Файл: Рабочая программа по дисциплине инженерная графика Целью изучения дисциплины Инженерная графика.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 07.11.2023
Просмотров: 113
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
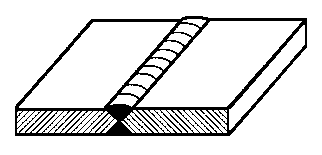
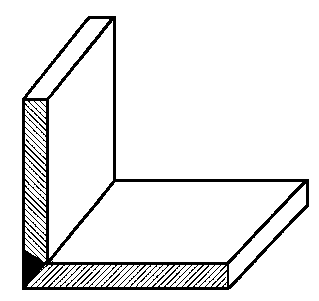
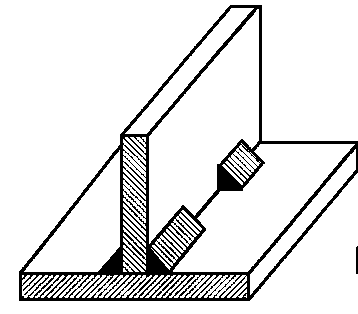
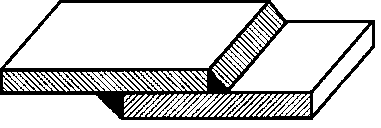
Основными видами сварных соединений являются стыковые, угловые, тавровые и внахлестку:
- стыковые (С) – детали соединяются встык по торцевым поверхностям (рис. 66 а);
- угловые (У) – детали располагаются под углом и соединяются по кромкам снаружи угла (рис. 66 б);
- тавровое (Т) – детали образуют форму буквы Т (рис.66 г);
- внахлестку (Н) – детали частично перекрывают друг друга (рис. 66 г).
а) б)
в) г)
Рисунок 66 – Основные типы сварных соединений:
а) стыковое; б) угловое; в) тавровое; г) внахлестку
Швы этих соединений обозначают буквой с индексом, соответствующим определенному характеру выполнения шва. Выполняются швы сварных соединений без скоса кромок, со скосом одной кромки, со скосом двух кромок и в стыковых соединениях с отбортовкой двух кромок.
По характеру выполнения швы могут быть точечными, прерывистыми, непрерывными, т.е. сплошными. Прерывистый шов выполняется либо цепным, либо в шахматном порядке.
Для каждого способа сварки разработаны стандарты, в которых указаны конструктивные элементы швов, их условные изображения и обозначения.
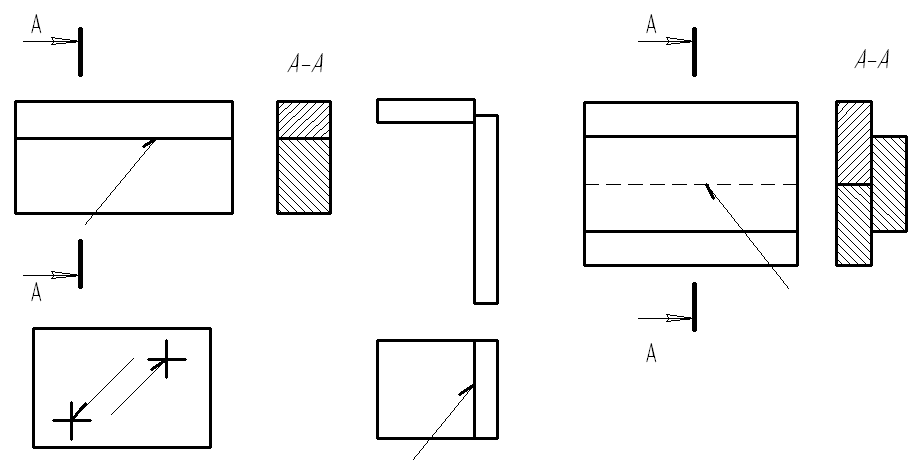
Видимые швы сварных соединений изображаются сплошной основной линией (рис. 67 а); а невидимые – штриховой (рис. 67 б). При этом за лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку. За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают ту, с которой производят сварку основного шва; а за лицевую сторону двустороннего шва с симметрично подготовленными кромками может быть принята любая сторона.
а) б)
Рисунок 67 – Условные изображения швов:
а) видимых; б) невидимого
Видимые одиночные сварные точки независимо от способа сварки условно изображают пересекающимися тонкими сплошными линиями длиной 5…10мм (рис. 67). Невидимые одиночные точки не изображают на чертежах.
Условное обозначение шва наносят:
- на полке линии-выноски, проведенной от изображения шва с лицевой стороны (рис 67 а);
- под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (рис. 67 б). При этом предпочтительно линию-выноску проводить от изображения видимого шва.
Линия-выноска, проведенная от изображения шва или одиночной сварной точки, всегда заканчивается односторонней стрелкой (рис. 69).
Условное обозначение стандартных сварных соединений по ГОСТ 2.312-72 наносится по схеме, в соответствии с рисунком 68.
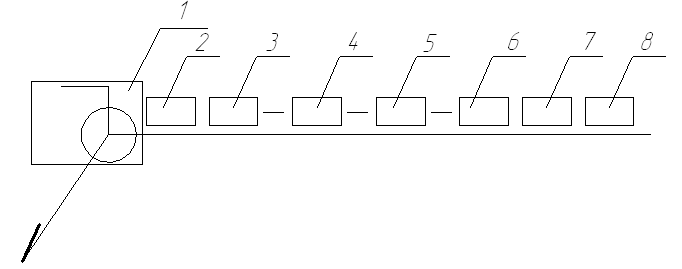
Рисунок 68 – Схема условного обозначения стандартных сварных швов.
1. Вспомогательные знаки шва по замкнутой линии и монтажного шва (см. табл. 16).
2. Обозначение стандарта на типы и конструктивные элементы швов сварных соединений (например, ГОСТ 5264-80; см. табл. 14).
3. Буквенно-цифровое обозначение шва по стандарту на типы и конструктивные элементы швов сварных соединений (например С2, см. табл. 15).
Таблица 15 – Буквенно-цифровое обозначение шва по стандарту на типы и конструктивные элементы швов сварных соединений
| Стыковое соединение | С1 1…3 | С2 1…6 | С3 1…6 | С4 2…8 | С5 4…26 |
| С6 4…26 | С7 6…34 | С8 4…26 | С9 15…60 | С10 15…60 | |
| С11 12…60 | С12 30…100 | С13 12…60 | С14 8…40 | С15 3…50 | |
| С16 6…100 | С17 6…34 | С18 3…50 | С19 15…100 | С20 15…100 | |
| С21 12…60 | С22 30…100 | С23 30…100 | С24 12…60 | С25 8…40 | |
| Угловое соединение | У1 1…4 | У2 1…6 | У3 2…8 | У4 1…30 | У5 2…30 |
| У6 4…26 | У7 4…26 | У8 12…60 | У9 12…50 | У10 12…50 | |
| Тавровое соединение | Т1 2…30 | Т2 2…30 | Т3 2…30 | Т4 2…30 | Т5 2…30 |
| Т6 4…26 | Т7 4…26 | Т8 15…60 | Т9 12…60 | Т10 12…100 | |
| Т11 30…100 | | | | | |
| Внахлестку | Н1 2…60 | Н2 2…60 | Н3 не менее 2 | | |
Примечание. В левом верхнем углу дано буквенно-цифровое обозначение шва, а в правом – предел толщин свариваемых деталей, мм.
4. Условное обозначение способа сварки по стандарту на типы и конструктивные элементы швов сварных соединений (например, А, но можно и не указывать).
5. Знак (равнобедренный прямоугольный треугольник) и размер катета (толщины) шва, согласно стандарта на типы и конструктивные элементы швов сварных соединений (например,5, табл. 15). Толщина шва должна находиться в пределах от 4мм до 1,2 толщины шва соединяемых элементов или равна (толщине полки уголка). Знак выполняется сплошными тонкими линиями. Высота знака должна быть одинаковой с высотой цифр, входящих в обозначение шва.
6. Для прерывистого шва – размер длины провариваемого участка, знак / или Z и размер шага (например, 5/40; 6 Z 70).
Для одиночной сварной точки – размер расчетного диаметра точки (например, 6).
Для шва контактной точечной электросварки или электрозаклепочного – размер расчетного диаметра точки или электрозаклепки; знак / или Z и размер шага (например, 5/60; 4 Z 80).
Для шва контактной роликовой электросварки – размер расчетной ширины шва (например, Кр-5).
Для прерывистого шва контактной роликовой электросварки – размер расчетной ширины шва, знак умножения «», размер длины провариваемого участка, знак / и размер шага (например, 5 10/60).
7. Вспомогательные знаки (см. табл. 16).
8. Шероховатость механической обработки поверхности шва.
Таблица 16 - Вспомогательные знаки для обозначения сварки швов.
| Знак | Значение знака | Нанесение знака в обозначении шва на чертеже |
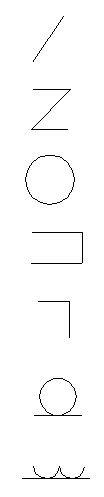 | Шов прерывистый или точечный с цепным расположением. Угол наклона линии 60 Шов прерывистый или точечный с шахматным расположением Шов по замкнутой линии. Диаметр знака – 3…5мм Шов по незамкнутой линии. Знак применяют, если расположение шва ясно из чертежа Шов выполнить при монтаже изделия, т.е. при установке его по монтажному чертежу на месте его применения Усиление шва снять Наплывы и неровности шва обработать с плавным переходом к основному металлу | 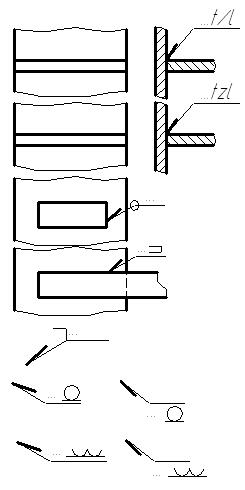 |
Условные обозначения способов сварки.
Автоматическая (А) под флюсом без применения подкладок, подушек и подварочного шва: Аф - на флюсовой подушке; Ам – на меднофлюсовой подушке; Ас – на стальной подкладке; Апш – с предварительным наложением подварочного шва; Апк- с предварительной подваркой корня шва; Ар- с ручной подваркой с одной стороны; Ан-з- в защитных газах неплавящимся электродом, однофазная; Ан-Зтф – то же, трехфазная; А-З – плавящимся электродом в защитных газах; Ан-З/А-З – первый проход неплавящимся электродом в защитных газах, последующие – плавящимся электродом в защитных газах.
Полуавтоматическая (П)под флюсом без применения подкладок, подушек и подварочного шва: Пс - на стальной подкладке; Пр – с ручной подваркой; П-З – в защитных газах плавящимся электродом; Пф – под флюсом; Ппш – с предваритеьным наложением подварочного шва; Ппк –с предварительной подваркой корня шва.
Ручная (Р) электродуговая: Рн-З – неплавящимся электродом в защитных газах; Рн-З/П-З – первый проход неплавящимся электродом в защитных газах; последующая – полуавтоматическая; плавящимся электродом в защитных газах.
При наличии на чертеже нескольких одинаковых швов условные обозначения наносят у одного изображения, а от остальных проводят линии-выноски с полками (рис. 69).
Одинаковым швам присваивают один номер, который наносят на линии-выноске с полкой, на которой находится обозначение шва, и указывают число швов.
У остальных швов наносят только номер шва соответственно над полкой или под полкой линии-выноски (рис. 69 б). в зависимости от видимости сварного шва.
Если все швы на чертеже одинаковы и изображены с одной стороны (лицевой или обратной), порядковый номер им не присваивается, а швы без обозначения отмечают линиями-выносками без полок (рис. 69).
На чертеже симметричного изделия допускается отмечать швы только на одной части изображения.
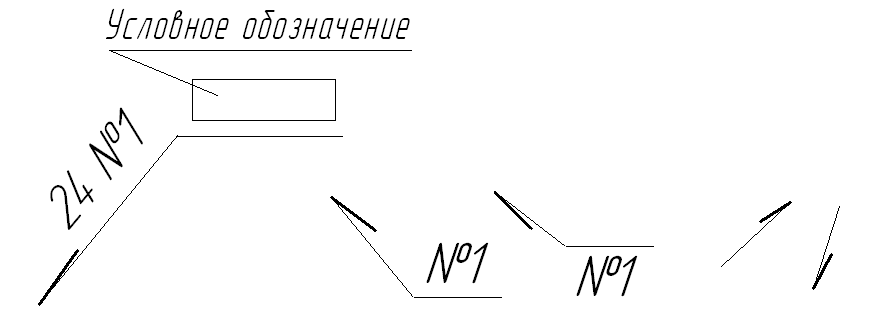
а) б) в)
Рисунок 69 – Условные обозначения при наличии на чертеже одинаковых швов: