочных материалов, оборудования, инструмента и приспособлений инженер но входному контролю; -
операционный контроль сварочных процессов, технологических операций и качества выполняемых сварных соединений - мастер СМР, гл.сварщик; -
приемочный контроль качества выполненных сварных соединений - инженер по надзору за строительством.
Требования к качеству выполняемых работ относятся только к производству сварочных работ (ГОСТ 10992-75, ГОСТ 9087-81). После окончания монтажа металлоконструкций производится очистка сварных соединений от окалины, проверка качества их выполнения и окраска серой эмалью. В процессе проверки качества сварных соединений путем внешнего осмотра при помощи лупы с 10-кратным увеличением могут быть обнаружены дефекты. Виды дефектов, получившихся в процессе сварки
, приведены на рисунке 5.1.
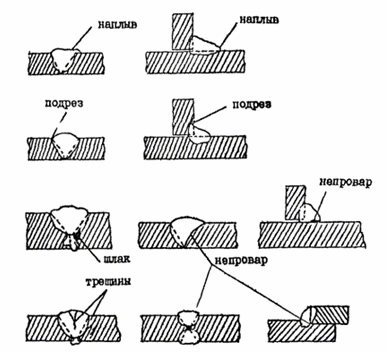
Рисунок 5.1 – Виды дефектов при сварке
Дефекты сварных соединений исправляют подваркой с последующей очисткой от окалины и покрытием одним слоем серой эмали.
Контроль качества сварных соединений конструкций надлежит осуществлять методами, указанными в таблице 5.1.
Трещины всех видов и размеров в швах сварных соединений конструкций не допускаются и должны быть устранены с последующей заваркой и контролем.
Таблица 5.1 – Тип конструкций, объем контроля
| Методы контроля | Тип конструкций, объем контроля |
| I. Внешний осмотр с проверкой геометрических размеров и формы швов | Все типы конструкции в объеме 100 % |
Таблица 5.2 – Требования к качеству, допустимые размеры дефектов
| Элементы сварных соединений, наружные дефекты | Требования к качеству, допустимые размеры дефектов |
| Поверхность шва | Равномерно-чешуйчатая, без прожогов, наплывов, сужений и перерывов. Плавный переход к основному металлу |
| Подрезы | Глубина - до 5 % толщины свариваемого проката, но не более 1 мм |
-
Требования по охране труда и охране окружающей среды
6.1. При производстве строительно-монтажных работ следует руководствоваться действующими нормативными документами:
- СП 49.13330.2010 «Безопасность труда в строительстве»;
- ГОСТ 12.3.002-2014 «Процессы производственные. Общие требования безопасности».
6.2. Ответственность за выполнение мероприятий по технике безопасности, охране труда, промсанитарии, пожарной и экологической безопасности возлагается на руководителей работ, назначенных приказом.
Ответственное лицо осуществляет организационное руководство строительными и монтажными работами непосредственно или через бригадира. Распоряжения и указания ответственного лица являются обязательными для всех работающих на объекте.
6.3. Охрана труда рабочих должна обеспечиваться выдачей администрацией необходимых средств индивидуальной защиты (специальной одежды, обуви и др.), выполнением мероприятий по коллективной защите рабочих (ограждения, освещение, вентиляция, защитные и предохранительные устройства и приспособления и т.д.), санитарно-бытовыми помещениями и устройствами в соответствии с действующими нормами и характером выполняемых работ. Рабочим должны быть созданы необходимые условия труда, питания и отдыха. Работы выполняются в спецобуви и спецодежде. Все лица, находящиеся на строительной площадке, обязаны носить защитные каски.
6.4. Решения по технике безопасности должны учитываться и находить отражение в организационно-технологических картах и схемах на производство работ.
6.5. Сроки выполнения работ, их последовательность, потребность в трудовых ресурсах устанавливаются с учетом обеспечения безопасного ведения работ и времени на соблюдение мероприятий, обеспечивающих безопасное производство работ, чтобы любая из выполняемых операций не являлась источником производственной опасности для одновременно выполняемых или последующих работ.
6.6. При разработке методов и последовательности выполнения работ следует учитывать опасные зоны, возникающие в процессе работ. При необходимости выполнения работ в опасных зонах должны предусматриваться мероприятия по защите работающих.
6.7. Все работающие на строительной площадке должны быть обеспечены питьевой водой.
6.8. Лицо, ответственное за безопасное производство работ, обязано:
- ознакомить рабочих с Рабочей технологической картой под роспись;
- следить за исправным состоянием инструментов, механизмов и приспособлений;
- разъяснить работникам их обязанности и последовательность выполнения операций;
6.9. К выполнению строительных и монтажных работ допускаются лица в возрасте не моложе 18 лет, прошедшие:
- медицинский осмотр и признанные годными для выполнения строительных и монтажных работ;
- обучение и проверку знаний по безопасным методам и приемам труда, пожарной безопасности, оказанию первой медицинской помощи и имеющие об этом специальное удостоверение;
- вводный инструктаж по технике безопасности, производственной санитарии и инструктаж непосредственно на рабочем месте. Повторный инструктаж проводится не реже одного раза в три месяца. Проведение инструктажа регистрируется в специальном журнале;
6.10. Техническое состояние машин необходимо проверять перед началом каждой смены.
6.11. Каждая машина должна быть оборудована звуковой сигнализацией. Перед пуском ее в действие необходимо подавать звуковой сигнал.
6.12. Погрузочно-разгрузочные работы в пунктах разгрузки, на складах следует производить ручным способом с помощью соответствующего такелажного инвентаря.
Запрещается свободное скатывание или сбрасывание грузов.
6.13. Погрузочно-разгрузочные работы выполняют с помощью инвентарного оборудования (стропы, тросы, захваты заводского изготовления).
6.14. Стальные стропы и тросы должны соответствовать ГОСТам и действующим ТУ, иметь сертификат-свидетельство завода-изготовителя. Стропы должны быть предварительно испытаны, результаты испытаний оформлены актом и указаны на бирках, прикрепленных к стропам. Использовать срощенные стропы запрещается.
6.15. Погрузочно-разгрузочные работы производят под руководством лица, ответственного за безопасное производство работ (прораб, бригадир, мастер и др.). Он обязан следить за правильной установкой груза на транспортное средство, исправным состоянием подъемно-транспортного оборудования, сохранностью грузов при их погрузке, перевозке и разгрузке, соблюдением правил техники безопасности, должен инструктировать водителей.
Рабочие по строповке и расстроповке грузов должны быть обучены, проинструктированы и иметь удостоверение такелажника.
6.16. Перед пуском машин необходимо убедиться в их исправности, наличии на них защитных приспособлений, отсутствие посторонних лиц на рабочем участке.
При электросварочных работах сварщики снабжаются спецодеждой – комбинезоном из плотной категории ткани или брезентовой курткой, брюками, карманы у куртки закрываются клапанами. Вправлять куртку в брюки запрещается. Брюки должны длинные, закрывающие ботинки, носить их навыпуск. Спецодежда пропитывается огнеупорной пропиткой. Обувь плотно зашнуровать, чтобы в них не попали брызги металла. Голову покрывать головным убором без козырька. Наибольшую опасность для глаз представляют ультрафиолетовые лучи с длиной волн ниже 320 ммк, инфракрасные лучи – 1500-700 ммк, длительное воздействие которых вызывает помутнение хрусталика глаза. Помимо острых заболеваний возможны и хронические профессиональные глазные заболевания. Для защиты глаз от ультрафиолетового, инфракрасного излучения - светофильтры. Они применяются в очках, масках, щитках, без них электросварочные работы выполнять запрещается.
Сварочные работы на действующем предприятии разрешается выполнять только по наряду-допуску на проведение огневых и других работ повышенной опасности, выдаваемому ежесменно.
Для подвода сварочного тока к электродержателям необходимо принимать меры против повреждения изоляции и соприкосновения с водой, маслом, стальными канатами.
В электросварочных аппаратах и источниках их питания предусматривается надежное ограждение элементов, находящихся под напряжением.