Файл: Контрольная работа По дисциплине Инструментальная оснастка Вариант 6 Студент Группа зф016.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 26.10.2023
Просмотров: 38
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Министерство науки и высшего образования Российской Федерации
Федеральное государственное бюджетное образовательное учреждение высшего образования
Новосибирский государственный технический университет
Кафедра технологии машиностроения

Контрольная работа
По дисциплине: «Инструментальная оснастка»
Вариант № 6
| Выполнил: Студент: Группа: ЗФ-016 Факультет: МТФ. | Преподаватель: Василевская С.И. |
| | |
Новосибирск 2023
 Содержание
Содержание1. Введение 3
2. Основная часть 4
2.1. Исходные данные 4
2.2. Выбор режущего инструмента и режимов резания 5
2.3. Выбор оборудования 10
2.4. Выбор инструментальной оснастки 12
2.5. Составление координатных схем траектории инструмента 14
2.6. Составление схемы установки инструментов с инструментальной оснасткой в инструментальном магазине станка 18
3. Список используемой литературы 19
 1. Введение
1. ВведениеИнструментальная оснастка – это зажимающие, направляющие (или настроечные), установочные, делительные и поворотные устройства, а также механизированные (пневматические, механические, гидравлические и др.) приводы, предназначенные для перемещения установочных, зажимающих и прочих элементов. Иными словами, инструментальная оснастка представляет собой множество приспособлений, предназначенных для установки и крепления инструмента и заготовок, а также транспортировки деталей, изделий и заготовок, осуществления операций сборки.
В данной работе мы подбираем инструменты к заготовке, инструментальную оснастку, станочное оборудование, такое чтобы можно было получить высокие технико-экономические параметры. Инструменты должны обеспечивать получение точной заготовки и при этом использовать экономически выгодные инструменты.
 2. Основная часть
2. Основная часть2.1. Исходные данные
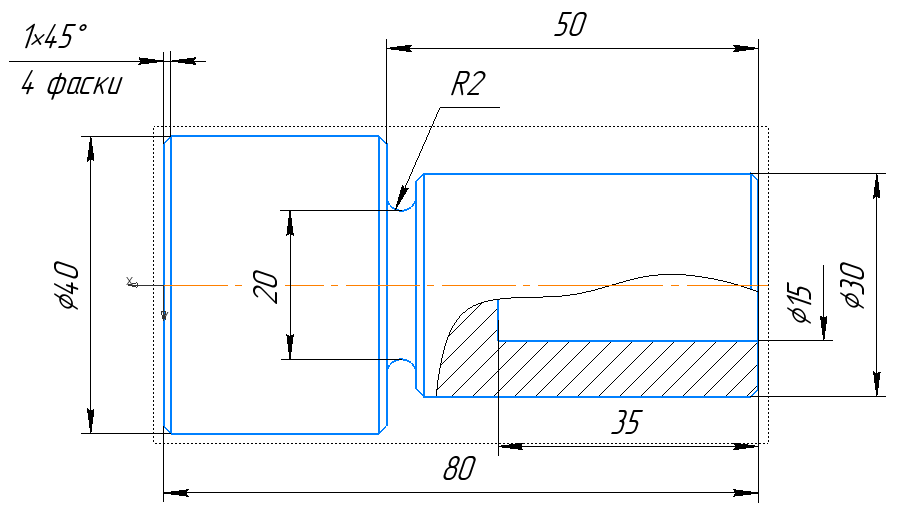
На рисунке 1 представлено задание для контрольной работы:
| Вариант №6 | |
 | 05 Токарная
|
 40 на длине 80 мм.
40 на длине 80 мм.Рисунок 1 – Исходные данные
 2.2. Выбор режущего инструмента и режимов резания
2.2. Выбор режущего инструмента и режимов резанияВсе инструменты выбираем по параметрам: характеристикам обрабатываемого материала; размерам заготовки, обрабатываемой поверхности, с необходимой точностью обработки; стоимость.
Инструменты подбираются из каталога металлорежущего инструмента OKE CUTTING TOOLS [1], исходя из габаритов обрабатываемого изделия, характера и вида обработки, характеристик обрабатываемого материала, а также габаритных размеров держателей и зажимов металлорежущего оборудования. Выбор режимов резания будет выполнен в соответствии с рекомендациями фирм производителей подобранного инструмента.
Выбор инструмента для выполнения операций:
- Подрезать торец

Для данной операции подойдет державка для наружного точения (левое исполнение)
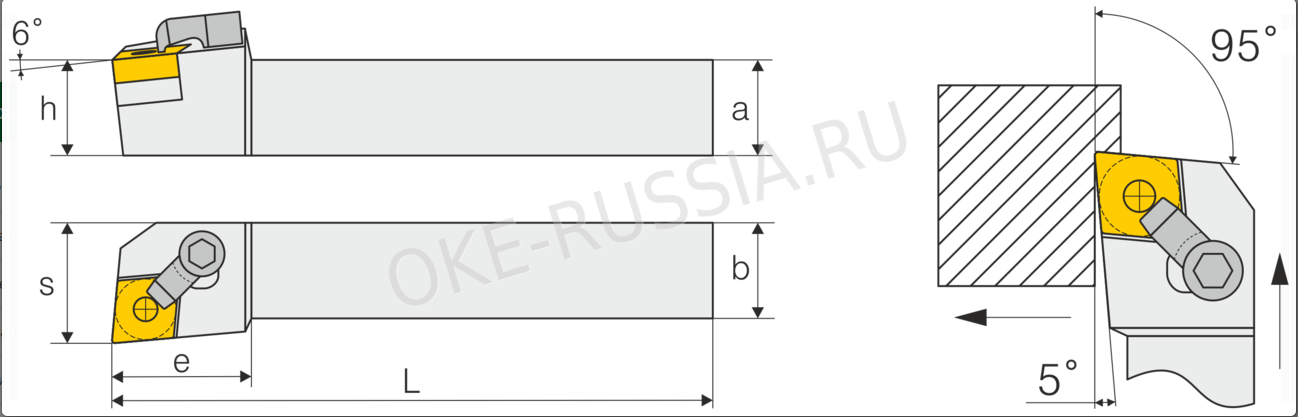
Рисунок 2 – Державка ACLNR 3232 P12
Для этой операции подойдет твердосплавная пластина CCGW 060204 MHN10C (Рисунок 3).
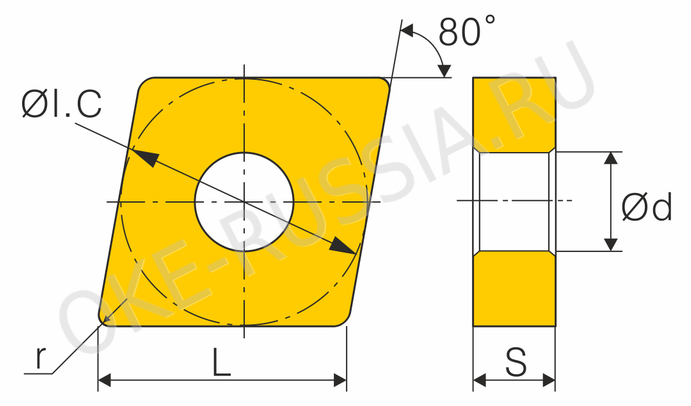
Рисунок 3 – Пластина CCGW 060204 MHN10C
Режимы резания назначаем следующие:
S = 0,2 мм/об, V = 100 м/мин, t < 1 мм, n = 637 об/мин.
-Точить поверхность
 40 на длине 80 мм.
40 на длине 80 мм.-Точить поверхность
30 на длине 50 мм.Данные операции необходимо выполнять двумя резцами с разными державками и пластинками (для черновой и чистовой обработки). Для черновой обработки используем те же самые державку (рисунок 4) и пластину (рисунок 5) что и для подрезки торца. Для чистового прохода, используем следующую державку и пластину:
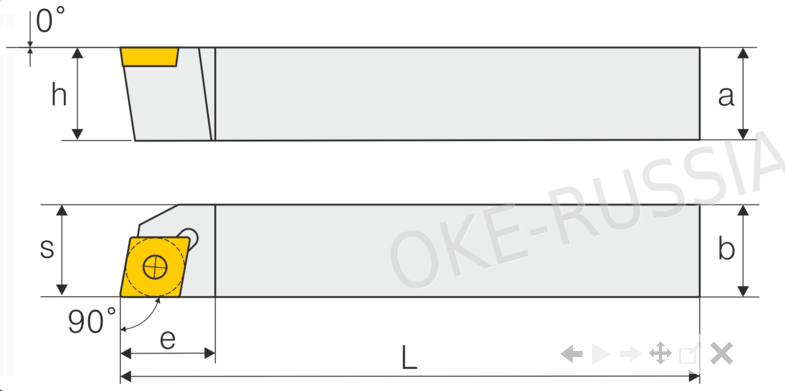
Рисунок 4 – Державка SCACR 1010 E06
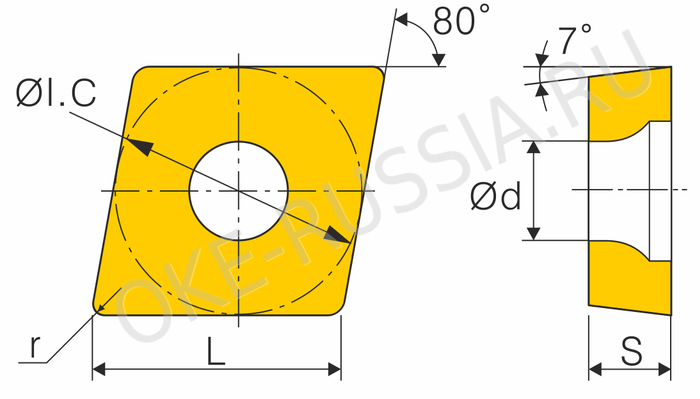
Рисунок 5 – Пластина чистовая CCMT 060202 - OTF OC2115.
- Точить канавку
20 шириной 4 мм.Для выполнения канавки шириной 4 мм, нам подойдет Державка канавочная торцевая D960 2525 3C-R. Отрезная, канавочная державка без подвода СОЖ для двухсторонних пластин типа MGMN. Подходит для профильного точения, отрезки и обработки канавок. В паре с этой державкой будет работать отрезная пластина MGMN300 - 04-R OC4020. Сменная твердосплавная пластина MGMN300 - 04-R OC4020 для отрезки и точения канавок. Усиленная режущая кромка позволяет производить тяжелую проточку канавок. Допускается применение высоких подач (Рисунок 6).
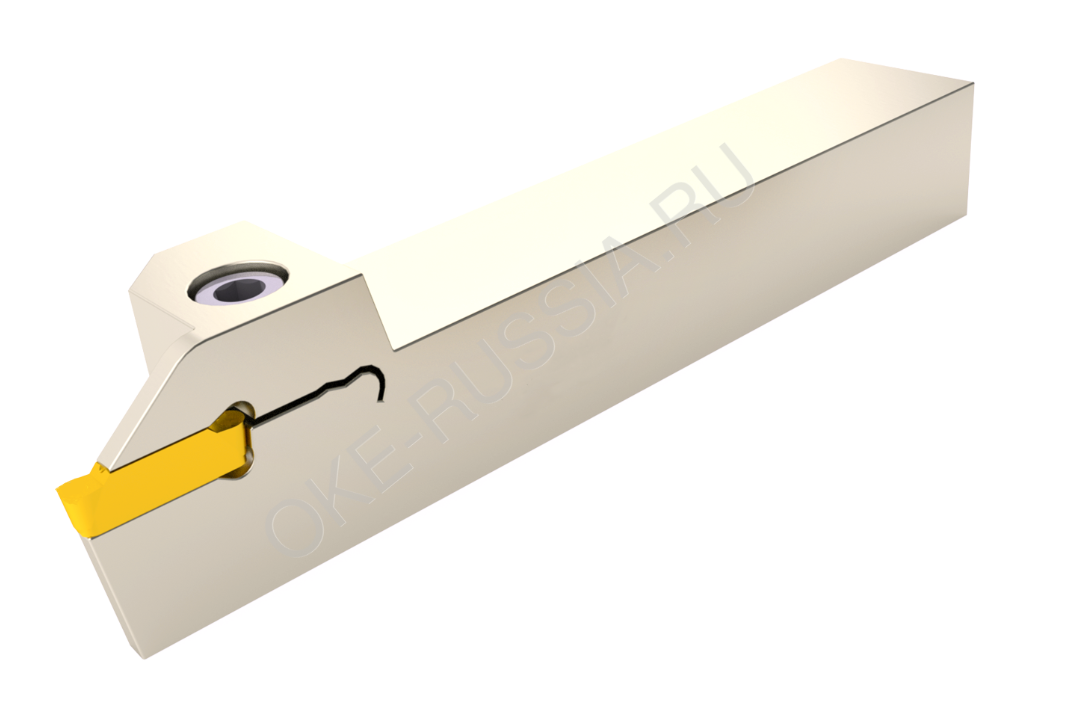
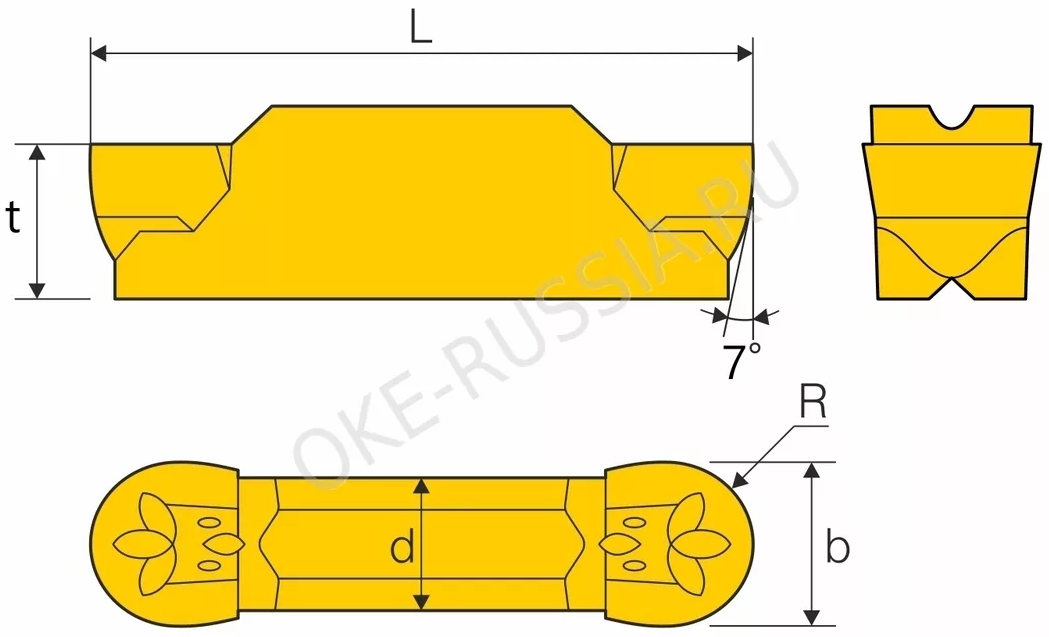
Рисунок 6 – Державка канавочная с пластиной.
Режимы резания назначаем следующие:
S = 0,05 мм/мин, V = 70 м/мин, n = 557 об/мин.
- Сверлить отверстия диаметром 15 мм.
- Цековать отверстие
30 мм.Для выполнения такого отверстия нам понадобится корпусное сверло со сменными пластинами SP09-D28-2D-C25 (рисунок 8.1) – для удаление основной массы материала, а также расточная державка A16R-SCLCL09 (рисунок 8.3) – для чистовых проходов после сверла (цековки). Пластины для сверла будут использоваться - SPGT 090408 - OPM OP1315 (рисунок 8.2), а для расточной державки - CCMT 09T302 - MSF OP1315 (рисунок 8.4).

Рисунок 8.1 - Корпусное сверло SP09-D28-2D-C32
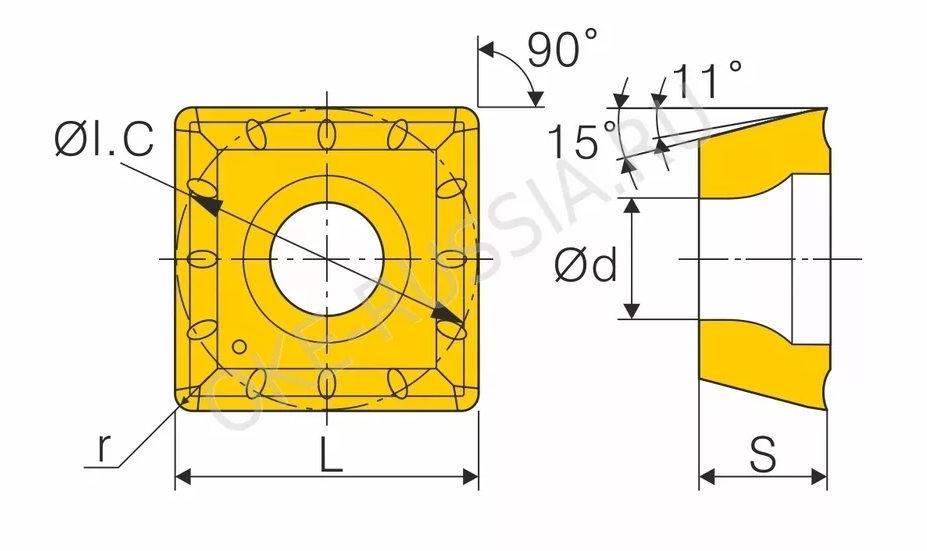
Рисунок 8.2 – Сверлильная сменная пластина SPGT 090408 - OPM OP1315
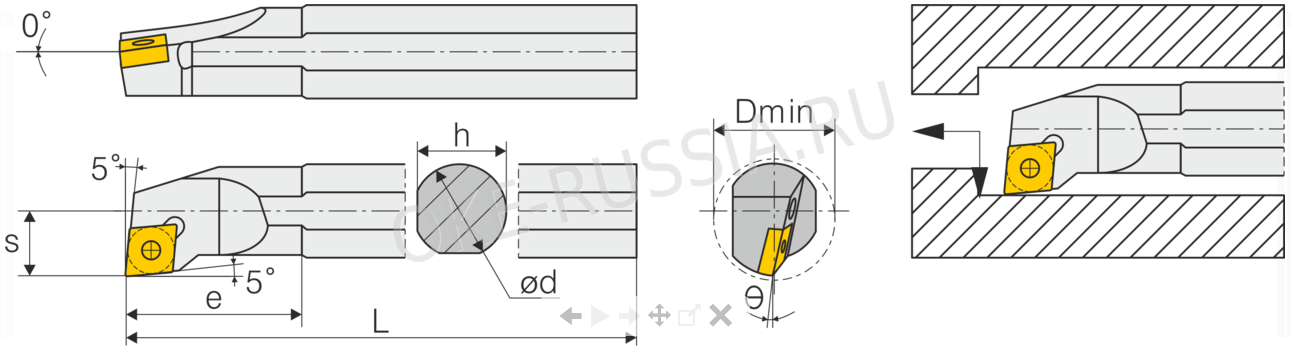
Рисунок 8.3 – Расточная державка A16R-SCLCL09
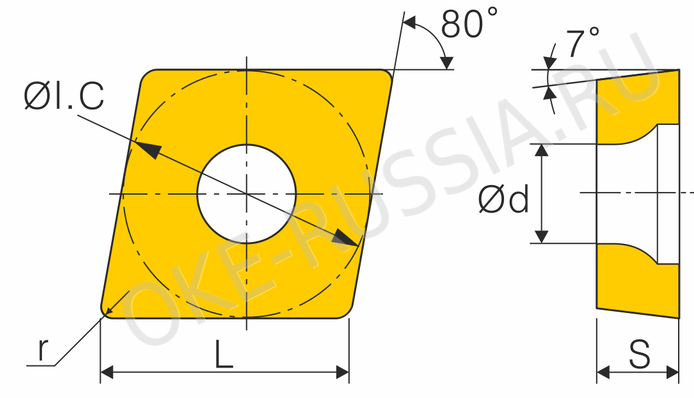
Рисунок 8.4 – Твердосплавная пластина CCMT 09T302 - MSF OP1315
 Режимы резания для сверления выбираем следующие:
Режимы резания для сверления выбираем следующие:Vc – 160 м/мин, S – 0,1 мм/об, n – 849 об/мин.
Режимы резания для расточки выбираем следующие:
Vc – 140 м/мин, S – 0,15 мм/об, n – 743 об/мин.
- Точить 4 фаски 3х45.
При выполнении детали на токарном станке с ЧПУ, в целях экономии времени и средств – допускается выполнить фаски тем же самым инструментом что и для точения канавки шириной 8 мм., так как державка допускает профильное точение. Все инструменты и режимы резания приведены выше.
-Отрезать деталь в размер 80 мм.
Нам подойдет Державка токарная MGEHL 2020-3-T30 с пластинами MGMN300 - 04-R OC4020. Отрезная удлиненная державка без подвода СОЖ для двухсторонних пластин типа MGMN. Вылет режущей части ("носа") составляет 30 мм. Предназначена для отрезки заготовок до 60 мм., обработки глубоких канавок, а также для профильного точения. (Рисунок 9)[1]
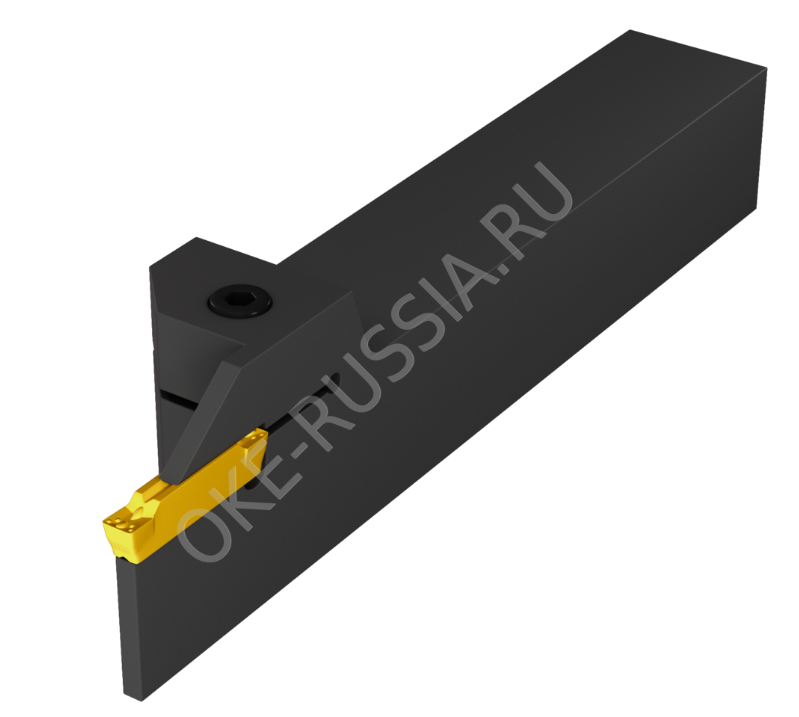
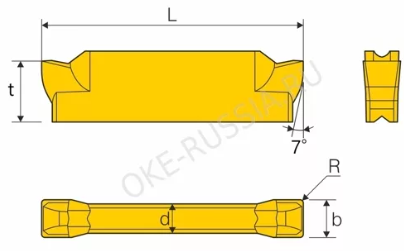
Рисунок 9 – Державка с пластиной
 2.3. Выбор оборудования
2.3. Выбор оборудованияДанные операции можно производить на любом токарном станке с ЧПУ, так как деталь не имеет сложных элементов и не требует тонкой настройки станка. Для выполнение выше описанных операция нам подойдет токарный станок с ЧПУ SKM NL 1500/2000 (Рисунок 10).

Рисунок 10 - Станок SKM NL 1500/2000
Токарный станок c ЧПУ SKM серии NL 1500/2000 производится в Южной Кореи. Станок с ЧПУ SKM NL 1500/2000 предназначен для выполнения комплексной (токарной и фрезерной) 3-х осевой обработки (оси X, Z, C) деталей малых и средних размеров в автоматическом или полуавтоматическом режиме.
Основные технические характеристики токарного станка SKM NL 1500/2000
Разработчик - компания CKM
Наибольший диаметр заготовки устанавливаемой над станиной - Ø 330 мм
Наибольший диаметр обрабатываемой над станиной - Ø 200 мм
Продольный ход револьверной головки (ось Z) - 455 мм
Диаметр сквозного отверстия в шпинделе - Ø 51 (65 опция) мм
Диаметр зажимного патрона - Ø 210 мм
 Система крепления инструмента - VDI 30
Система крепления инструмента - VDI 30Мощность электродвигателя (40/100% ED) - 16,5/11 кВт
Крутящий момент (40/100% ED) - 166,5/112 Нм
Вес станка полный - 3,8 т.
-
 Выбор инструментальной оснастки
Выбор инструментальной оснастки
Оснастка для инструментов, выполняющих операции точение, подрезка торца, отрезка:
Для всех вышеописанных операций нам подойдет универсальный блок инструмента VDI30 тип B1, радиальный, правый, укороченная серия. Базовая опорная поверхность расположена ниже оси центров (оси вращения шпинделя). Для радиального и продольного наружного точения (рисунок 11).
Держатели в револьверную головку VDI30 типа B1 для резцов с прямоугольным сечением. Блок наружной державки (оправок VDI) используется для наружной продольной обработки и торцевого точения. Резец устанавливается пластиной вверх, опорная поверхность резца ниже оси центров.
Резцедержатель оснащен хвостовиком DIN 69880 (ГОСТ 24900) с зубцами, который устанавливается в специальное отверстие револьверной головки станка.

Рисунок 11 - Держатель инструмента VDI тип B1
 Оснастка для инструментов, выполняющих операции сверление, расточка:
Оснастка для инструментов, выполняющих операции сверление, расточка:Держатель VDI тип E1, для закрепления инструмента с цилиндрическим хвостовиком диаметром 32 мм. Размер хвостовика оправки VDI30. Блок VDI используется преимущественно для фиксации корпусных сверл со сменными пластинами U-типа. Но может использоваться для фиксации другого осевого инструмента с хвостовиком по DIN 6595, где требуется внутренняя подача СОЖ, и хвостовик инструмента с лыской (рисунок 12). [2]