Файл: Основой деятельности мастерских является практическая подготовка специалистов металлообработки. Мастерские являются неотъемлемой частью учебноматериальной базы предприятия.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 07.11.2023
Просмотров: 795
Скачиваний: 5
, расположенной на расстоянии 50 м от здания.
ТП подключена к подстанции глубокого ввода, установленной в 4 км от нее, напряжение 10 кВ. Потребители электроэнергии относятся к 2 и 3 категории надежности ЭСН. Учебно-подготовительный процесс односменный. Основные потребители электроэнергии — станки различного назначения.
Грунт в районе цеха супесь с температурой +20 °С. Каркас здания и трансформаторной подстанции сооружен из блоков-секций длиной 8 и 6 м каждый.
Размеры мастерских  м.
м.
1.2 План расположения основного электрооборудования учебных мастерских
Учебные мастерские предназначены для практической подготовки обучаемых. Они являются неотъемлемой частью учебно-материальной базы предприятия. Кроме того, мастерские можно использовать для выполнения несложных заказов силами учащихся нуждающимся организациям.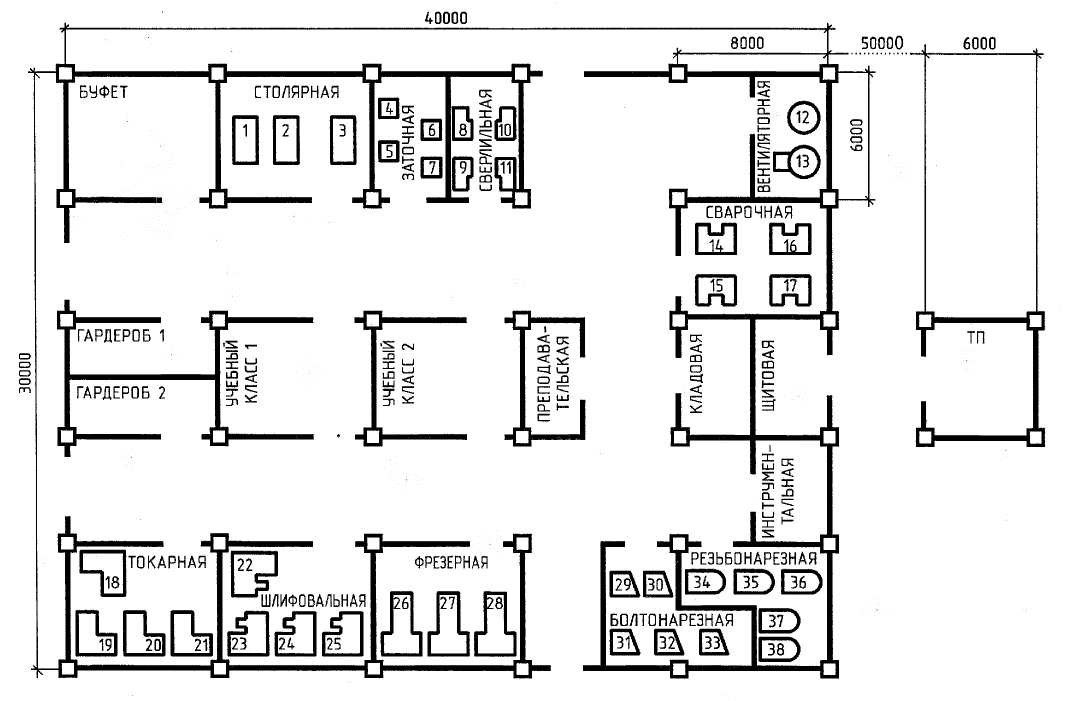
Рисунок 1 – План расположения ЭО учебных мастерских
1.3 Паспортные данные электрооборудования (ЭО)
Перечень электрооборудования учебных мастерских дан в таблице 1.1. Мощность электропотребления (Рэп) указана для одного электроприемника. Расположение основного электрооборудования учебных мастерских показано на плане (рис. 1).
Таблица 1 – Перечень электрооборудования (ЭО) учебных мастерских
| № на плане | Наименование ЭО | Рэп | Примечание |
| 1...3 | Деревообрабатывающие станки | 12,5 | |
| 4...7 | Заточные станки | 2,8 | 1 фазн |
| 8...11 | Сверлильные станки | 3,5 | |
| 12 | Вентилятор вытяжной | 7,2 | |
| 13 | Вентилятор приточный | 8,5 | |
| 14...17 | Сварочные агрегаты | 18 кВ∙А | 1-фазн ПВ=60% |
| 18...21 | Токарные станки | 6,3 | |
| 22...25 | Круглошлифовальные станки | 4,8 | |
| 26...28 | Фрезерные стайки | 7,5 | |
| 29...33 | Болтонарезныс станки | 2,5 | |
| 34...38 | Резьбонарезные станки | 6,2 | |
2 Расчетная часть проекта2.1 Определение расчетной нагрузки учебных мастерскихВ соответствии с заданием, учебные мастерские не предназначены для массового выпуска продукции. Временное отключение электроснабжения мастерских не приведёт к массовому простою рабочих и нарушению непрерывных циклов. Присваиваем цеху 3-ю категорию надёжности электроснабжения.Приводим нагрузку потребителей мастерских к трёхфазной.Для аппаратов сварочных 14 - 17:1. Учитываем повторно – кратковременный режим работы: .С учётом трёхфазного напряжения: .Условная трёхфазная мощность станков заточных 4…7: . Для остальных электроприёмников: Рном = РэпОпределяем нагрузку на осветительном щитке методом удельной мощностиРоу = РудSгде S - площадь освещаемой площадки.S = 40 30 = 1200м2 - удельная мощность, потребляемая осветительными устройствами.Для рабочего освещения учебных мастерскихПринимая во внимание повышенные требования электробезопасности в учебных мастерских, предусматриваем в каждом изолированном помещении с электрооборудованием отдельное распределительное устройство – силовой пункт СП. Распределение электроприёмников по группам представлено в таблице 1.1.Таблица 2.1 Распределение электроприёмников мастерских по группам
| СП1 | кол-во | Р | ΣР |
| Агрегат сварочный 14…17 | 4 | 41,8 | 167,2 |
| итого по СП1 | 4 | | 167,2 |
| СП2 | кол-во | Р | ΣР |
| Вентиллятор вытяжной 12 | 1 | 7,2 | 7,2 |
| Вентиллятор приточный 13 | 1 | 8,5 | 8,5 |
| итого по СП2 | 2 | | 15,7 |
| СП3 | кол-во | Р | ΣР |
| Сверлильный станок 8…11 | 4 | 3,5 | 14 |
| итого по СП3 | 4 | | 14 |
| СП4 | кол-во | Р | ΣР |
| Заточный станок 4…7 | 4 | 8,4 | 33,6 |
| итого по СП4 | 4 | | 33,6 |
| СП5 | кол-во | Р | ΣР |
| Деревообрабатывающий станок 1..3 | 3 | 12,5 | 37,5 |
| итого по СП5 | 3 | | 37,5 |
| СП6 | кол-во | Р | ΣР |
| Токарные станки 18…21 | 4 | 6,3 | 25,2 |
| итого по СП6 | 4 | | 25,2 |
| СП7 | кол-во | Р | ΣР |
| Круглошлифовальные станки 22..25 | 4 | 4,8 | 19,2 |
| итого по СП7 | 4 | | 19,2 |
| СП8 | кол-во | Р | ΣР |
| Фрезерные станки 26…28 | 3 | 7,5 | 22,5 |
| итого по СП8 | 3 | | 22,5 |
| СП9 | кол-во | Р | ΣР |
| Болтонарезные станки 29…33 | 5 | 2,5 | 12,5 |
| итого по СП9 | 5 | | 12,5 |
| СП10 | кол-во | Р | ΣР |
| Резьбонарезные станки 34…38 | 5 | 6,2 | 31 |
| итого по СП10 | 5 | | 31 |
Произведём расчёт нагрузок на распределительном устройстве СП1Находим суммарную мощность электроприёмников в группе: ,где n
 Cуммарная среднесменная мощность:
Cуммарная среднесменная мощность:
Находим среднесменную реактивную мощность электроприёмников по формулегде - табличное значение коэффициента реактивной мощности. Для сварочных агрегатов , ([1] табл. 1.5.1.)Агрегат сварочный 14…17:Суммарная реактивная мощностьСреднесменная полная нагрузка Sсм