Файл: Практическая работа по дисциплине Управление производственными системами.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 22.11.2023
Просмотров: 80
Скачиваний: 5
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Федеральное государственное бюджетное образовательное учреждение высшего образования
«Новосибирский государственный технический университет»
Кафедра менеджмента
ПРАКТИЧЕСКАЯ РАБОТА
по дисциплине «Управление производственными системами»
Основы организации производственного процесса: виды движения предметов труда
Вариант 4
Выполнил: Проверил:
Студент: Лобас В. Ф.Преподаватель:
Группа: АИ-02 Балл: __________________________
«_____»____________2023 г. «_____»_____________2023 г
Новосибирск, 2023
-
Теоретический раздел
1) Производственный процесс – это совокупность взаимосвязанных процессов труда и естественных процессов, в результате которых исходное сырье и материалы превращаются в готовую продукцию.
Определяющим в производственном процессе является процесс труда – целенаправленная деятельность человека, который с помощью средств труда (оборудование, инструмента, оснащение) видоизменяет предметы труда (входное сырье, материалы, полуфабрикаты), превращая их в готовую продукцию.
2) В целях рациональной организации производственного процесса необходимо соблюдение ряда принципов:
Принцип дифференциации: разделение производственного процесса на отдельные части (процессы, операции) и их закрепление за соответствующими подразделениями предприятия;
Принцип специализации означает разделение труда между отдельными подразделениями предприятия и рабочими местами и их кооперирование в процессе производства.
Принцип пропорциональности предполагает относительно равную производительность в единицу времени взаимосвязанных подразделений предприятия.
Принцип параллельности предусматривает одновременное выполнение отдельных операций или частей производственного процесса.
Принцип прямоточности
предполагает такую организацию производственного процесса, при которой обеспечивается кратчайший путь движения предметов труда от запуска сырья и материалов до получения готовой продукции.
Принцип ритмичности означает, что весь производственный процесс и составляющие его части по изготовлению заданного количества продукции повторяются через равные промежутки времени.
Принцип непрерывности предполагает сокращение или ликвидацию перерывов в процессе производства готовой продукции.
Принцип технической оснащенности ориентируется на механизацию и автоматизацию производственного процесса, устранение ручного, монотонного, тяжелого, вредного для здоровья человека труда.
Принцип гибкости: возможность мобильно перейти на выпуск другой продукции, входящей в производственную программу предприятия, или на выпуск новой продукции при освоении её производства;
Принцип профилактики: организация обслуживания техники, направленная на предотвращение отклонений от нормального хода производственного процесса.
3) Длительность производственного цикла – это календарный период времени, в течение которого материал, заготовка или другой обрабатываемый предмет проходит все операции производственного процесса или определенной его части и превращается в готовую продукцию.
4) Структура производственного цикла состоит из 2 основных элементов:
1) Время производства (рабочий период);
2) Перерывы в работе.
За время производства осуществляются необходимые технологические процессы, транспортные контрольные операции, естественные процессы. Перерывы в работе подразделяются на межоперационные и междусменные.
5) Технологический цикл - это суммарное время выполнения всех технологических операций данного технологического процесса.
Операционный цикл – период времени от закупки сырья до оплаты готовой продукции, т.е. полный цикл оборота сырья, товара и денег.
6) Транспортная (передаточная) партия (p) - часть партии n, прошедшая обработку на данной операции и транспортируемая на непосредственно следующую за ней операцию.
-
Практический раздел
Исходные данные:
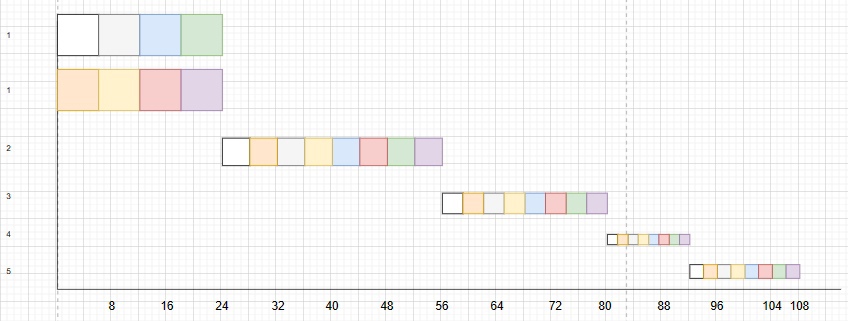
Последовательный:

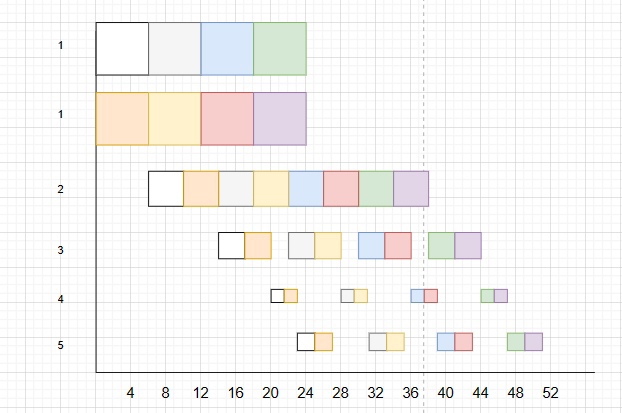
Параллельный:

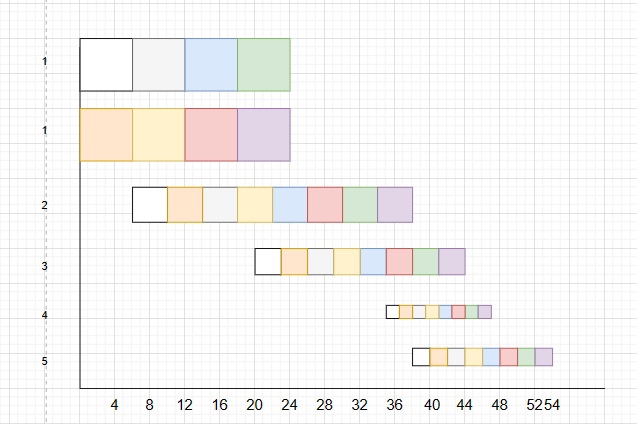
Параллельно – последовательный:
Заключение
1) В заключение, после выполнения данной практической работы, мы можем с уверенностью сказать, что, применение последовательного, параллельного или параллельно последовательного видов движения предметов труда дает возможность сократить продолжительность производственного процесса, то есть уменьшить производственный цикл изготовления предмета труда.
2) Последовательный производственный цикл. Отличается простотой организации и широко применяется в единичном и серийном производстве при партионной обработке деталей и сборке узлов. Недостатком последовательного движения является большая продолжительность технологического цикла. Каждая деталь перед началом последующей операции ожидает окончания обработки всей партии, в результате чего удлиняется общий цикл.
Параллельный производственный цикл характеризуется тем, что предметы труда, передаются на последующую операцию и обрабатываются немедленно после выполнения предыдущей операции независимо от готовности всей партии. Таким образом, детали одной и той же партии изготавливаются параллельно на всех операциях. Малогабаритные нетрудоемкие предметы труда могут передаваться не поштучно, а передаточными (транспортными) партиями.
Достоинством этого вида движения является самая короткая продолжительность производственного цикла при относительно простой организации.
Параллельно-последовательный производственный цикл характеризуется тем, что изготовление предметов труда на последующей операции начинается до окончания обработки всей партии на предыдущей операции, т.е. имеется некоторая параллельность выполнения операций. При этом ставится условие, чтобы партия непрерывно обрабатывалась на каждом рабочем месте. Из-за этого условия параллельно-последовательный цикл может быть продолжительнее параллельного. Преимуществом параллельно-последовательного цикла является его более короткая продолжительность по сравнению с циклом последовательным. Недостатком этого вида движения является его очень сложная организация.
Список использованных источников