Добавлен: 09.11.2023
Просмотров: 69
Скачиваний: 4
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Анализ представленных данных свидетельствует, что затраты на проведение рассмотренных видов ремонта колеблются от 7% до 48% от стоимости новой задвижки.
Таким образом, проведенный анализ и представленные данные позволяют вполне определенно утверждать, что в современных экономических условиях и при современном уровне качества задвижек правильно организованный и в достаточной мере технически оснащенный процесс ремонта экономически выгоден потребителю арматуры.
2.3. Диагностика трубопроводной арматуры
Диагностирование состояния задвижек обеспечивает обнаружение акустически активных зон или зон концентрации механических напряжений корпусов задвижек и оценки в этих зонах как поверхностных нарушений сплошности металла типа трещин, так и внутренних несплошностей. При диагностировании проверяется герметичность как при эксплуатации при рабочих давлениях действующего трубопровода, так и при испытаниях на герметичность на стендах в соответствии с требованиями НТд [7, 8].
Неразрушающий контроль (НК) корпусов задвижек для магистральных трубопроводов является неотъемлемой частью работ, выполняемых до и после капитального ремонта задвижек.
Для проведения контроля корпусов задвижек должны быть обеспечены следующие условия:
- корпус должен быть очищен от грязи, отслаивающейся краски и рыхлых продуктов коррозии;
- участки корпусов, где должны устанавливаться АЭ преобразователи, а также подлежащие УЗ, капиллярному или магнитопорошковому контролю, должны быть очищены от краски и зачищены до металлического блеска;
- при контроле задвижек на испытательных стендах должно быть обеспечено энергоснабжение переменного тока напряжением 220В;
- при контроле задвижек с большими проходами должны быть обеспечены подмостки или леса для удобного расположения аппаратуры и дефектоскописта.
Подготовка задвижки под контроль (очистка от грязи, отслаивающейся краски и рыхлых продуктов коррозии) и удаление контактной смазки после АЭ и УЗ контроля, пенетрантов после капиллярного контроля и магнитных суспензий после магнитопорошкового контроля в обязанности дефектоскопистов не входят и выполняются специально выделенным персоналом. К руководству и проведению работ по контролю запорной арматуры допускаются специалисты, аттестованные по соответствующим видам контроля в соответствии с действующими Правилами аттестации специалистов неразрушающего контроля Ростехнадзора имеющие квалификацию не ниже II уровня.
При диагностировании задвижек используют следующие виды контроля:
— визуальный контроль;
— контроль с использованием АЭ метода,
— капиллярный (цветной) контроль;
— ультразвуковая дефектоскопия;
— контроль напряженного состояния металла корпусных деталей;
— радиографический контроль.
На рис. 2.1 представлена схема основных мест обследования задвижки.
Визуальный контроль
Визуальному контролю подвергают задвижки в случае обеспечения непосредственного доступа к их корпусам. Визуальный контроль наружной поверхности корпусных деталей производят путём осмотра невооружённым глазом или с помощью оптических приборов с увеличением до 10. Внутренняя поверхность корпуса также должна подвергаться визуальному контролю при обеспечении доступа к ней. При визуальном контроле должны быть выявлены недопустимые дефекты поверхности основного металла и сварных соединений.
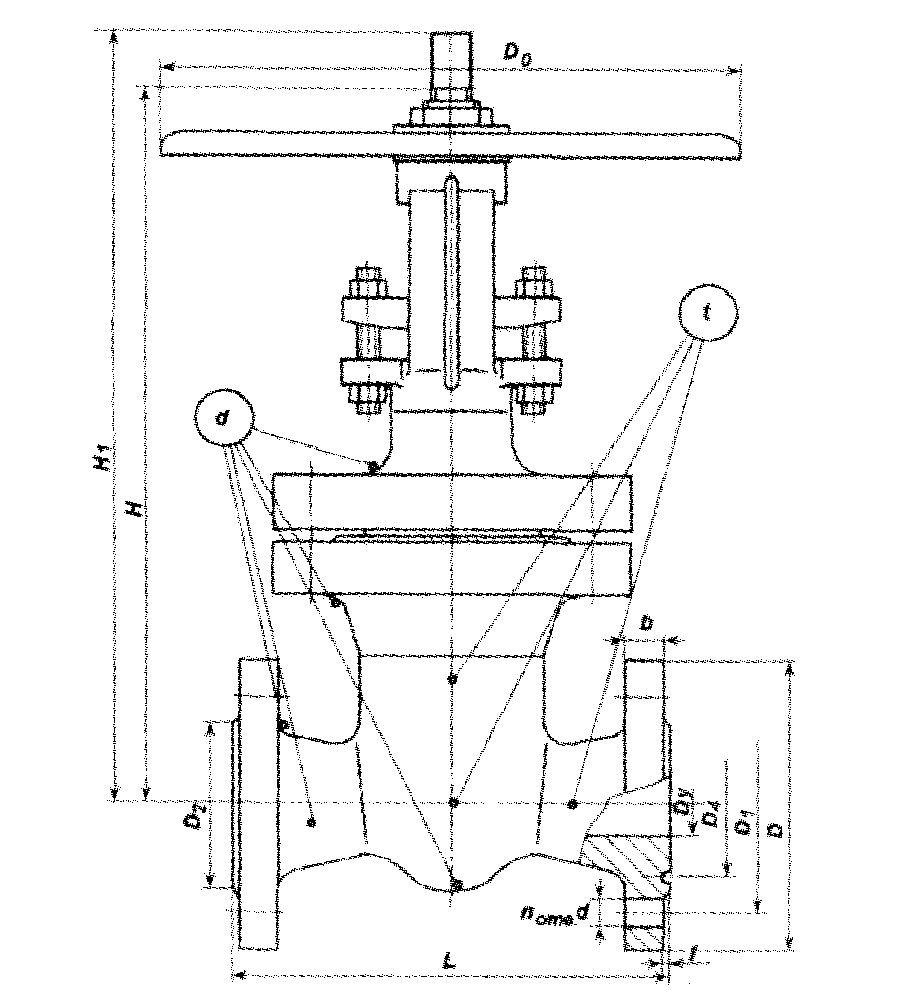
Рис.1.1. Схема основных мест обследования задвижки: t – толщинометрия;
d - дефектоскопия
Контроль с использованием АЭ метода
АЭ контролю подвергаются в обязательном порядке:
— новая задвижка перед монтажом на трубопроводе;
— бывшая в эксплуатации и направленная на капитальный ремонт;
арматура после капитального ремонта.
АЭ контроль проводят при стендовых испытаниях запорной арматуры на прочность и плотность материала корпусов. В процессе эксплуатации задвижки подвергать АЭ контролю можно только при обеспечении непосредственного доступа к корпусным деталям и возможности изменения давления в трубопроводе в соответствии с требованиями технологии АЭ контроля. В связи со сложностью обеспечения на действующем трубопроводе необходимых условий для проведения АЭ контроля арматуры при их эксплуатации рекомендуется такой контроль проводить при гидроопрессовке отдельных участков трубопровода, например, после капитального ремонта.
Герметичность затворов контролируют с помощью АЭ течеискателей в соответствии с инструкциями по эксплуатации на них и оценивается при этом только качественно.
Капиллярный (цветной) контроль
Капиллярному контролю подвергают участки поверхности корпусных деталей в зонах акустически активных источников, обнаруженных при ЛЭ контроле, или в зонах концентрации механических напряжений, обнаруженных с помощью магнитометрического индикатора напряжений магнитного поля.
Участки поверхности, подвергаемые цветному контролю, должны быть тщательно очищены от грязи, краски, рыхлых продуктов коррозии и зачищены до металлического блеска.
Ультразвуковой контроль
Ультразвуковому контролю подвергают участки тела и сварных швов корпусных деталей с акустически активными источниками, обнаруженными при АЭ контроле, или в зонах концентрации механических напряжений, обнаруженных с помощью магнитометрического индикатора механических напряжений. При ультразвуковом контроле обнаруживают внутренние дефекты (нарушения сплошности металла) и дефекты, развивающиеся с внутренней поверхности корпусных деталей. Ультразвуковой контроль проводят с использованием прямых совмещенных или прямых раздельно-совмещенных преобразователей с рабочей частотой 2,5 МГц для обнаружения внутренних дефектов тела корпусных деталей и наклонными совмещёнными преобразователями с рабочей частотой 2,5 МГц и углами ввода по стали 65° для обнаружения дефектов, развивающихся с внутренней поверхности основного металла, а также при контроле сварных швов корпусных деталей.
Магнитопорошковый контроль
Магнитопорошковый контроль допускается проводить взамен цветного при наличии соответствующей аппаратуры и специалистов.
Контроль напряженного состояния металла корпусных деталей
При невозможности проведения АЭ контроля задвижки, но при обеспечении непосредственного доступа к их корпусным деталям, при наличии соответствующей аппаратуры и специалистов, допускается проведение контроля напряжённого состояния металла корпусных деталей с помощью магнитометрического индикатора механических напряжений типа ИМНМ- 1 Ф. С помощью индикатора находят линии концентрации механических напряжений и коэффициенты интенсивности напряжений вдоль этих линий на поверхности, как основного металла, так и в районе сварных швов корпусных деталей арматуры. Участки корпусных деталей в районе линий концентраций механических напряжений должны быть обследованы с использованием цветного или магнитопорошкового и ультразвукового методов контроля.
Радиографический контроль
Радиографическому контролю в обязательном порядке подвергают кольцевые сварные швы приварных патрубков, как на новой арматуре, так и на арматуре после капитального ремонта до монтажа на трубопроводе [17].
Оценка результатов контроля
Визуальный контроль
На основном металле корпусных деталей задвижек недопустимы трещины, надрывы, наплавки, механические повреждения с острыми краями, раковины размером в плане более 4 мм и глубиной более 15 % толщины, несплошности округлой или удлиненвой формы размером более 1,5 мм и глубиной более З мм, коррозионные повреждения, выводящие толщину детали за минусовой допуск. Переход от основного металла к наплавленному должен быть плавным без подрезов и наплывов, ширина и высота швов должна быть равномерной. Сварные швы приварки патрубков для соединения с трубопроводом не должны иметь трещин, прожогов, кратеров, грубой чешуйчатости, подрезов глубиной более 0,5 мм.
Контроль с использованием АЭ метода
При АЭ контроле регистрируются акустически активные зоны (источники). Классификацию источников АЭ выполняют с использованием следующих параметров: число импульсов, суммарный счет, активность, скорость счета, амгiлитуда, энергия (либо энергетический параметр). В систему классификации также входят параметры нагружения контролируемого объекта. Выявленные и идентифицированные источники разделяют на четыре класса:
— источник 1 класса — пассивный источник;
— источник 2 класса — активный источник;
— источник З класса — критически активный источник;
— источник 4 класса — катастрофически активный источник.
Зоны корпусных деталей с зафиксированными акустически активными источниками 2, 3, 4 классов должны быть обследованы с использованием цветного, магнитопорошкового методов или магнитного индикатора трещин на наличие поверхностных дефектов и с помощью ультразвукового дефектоскопа на наличие внутренних дефектов.
Капиллярный (цветной) контроль
При цветном контроле фиксации подлежат индикаторные следы размером более 1 мм.
Не допускаются трещины, а также дефекты, которым соответствуют индикаторные следы размером:
— более 10 % толщины плюс 1 мм для стенок толщиной до 20 мм;
— более З мм плюс 0,05 для стенок толщиной от 20 до 60 мм;
— более 5 мм для стенок толщиной более 60 мм.
Ультразвуковой контроль
При ультразвуковом контроле основного металла корпусных деталей фиксации подлежат несплошности с эквивалентной отражающей площадью 10 мм2 для толщин до 50 мм и 15 мм
2 для толщин от 50 до 100 мм.
Недопустимы несплошности:
— с эквивалентной отражающей поверхностью более 20 мм2 для толщин до 50 мм, и более 30 мм2 для толщин от 50 до 100 мм;
— непротяжённые с эквивалентной отражающей поверхностью от 10 до 20 мм2 для толщин до 50 мм и от 15 до 30 мм2 для толщин от 50 до 100 мм, если их количество более 15 при минимальном расстоянии между ними не менее 10 мм для толщин до 50 мм или не менее 15 мм для толщин от 50 до 100 мм, проектируемые на участок поверхности ввода ультразвуковых колебаний размером 200х300 мм.
Магнитопорошковый контроль
Оценка качества контролируемых участков корпусных деталей проводится как при капиллярном (цветном) контроле.
Магнитометрический контроль
При магнитометрическом контроле фиксируются линии и зоны наибольшего напряжения деформированного состояния (НДС) металла корпусных деталей задвижек.
Линии и зоны НДС корпусных деталей должны быть обследованы с использованием цветного, магнитопорошкового методов или магнитного индикатора трещин на наличие поверхностных дефектов и с помощью ультразвукового дефектоскопа на наличие внутренних дефектов.