Файл: В. Г. Шухова (бгту им. В. Г. Шухова) Кафедра Электроэнергетики и автоматики Отчёт по профессиональной практике.docx
Добавлен: 07.11.2023
Просмотров: 114
Скачиваний: 5
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Рис. 9. Схемы смешанной системы
Схема смешанной системы с одним источником питания, представленная в виде магистральной схемы при резервировании потребителей радиальными линиями представлена на рисунке 9а, далее на рисунке 9б аналогичная схема, но с двумя источниками питания, и на рисунке 9в представлена разветвленная радиально-магистральная схема.
В системах электроснабжения промышленных предприятий или заводов принято рассматривать три уровня сетей: внешняя, распределительная и цеховая.
Внешней сетью называется такая, которая питает источники питания распределительной сети предприятия и располагается за его пределами.
Распределительной сетью называется такая, которая питает источники питания цеховых сетей и выполняется с помощью шинопроводов или кабелей.
Цеховой сетью называется такая, которая питает источники питания электрических приемников, расположенных внутри помещений или цехов.
В некоторых случаях используют типовую радиальную схему питания от распределительного устройства (рис.10), например для питания мощных электроприемников при их малом количестве.
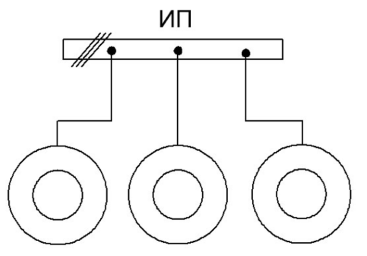
Рис. 10. Типовая схема питания от РУ
Согласно нормативной документации, также часто применяется типовая радиальная схема с распределительными шкафами, вместо распределительных устройств (рис. 11).
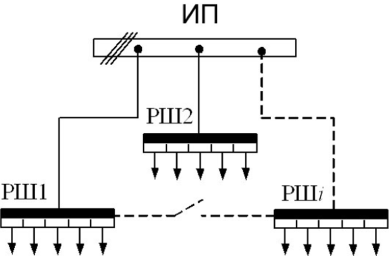
Рис. 11. Типовая схема питания от РШ
Такого типа схемы используются, если имеются электроприемники малой мощности, но в большом количестве. Распределительные шкафы как правило устанавливаются в местах концентрации электроприемников или равномерно по площади цеха, в зависимости от их распределения по территории. Такого типа схемы являются весьма затратными, поэтому часто вместо радиальной схемы применяют магистральную схему с распределительными шкафами, что значительно экономит количество кабельной продукции (рис. 12).
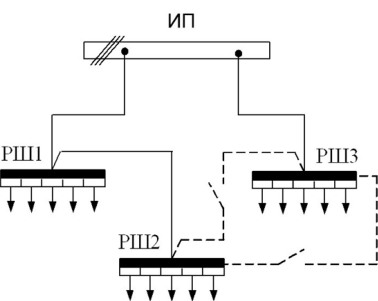
Рис. 12. Магистральная схема с распределительными шкафами
Питание завода трансформаторного оборудования осуществляется от подстанции 110/10 кВ. Длина питающей линии от подстанции до РП завода равна 1,35 км. На подстанции установлены два трансформатора типа ТДН – 80 МВА.
Схема электроснабжения – смешанная. Распределительная сеть предприятия 10 кВ выполнена кабелями с изоляцией из сшитого полиэтилена АПвВ, проложенными открыто в воздухе.
При радиальной системе питания, трансформаторы могут быть подключены к линиям 6-10 кВ. Магистральные цепи обычно строятся с использованием питания с одним трансформатором или двойных сквозных магистралей, питания с двумя трансформаторами. В нормальном режиме трансформаторы работают отдельно, и если одна из главных линий повреждена, мощность автоматически передается на другую главную линию. Даже при двойных сквозных магистралях допускается присоединение к ним цеховых трансформаторов наглухо. При использовании одной линии трансформаторы нельзя подключать к линиям 6-10 кВ, их необходимо подключать к выключателям нагрузки.
В соответствии со сказанными выше особенностями разработаем 2 варианта схем электроснабжения завода трансформаторного оборудования. План схем с распределительной сетью представлен на рис. 13 и 14.
В первом варианте в схеме, в цехах №2 и №3, расположены двухтрансформаторные подстанции. Питание осуществляется при применении схемы двойной сквозной магистрали. Во втором варианте схеме, в цехах №2 и №3, расположены однотрансформаторные подстанции. Питание осуществляется при применении схемы двух одиночных магистралей.
Затраты на сооружение двухтрансформаторной подстанции меньше, чем затраты на сооружение двух однотрансформаторных.
Принимаем первый вариант, так как схема двойной сквозной магистрали имеют высокую надёжность.
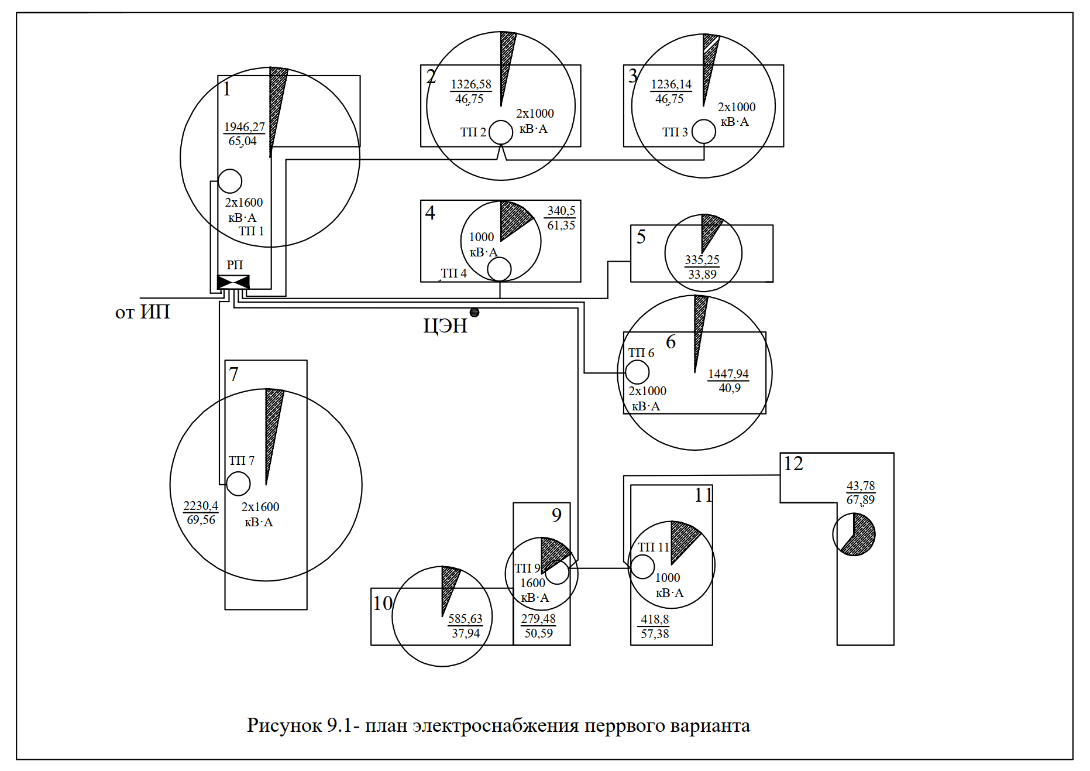
Рис. 13. План схем с распределительной сеть (вариант 1)
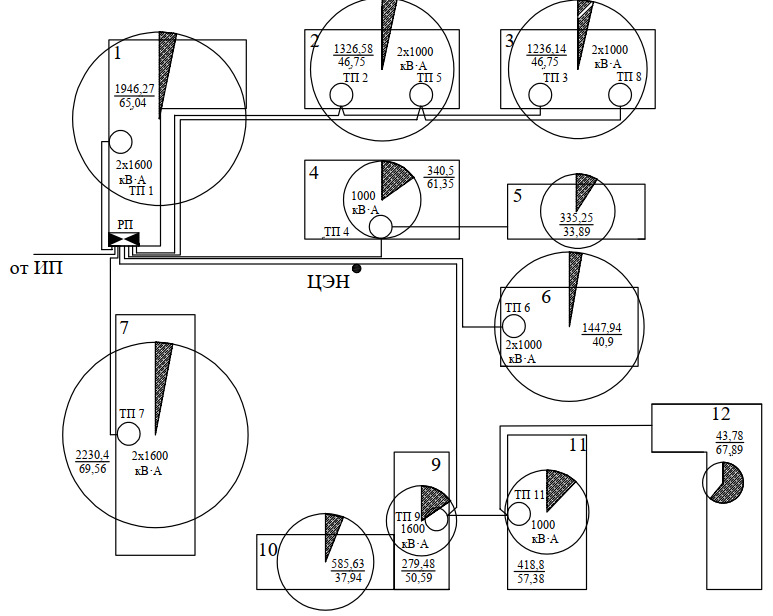
Рис. 14. План схем с распределительной сеть (вариант 2
В работе будут рассматриваться следующие вопросы:
-
расчет электрических нагрузок, -
выбор уровня напряжения питающей и распределительной сети; -
выбор числа и мощности трансформаторов; -
выбор числа, мощности и места расположения ТП, ГПП; -
расчет, выбор и проверка сечений кабельных линий;
Исходными данными для проектирования приняты:
-
генеральный план завода и расположение технологического оборудования; -
характеристика технологического процесса; -
сведения об электрических нагрузках; -
данные об источнике питания (мощность короткого замыкания на шинах источника питания в различных режимах работы, значения коэффициента мощности в режиме максимальных и минимальных режимов энергосистемы, удаленность от территории насосных, наличие уровней напряжения и т. д.); -
стоимость электроэнергии по тарифу энергосистемы.
4. Краткая характеристика потребителей
Далее в таблице 2 представлен перечень основного оборудования, а также их основные характеристики и параметры.
Таблица 2
Перечень основного оборудования
| Наименование здания или сооружения | Pуст , кВт | Наименование типовых электроприемников | P, кВт | Рн.мах,кВт | kи | cos φ | tg φ |
| 1.Литейный цех №1 | 4500 | Дуговые сталеплавильные печи | 660 | 300 | 0,75 | 0,9 | 0,48 |
| Индукционные печи низкой частоты | 1200 | 0,7 | 0,95 | 0,33 | |||
| Разливочные машины | 700 | 0,3 | 0,6 | 1,33 | |||
| Литейное оборудование: очистные барабаны, бегуны, пескомёты, зачистные машины | 600 | 0,5 | 0,65 | 1,17 | |||
| Станы холодной прокатки | 400 | 0,4 | 0,85 | 0,62 | |||
| Наждачные станки | 100 | 0,14 | 0,5 | 1,73 | |||
| Ножницы холодной резки | 70 | 0,45 | 0,65 | 1,17 | |||
| Кран-балки | 360 | 0,1 | 0,5 | 1,73 | |||
| Насосы | 100 | 0,7 | 0,85 | 0,62 | |||
| Вентиляторы | 310 | 0,7 | 0,8 | 0,75 | |||
| 2.Кузнечный цех №1 | 4200 | Нагревательные печи сопротивления с автоматической загрузкой | 1250 | 250 | 0,7 | 0,95 | 0,33 |
| Штамповочные пресса, автоматы | 1050 | 0,17 | 0,65 | 1,17 | |||
| Конвейеры и транспортеры | 200 | 0,55 | 0,75 | 0,88 | |||
| Приводы молотов, ковочных машин | 1000 | 0,24 | 0,65 | 1,17 | |||
| Кран-балки | 350 | 0,1 | 0,5 | 1,73 | |||
| Насосы | 150 | 0,7 | 0,85 | 0,62 | |||
| Вентиляторы | 200 | 0,7 | 0,8 | 0,75 | |||
| 3. Кузнечный цех №2 | 4000 | Нагревательные печи сопротивления с автоматической загрузкой | 1300 | 250 | 0,7 | 0,95 | 0,33 |
| Конвейеры и транспортеры | 200 | 0,55 | 0,75 | 0,88 | |||
| Приводы ковочных машин | 1000 | 0,24 | 0,65 | 1,17 | |||
| Штамповочные пресса | 950 | 0,17 | 0,65 | 1,17 | |||
| Кран-балки | 250 | 0,1 | 0,5 | 1,73 | |||
| Насосы | 100 | 0,7 | 0,85 | 0,62 | |||
| Вентиляторы | 200 | 0,7 | 0,8 | 0,75 | |||
| 4.Механический цех №1 | 1900 | Металлорежущие станки крупносерийного производства: токарные станки, долбёжные станки, фрезерные станки, сверлильные станки | 1400 | 80 | 0,16 | 0,5 | 1,73 |
| Кран-балки | 200 | 0,1 | 0,5 | 1,73 | |||
| Вентиляторы | 300 | 0,7 | 0,8 | 0,75 | |||
| 5. Механический цех №2 | 1700 | Металлорежущие станки крупносерийного производства: карусельные станки, зуборезные станки, токарные станки | 950 | 70 | 0,16 | 0,5 | 1,73 |
| Шлифовальные станки | 400 | 0,35 | 0,65 | 1,17 | |||
| Кран-балки | 150 | 0,1 | 0,5 | 1,73 | |||
| Вентиляторы | 200 | 0,7 | 0,8 | 0,75 | |||
| 6.Прессовый цех | 3100 | Индукционные печи низкой частоты | 1200 | 230 | 0,7 | 0,95 | 0,33 |
| Дуговые сталеплавильные печи | 850 | 0,75 | 0,9 | 0,48 | |||
| Штамповочные пресса, автоматы | 600 | 0,17 | 0,65 | 1,17 | |||
| Кран-балки | 250 | 0,1 | 0,5 | 1,73 | |||
| Вентиляторы | 200 | 0,7 | 0,8 | 0,75 | |||
| 7.Сталелитейный цех | 5000 | Разливочные машины | 700 | 320 | 0,3 | 0,6 | 1,33 |
| Дуговые сталеплавильные печи | 1500 | 0,75 | 0,9 | 0,48 | |||
| Индукционные печи низкой частоты | 1500 | 0,7 | 0,95 | 0,33 | |||
| Литейное оборудование: очистные барабаны, бегуны, пескомёты, зачистные машины | 700 | 0,5 | 0,65 | 1,17 | |||
| Кран-балки | 300 | 0,1 | 0,5 | 1,73 | |||
| Вентиляторы | 200 | 0,7 | 0,8 | 0,75 | |||
| Насосы | 100 | 0,7 | 0,85 | 0,62 | |||
| 8.РМЦ | 1600 | Металлорежущие станки крупносерийного производства: сверлильные станки, фрезерные станки, строгальные станки | 850 | 60 | 0,16 | 0,5 | 1,73 |
| Шлифовальные станки | 320 | 0,35 | 0,65 | 1,17 | |||
| Вентиляторы | 200 | 0,7 | 0,8 | 0,75 | |||
| Кран-балки | 230 | 0,1 | 0,5 | 1,73 | |||
| 9.Намоточный цех | 1400 | Нагревательные печи сопротивления | 800 | 90 | 0,7 | 0,95 | 0,33 |
| Ножницы холодной резки | 100 | 0,45 | 0,65 | 1,17 | |||
| Намоточные станки | 200 | 0,14 | 0,5 | 1,73 | |||
| Вентиляторы | 100 | 0,7 | 0,8 | 0,75 | |||
| Кран-балки | 200 | 0,1 | 0,5 | 1,73 | |||
| 10.Механо-сборочный цех | 1800 | Фальцовочные станки | 410 | 80 | 0,14 | 0,5 | 1,73 |
| Прессы | 360 | 0,17 | 0,65 | 1,17 | |||
| Ножницы холодной резки | 200 | 0,45 | 0,65 | 1,17 | |||
| Конвейеры и транспортеры | 200 | 0,55 | 0,75 | 0,88 | |||
| Вентиляторы | 300 | 0,7 | 0,8 | 0,75 | |||
| Кран-балки | 250 | 0,1 | 0,5 | 1,73 | |||
| Ручной электроинструмент | 80 | 0,06 | 0,5 | 1,73 |
| 11. Административный корпус | 90 | Компьютерное оборудование | 5 | 10 | 0,4 | 0,7 | 1,02 |
| Холодильное оборудование | 25 | 0,6 | 0,8 | 0,75 | |||
| Кондиционеры | 30 | 0,7 | 0,8 | 0,75 | |||
| Вентиляторы | 10 | 0,8 | 0,8 | 0,75 | |||
| Лифты | 15 | 0,15 | 0,55 | 1,52 | |||
| Оборудование связи | 5 | 0,3 | 0,8 | 0,75 |
Для удобства расчетов в выпускной квалификационной работе делим электрооборудование по группам с одинаковыми коэффициентами Киi, tgφi.
Выбор оборудования, его мощность, а также максимальную мощность осуществляем с учетом специфики цехов завода трансформаторного оборудования.
Режим работы электроприемников характеризуется переменным графиком нагрузки.
Большинство электроприемников может быть отнесено к III категории по надежности электроснабжения.
Питание завода трансформаторного оборудования осуществляется от подстанции 110/10 кВ. Длина питающей линии от подстанции до РП завода равна 1,35 км. На подстанции установлены два трансформатора типа ТДН – 80 МВА.
Схема электроснабжения – смешанная. Распределительная сеть предприятия 10 кВ выполнена кабелями с изоляцией из сшитого полиэтилена АПвВ, проложенными открыто в воздухе.
При радиальной системе питания, трансформаторы могут быть подключены к линиям 6-10 кВ. Магистральные цепи обычно строятся с использованием питания с одним трансформатором или двойных сквозных магистралей, питания с двумя трансформаторами. В нормальном режиме трансформаторы работают отдельно, и если одна из главных линий повреждена, мощность автоматически передается на другую главную линию. Даже при двойных сквозных магистралях допускается присоединение к ним цеховых трансформаторов наглухо. При использовании одной линии трансформаторы нельзя подключать к линиям 6-10 кВ, их необходимо подключать к выключателям нагрузки.
Заключение
В отчете по профессиональной практике рассматривается информация о заводе трансформаторного оборудования, а также рассматривается некоторое электрооборудование, применяемое в системе электроснабжения.
Разработаны два варианта схем электроснабжения завода трансформаторного оборудования. Предпочтение было отдано первому варианту схемы с установкой в цехах №2 и №3 двухтрансформаторных подстанций.
Выбраны шины марки АДО 60 х 6, панели типа КСО-298, в которых установлены вакуумные выключатели и разъединители.
Были рассмотрены трансформаторы тока и напряжения, а также подключенные к ним приборы измерения и учёта электроэнергии.
Список литературы
-
Костин В.Н. Электропитающие системы и сети. Учебное пособие. Санкт-Петербург. 2007. – 154 с. -
Рожкова Л.Д., Карнеева Л.К., Чиркова Т.В. Электрооборудование электрических станций и подстанций. – М.: Академия, 2013. – 448 с. -
Правила устройства электроустановок (ПУЭ) – 7-е изд. перераб. и доп. – М.: Госэнергонадзор, 2003 – 944с. -
Электроснабжение.: учеб. пособие по дипломному проектированию / Л.С. Синенко, Е.Ю. Сизганова, Т.П. Рубан.- Красноярск: ИПК СФУ, 2008. – 167 с. -
Идельчик В.И. Электрические системы и сети.М.:Альянс,2009. – 592 с. -
Конюхова, Е.А. Электроснабжение объектов: Учебное пособие для среднего профессионального образования / Е.А. Конюхова. - М.: ИЦ Академия, 2013. − 320 c. -
Шеховцов, В.П. Расчет и проектирование схем электроснабжения. Методическое пособие для курсового проектирования. Учебное пособие / В.П. Шеховцов. - М.: Форум, 2014. − 216 c. -
Шеховцов, В.П. Справочное пособие по электрооборудованию и электроснабжению / В.П. Шеховцов. - М.: Форум, Инфра-М, 2014. − 136 c.