Добавлен: 09.11.2023
Просмотров: 70
Скачиваний: 4
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
3. Разработка техпроцесса изготовления шпинделя
3.1 Выбор заготовки
Шпиндель изготавливается из материала 12Х18Н9Т ГОСТ 5949 - 75.
В качестве заготовки принимаем заготовку от проката ø 28
Термическая обработка заготовки - закалка (аустенизация)
при t = 1050 ± 10ºC, охлаждение на воздухе
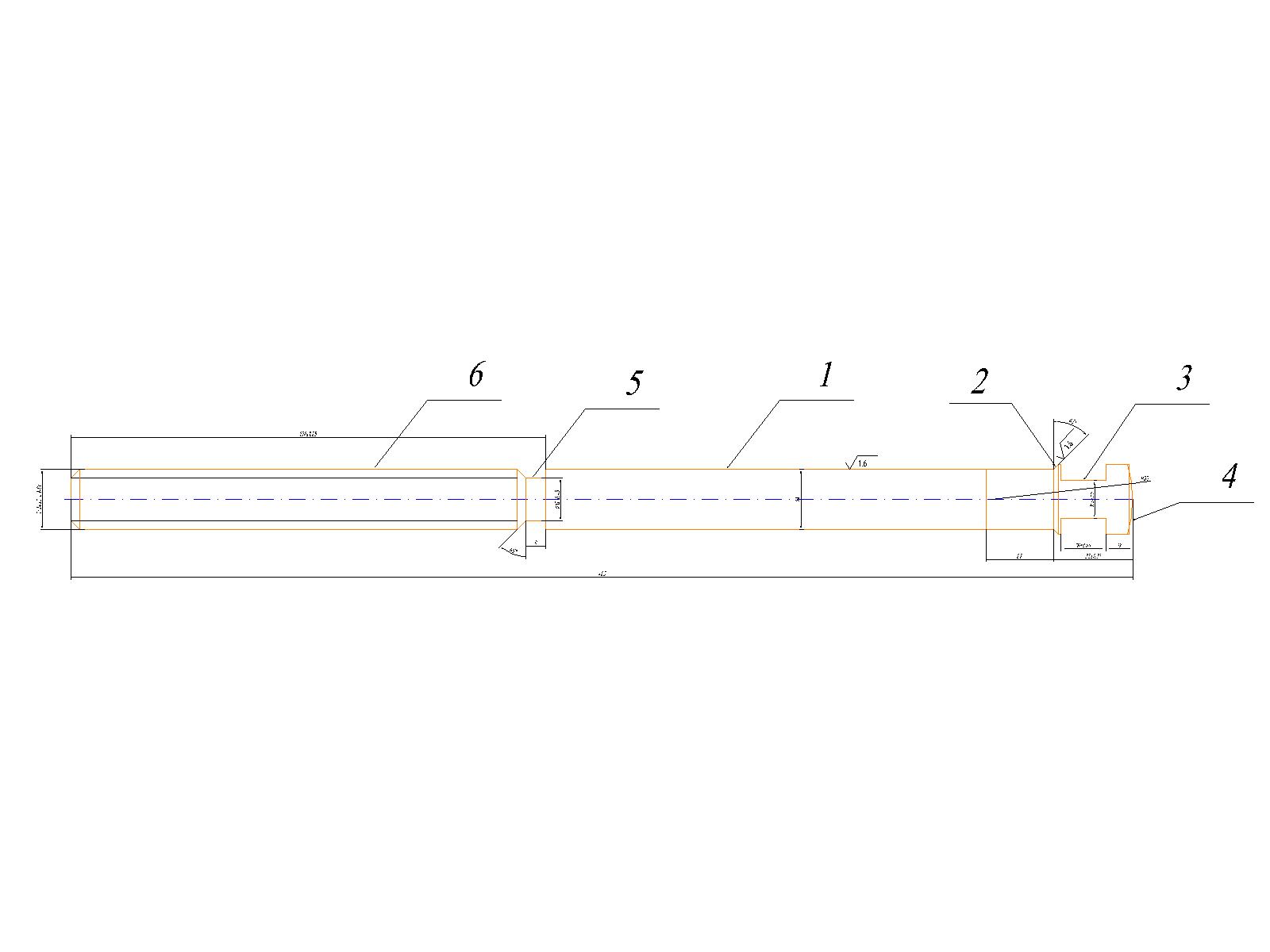
Рис.3.1. Шпиндель
3.2 Назначение обработок
Подрезание торцов шероховатость Rz=20, следовательно, назначают две операции:
- черновое подрезание торцев;
- п/чистовое подрезание торцев.
Снятие фасок торцов шероховатость Rz=20, следовательно, назначают две обработки:
- черновое снятие фаски;
- п/чистовое снятие фаски.
На поверхности 1 шероховатость Rа=1,6, следовательно, назначают три обработки:
-
черновое точение; -
п/чистовое точение; -
чистовое точение.
На поверхности 2 шероховатость Rа=1,6, следовательно, назначают две обработки:
-
черновое точение; -
п/чистовое точение; -
чистовое точение.
Поверхность 3 шероховатость Rz=20, следовательно назначают одну обработку – фрезерование.
На поверхности 4 шероховатость Rа=1,6, следовательно, назначают три обработки:
-
черновое точение; -
п/чистовое точение; -
чистовое точение.
На поверхности 5 шероховатость Rа=1,6, следовательно, назначают две обработки:
-
черновое подрезание канавки; -
чистовое подрезание канавки.
Поверхность 6 – нарезание резьбы:
3.3 Выбор оборудования
Для токарных операций выбираем токарно-винторезный станок так как перечень выполнения токарных операций разнообразен. Марку станка выбираем в зависимости от габаритов заготовки ( диаметр заготовки h=28мм, длина заготовки L=432 мм) и для обработки профильной поверхности, следовательно выбираем токарно-винторезный станок с ЧПУ марки 16К20T1.
Для фрезерной операции выбираем вертикально-фрезерный станок, марки 6Р80Г.
3.4 Выбор инструмента
При выборе инструмента следует придерживаться правила, которое говорит о том, что как можно большее количество поверхностей должно быть обработано одним инструментом. Марку материала инструмента выбирают в зависимости от материла обрабатываемой детали.
Для обработки поверхностей 1,2,4 выбираем проходной-подрезной резец, 2101-0601 ГОСТ20872-80.
Для обработки поверхности 5 выбираем канавочный резец, 2126-1179 ГОСТ20872-80.
Для обработки поверхности 3 выбираем дисковую трехстороннюю фрезу 2240-0388 ГОСТ 3755-78.
Для нарезания резьбы (пов. 6) выбираем токарный резьбовой резец 2666-0015 ВК-8 ГОСТ18885-73.
| | |
| | |
| | |
| | |
| | |
| | |
3. Разработка технологического процесса ремонта корпуса задвижки
3.1 Дефектация корпуса задвижки
Задвижка после съема с технологической линии поступает на разборный участок ремонтного комплекса РК-1 (рис.4.1), где происходит ее очистка, разборка и выявление ее дефектов.

Рис. 4.1. Ремонтный комплекс РК-1
Дефектация задвижки представлена в табл. 4.1. В результате анализа дефектов выявлены следующие значимые дефекты подлежащие ремонту:
- износ уплотнительных колец затвора корпуса задвижки;
- повреждение клина задвижки (износ, трещины царапины);
- коррозионный и механический износ поверхности шпинделя.
В качестве примера разработки технологии ремонта рассмотрим технологию ремонта корпуса задвижки.
Таблица 4.1
Дефектация задвижки
3.2 Назначение обработок
На уплотнительные поверхности фланцев (пов. 1,4 рис. 4.2), а так же уплотнительные поверхности затвора задвижки (пов. 2,3 рис. 4.2) назначают следующие виды обработок:
1. Токарная операция (подготовка поверхностей к наплавке);
2. Наплавочная (наплавка уплотнительных поверхностей);
3. Токарная (обработка уплотнительных поверхностей после наплавки);
4. Шлифовальная (шлифование уплотнительных поверхностей);
5. Притирочная (притирка уплотнительных поверхностей).
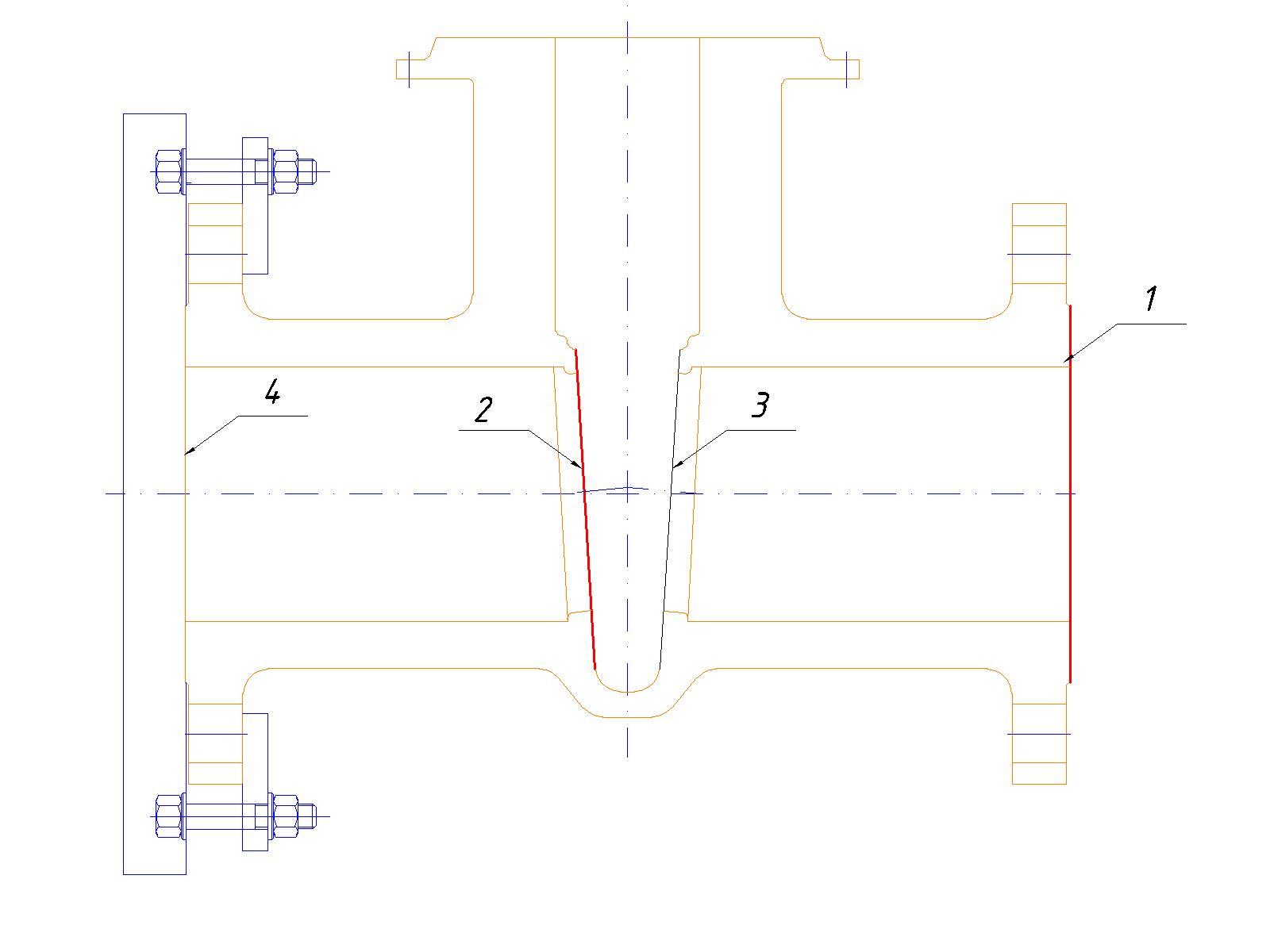
Рис. 4.2. Ремонтные места корпуса задвижки
4.3 Выбор оборудования
Для механической обработки уплотнительных поверхностей корпусов стальных задвижек с углом наклона клиновой камеры 5° ± 1,5° применяем специальную универсальную технологическую оснастку для токарно-винторезных станков - УТ-2 (рис.4.3). Эта насадка позволяет обрабатывать задвижки Ду 50,80,100,150 и монтируется на токарном станке – 1М63.
Рис. 4.3.Универсальная технологическая оснастка УТ-2
Для наплавки уплотнительных поверхностей применяется станок универсальный наплавочный СН-6, предназначенный для высокопроизводительной автоматической прецизионной наплавки уплотнительных поверхностей задвижек и вертикальных отверстий цилиндрической формы износостойкими материалами.
Для шлифования и притирки уплотнительных поверхностей применяется специальный станок УШП1-1, предназначенный для шлифования и притирки уплотнений затворов арматуры в условиях ремонтного участка. Способен обеспечить малые отклонения формы (до 0,6мкм) и волнистости поверхности (до 0,3мкм); шероховатость поверхности по Ra до 0,2мкм. Принципиальная схема устройства приведена в приложении Г.
4.4 Выбор инструмента
Для токарных операций выбираем резец расточной 2140-0001 ВК4 ГОСТ 18882-73.
При наплавке применяется вращаемый мундштук (изделие находится неподвижно). Диаметр электродной проволоки 2,,,5 мм.
Для шлифования применяется абразивный круг 24А16СТ15К.
Для притирки используют – притир, воспроизводящий форму обрабатываемой поверхности. Изготавливается притир из плотного мелкозернистого чугуна с твердостью по Бринеллю 140-200 ед.
5. ТЕХНИКА Безопасности
При работе станка возможны следующие нежелательные ситуации:
- получение травм работающим при повороте стола;
- порезы и ожоги при попадании стружки на оголённые места кожи;
- порезы стружкой при уборке оборудования;
- получение травм при соприкосновении работающего с инструментом в ходе работы станка
;
- электрические удары или травмы при соприкосновении работающего с токоведущими частями оборудования.
В целях предупреждения этих ситуаций предусмотрено следующее:
- удаление стружки из рабочей зоны во время работы станка производить только крючком;
- уборку станка от стружки производить щёткой и ветошью, на руки нужно одевать рукавицы;
- скрытие и изоляция проводов, по которым проходит электрический ток;
- защитное заземление и зануление корпусных деталей станка, которые могут оказаться под напряжением;
- защитное отключение станка при коротком замыкании на корпус, при появлении в сети более высокого напряжения, при соприкосновении человека с токоведущей частью, находящейся под напряжением.
Заключение
Список литературы
-
ГОСТ 12815-80. Фланцы арматуры, соединительных частей и трубопроводов на Ру от 0,1 до 20,0 МПа (от 1 до 200 кгс/см2). Типы. Присоединительные размеры и размеры уплотнительных поверхностей. -
ГОСТ 128 16-80. Фланцы арматуры, соединительных частей и трубопроводов на Р. от 0,1 до 20,0 МПа (от 1 до 200 кгс/см2). Общие технические требования. -
ГОСТ Р 52720-2007 (СТ и СЭВ 1572-79). Арматура трубопроводная промышленная. Термины и определения. -
ГОСТ 27.003. Надежность в технике, Состав и общие правила задания требований по надежности. -
ГОСТ 5762-74. Задвижки на условное давление Р, 25 МПа. Общие технические условия. -
Горбацевич Ф.А. Курсовое проектирование по технологии машиностроения / Ф.А. Горбацевич. – Мн.: Выш.Школа,1983. –256 с. -
Гумеров А.Г. Эксплуатация оборудования нефтеперекачивающих станций / А.Г Гумеров., РС. Гумеров, АМ Акбердин. — М.: Недра, 2001. -
Гуревич Д.Ф. Арматура трубопроводов металлургических производств / Д.Ф. Гуревич, А.В. Воловик. – М.: Метталургия, 1984. – 350 с. -
Гуревич Д.Ф. Расчет и конструирование трубопроводной арматуры / Д.Ф. Гуревич. — М.: Машиностроение, 1988.- 320 с. -
Гуревич, М.Б. Экономика, организация и планирование механомонтажных работ: учеб. пособ. / М.Б. Гуревич, В.И. Каганович, Б.М. Лютов. – М.: Стройиздат, 1988. – 342 с. -
Колесников К.С. Технологические основы обеспечения качества машин / под ред. К.С. Колесникова. – М.: Машиностроение, 1990. – 256 с. - ISBN 5-217-01123-8. -
Колесов, И.М. Основы технологии машиностроения / И.М. Колесов. – М.: Высшая школа, 2001. – 592 с. -
Косилова А.Г. Справочник технолога – машиностроителя./ А.Г. Косилова и др. – М.: Машиностроение, 1986.- Т1 – 656стр.,ил. -
Мустафин Ф.М. Трубопроводная арматура: Учебное пособие / Ф.М. Мустафин, А.Г. Гумеров и др. – Уфа: ГУП РБ УПК, УГНТУ, 2007. – 326 с. -
Новиков М.П. Основы технологии сборки машин и механизмов/ Новиков М.П. – М.: Машиностроение, 1980.-592с. -
Общемашиностроительные нормативы времени и режимов резания для нормирования работ, выполняемых на универсальных и многоцелевых станках с числовым программным управлением; часть 2, Нормативы режимов резания. – М.: Экономика, 1990. - 473стр. -
Понгильский А.Ф. Слесарь по ремонту трубопроводов и пароводяной арматуры.: Учеб. пособие/ А.Ф. Понгильский. – М.: Высшая школа, 1973. – 272 с. -
Прочность, устойчивость, колебания. Справочник в 3 т. / под ред. И.А. Биргера. – М.: Машиностроение, 1968. – 2т. – 464 с. -
Сейнов С.В. Задвижки клиновые. Использование. Техническое обслуживание. Ремонт: Справочное пособ./ С.В. Сейнов, Ю.С. Сейнов. – М.: Инструмент, 2003.- 144 с. -
Сейнов С.В. Участки для ремонта арматуры: Справочное пособ./ С.В. Сейнов. – М.: Инструмент, 2003. – 136 с. -
Справочник машиностроителя. В 6 т. Т. 4. кн. 1 / гл. ред. Н.С. Ачеркана. – М.: машиностроение, 1962. – 448 с. -
Справочник машиностроителя. В 6 т. Т. 5. кн. 1 / гл. ред. Н.С. Ачеркана. – М.: машиностроение, 1962. – 452 с. -
Суслов, А.Г. Научные основы технологии машиностроения / А.Г. Суслов, А.М. Дальский. – М.: Машиностроение, 2002. – 684 с. -
Терликова Т.Ф. Основы конструирования приспособлений: Учеб. Пособие для машиностроитель-ных ВУЗов./ Т.Ф. Терликова, А.С.Мельников, В.И.Баталов.- М.Машиностроение, 1980.-119с. -
Технология машиностроения: в 2 т. / под ред. А.М. Дальского. – М.: из.-во МГТУ им. Н.Э. Баумана, 2001. – 2 т.
Лист
Лист