ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 08.11.2023
Просмотров: 146
Скачиваний: 1
Рис. 8.15. Распределение нажима на напильник при опиливаниихода при одновременном уменьшении нажима левой рукой (рис. 8.15).Напильник надо перемещать равномерно и плавно со скоростью 40...60 двойных ходов в минуту; обе руки должны двигаться в горизонтальной плоскости. В случае ослабления нажима правой рукой и усиления нажима левой может произойти завал поверхности впереди заготовки, а при усилении нажима правой рукой и ослабления нажима левой — завал задней части опиливаемой поверхности.Прижимать напильник к обрабатываемой поверхности необходимо при рабочем ходе (от себя). При обратном холостом ходе не следует отрывать напильник от поверхности детали. Во время холостого хода напильник должен скользить.Надо помнить, что чем грубее обработка, тем больше должен быть нажим рук на напильник при рабочем ходе. При чистовом опиливании нажим на напильник должен быть значительно меньшим, чем при черновом.Опиливание плоских поверхностей — сложный трудоемкий процесс. Чаще всего дефектом при опиливании плоских поверхностей является неплоскостность. Работая напильником в одном направлении, трудно получить правильную и чистую поверхность. Поэтому направление движения напильника в процессе обработки следует постоянно менять. При этом надо учитывать размеры заготовки и точность обработки. Для узких поверхностей применяют продольное (рис. 8.16, а) и поперечное (рис. 8.16, б) опиливание. При опиливании поперек заготовки напильник соприкасается с меньшей площадью поверхности, по ней проходит больше зубьев, что позволяет снять больший слой металла. Однако при поперечном опиливании положение напильника менее устойчивое и легче завалить края заготовки. Продольное опиливание создает хорошую опору для напильника, но снижает производительность обработки. Поэтому поперечное опиливание применяется для черновой обработки, а продольное — для чистовой.Рис. 8.16. Виды опиливания: а — продольное; б — поперечноеОпиливание узких плоскостей на тонких деталях вызывает значительные трудности, поскольку при рабочем ходе напильника такие детали изгибаются

, а также возникают завалы по краям. Поэтому тонкие детали собирают по нескольку штук (3-10) вместе (пакет) и опиливают как широкую поверхность. Если требуется изготовить только одну деталь, опиливание выполняют с применением наметок: наметок-рамок, универсальных наметок и плоскопараллельных наметок.
Наметка-рамка (рис. 8.17, а) представляет собой стальную закаленную конструкцию с хорошо обработанными рабочими поверхностями. Обрабатываемая пластина закладывается по риске в рамку и зажимается болтами. Сама рамка закрепляется в тисках, и обработка ведется до тех пор, пока напильник не коснется рабочей плоскости рамки.
Универсальная наметка (параллелька) состоит из двух брусков прямоугольного сечения, скрепленных между собой двумя направляющими планками (рис. 8.17, б). Один из брусков жестко соединен с направляющими планками, а другой передвигается вдоль этих планок параллельно неподвижному бруску. Сначала в слесарных тисках устанавливают рамку, а затем заготовку. После совмещения разметочной линии с верхней плоскостью рамки заготовку вместе с планками зажимают в тисках и производят опиливание.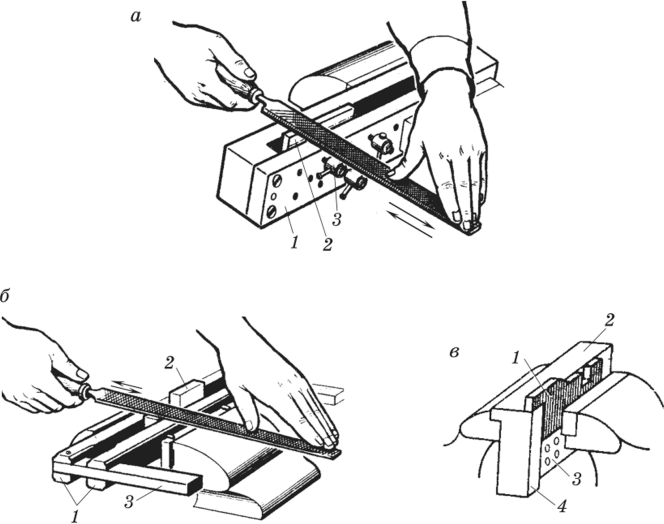
Рис. 8.17. Опиливание узких деталей: а — в наметке-рамке (1 — закаленный корпус; 2 — обрабатываемая пластина; 3 — зажимные болты); б — в универсальной наметке (2 — закаленные бруски; 2 — обрабатываемая заготовка; 3 — направляющие планки); в — в плоскопараллельной наметке (2 — обрабатываемая пластина; 2 — буртик наметки; 3 — опорная плоскость;
4 — выступ наметки)
Плоскопараллельные наметки (рис. 8.17, в) имеют точно обработанные плоскости и выступы 4, позволяющие обрабатывать плоскости, расположенные под прямым углом, без последующего контроля угольником. На опорной плоскости 3 имеются резьбовые отверстия. С помощью винтов к этой плоскости можно прикрепить направляющие линейки или угольник, которые дают возможность опиливать деталь на заданный угол.
Обрабатываемую пластину 1 закладывают между подвижной губкой тисков и плоскостью наметки. Наметка должна лечь буртиком 2 на неподвижную губку тисков, а разметочная риска — совпасть с верхней поверхностью наметки, после чего окончательно зажимают наметку с пластиной в тисках и производят опиливание.
Рис. 8.18. Опиливание по копиру:
-
1 — копир;
-
2 — заготовка
-
1) смещением напильника в поперечном направлении после каждого хода на величину, несколько меньшую его ширины (рис. 8.19, а);
-
2) одновременным движением напильника вперед и в сторону (рис. 8.19, б).
а). Лекальная линейка располагается на уровне глаз. При отсутствии световой щели прямолинейность выдержана. Неравномерная щель указывает на непрямолинейность.Рис. 8.21. Контроль лекальной линейкой: а — прием работы лекальной линейкой (контроль прямолинейности); б — направления лекальной линейки при контроле плоскостностиОтклонение от плоскостности будет обеспечено тогда, когда достигнута прямолинейность в различных направлениях.На рис. 8.21, б показаны места наложения лекальной линейки на плоскость заготовки при контроле отклонения от плоскостности: ее устанавливают в продольном направлении, поперечном и по обеим диагоналям. Чтобы линейка не потеряла точность, ее следует не перемещать по детали, а переставлять из одного положения в другое.Отклонение от параллельности двух опиленных плоских поверхностей проверяют штангенциркулем (рис. 8.22, а): измеряют деталь с двух сторон и сравнивают полученные результаты. Контроль размеров детали при опиливании обеспечивается штангенциркулем или микрометром. Отклонение от перпендикулярности проверяют угольником (рис. 8.22, б).Высокая точность плоскостности достигается припилива- нием «на краску». Подлежащую обработке деталь кладут наРис. 8.22. Контроль расположения плоских поверхностей: а — на параллельность; б — на перпендикулярность покрытую тонким слоем краски поверочную плиту и перемещают по ней. При этом выступающие места окрашиваются. Их удаляют круговым опиливанием (рис. 8.23).Рассмотрим приемы и последовательность опиливания и контроля различных поверхностей.Опиливание плоскопараллельных плоскостей заготовки (рис. 8.24, где цифрами 1-6 обозначена последовательность опиливания сторон плоскопараллельной плитки) начинают с наиболее широкой поверхности, которую принимают за основную измерительную базу. Эту поверхность опиливают окончательно, соблюдая все правила опиливания и проверки плоских поверхностей. Затем штангенциркулем проверяют толщину и параллельность сторон заготовки, как показано на рис.