Файл: Ii. Сварные соединения и швы Основные типы сварных соединений.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 22.11.2023
Просмотров: 15
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
ГЛАВА II. Сварные соединения и швы
§ 1. Основные типы сварных соединений
Сварным соединением называется неразъемное соединение деталей, выполненное сваркой. В металлических конструкциях встречаются следующие основные типы сварных соединений: стыковые, нахлесточные, тавровые, угловые и торцовые (рис. 1.7.)
а) 6) в)
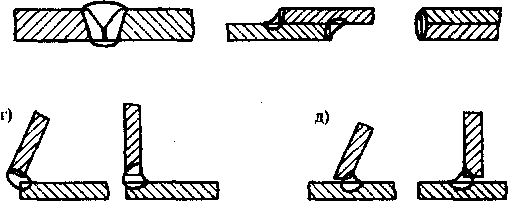
рис. 1.7. Сварные соединения: а - стыковое; 6 - нахлёсточное; в - торцовое; г - угловое; д - тавровое.
Стыковое соединение — это сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями. Нахлёсточное — сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга.
Тавровое — сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента. Угловое — сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев. Торцовое — сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу.
§ 2. Классификация и обозначение сварных швов
Сварной шов — это участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации. Сварные швы могут быть стыковыми и угловыми. Стыковой — это сварной шов стыкового соединения. Угловой — это сварной шов углового, нахлесточного или таврового соединений (ГОСТ
2601-84). Сварные швы подразделяются также по положению в пространстве (ГОСТ 11969-79): нижнее — Н и в лодочку — JI; полугоризонтальные — Пг, горизонтальные — Г, полувертикальные — Пв, вертикальные — В, полупотолочные — Пп, потолочные — П (рис. 1.8.).
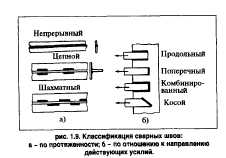
По протяженности швы различают сплошные и прерывистые. Прерывистые швы могут быть цепными или шахматными (рис. 1.9. а).
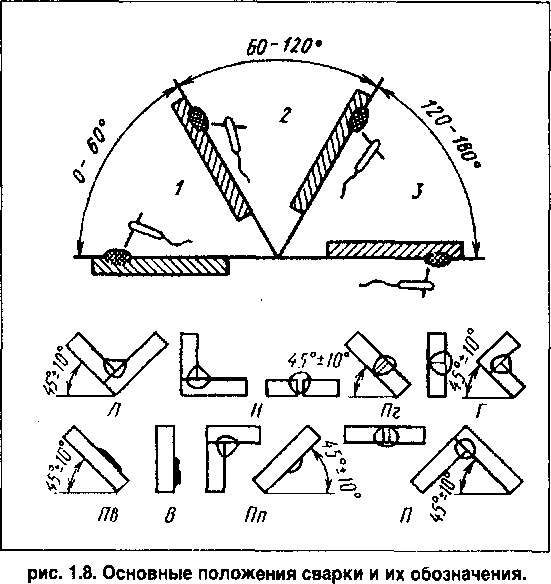
1 - нижнее; 2 - вертикальное или горизонтальное; 3 - потолочное.
По отношению к направлению действующих усилий швы подразделяются на: продольные, поперечные, комбинированные и косые (рис. 1.9.б.).
По форме наружной поверхности стыковые швы могут быть выполнены нормальными (плоскими), выпуклыми или вогнутыми. Соединения, образованные выпуклыми швами лучше работают при статических нагрузках. Однако чрезмерный наплыв приводит к лишнему расходу электродного металла и поэтому выпуклые швы неэкономичны. Плоские и вогнутые швы лучше работают при динамических и знакопеременных нагрузках, так как нет резкого перехода от основного металла к сварному шву. В против случае создается концентрация напряжении, от которых может начаться разрушение сварного соединения, (рис. 1.10.).

По условиям работы сварного узла в процессе эксплуатации изделия сварные швы подразделяются на рабочие, которые непосредственно воспринимают нагрузки, и соединительные (связующие), предназначенные только для скрепления частей или деталей изделия. Связующие швы чаще называют нерабочими швами. При изготовлении ответственных изделий выпуклость на рабочих швах снимают пневматическими бор-машинками, специальными фрезами или пламенем аргонодуговой горелки (выглаживание).
Основные типы, конструктивные элементы, размеры и условия обозначения швов сварных соединений, выполненных наиболее распространенными способами сварки, регламентированы следующими стандартами: для дуговой сварки в защитном газе ГОСТ 14771-76*; для дуговой сварки алюминия и алюминиевых сплавов в инертных газах ГОСТ 14806- 80; для соединений сварных стальных трубопроводов ГОСТ 16037-80, для ручной электродуговой сварки углеродистых и низколегированных сталей ГОСТ 5264-80; для механизированной и автоматической под флюсом — ГОСТ 8713-70 и др. В этих стандартах типы швов сварных соединений определяются видом сварного соединения, формой подготовленных кромок и типом выполненного шва.
Примеры условного обозначения сварных швов
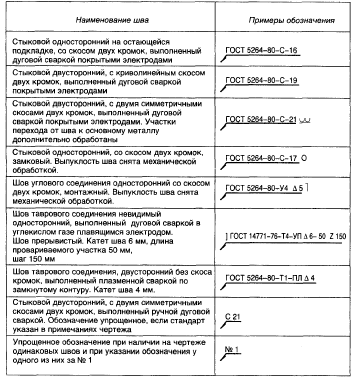
ГОСТ 2.312-72 устанавливает условные изображения и обозначения швов сварных соединений в конструкторских документах изделий (табл. 11.).
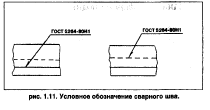
Независимо от способа сварки условно изображают видимый шов сплошной основной линией, а невидимый — штриховой линией (рис. 1.11.)
рис. 1.11. Условное обозначение сварного шва.
В стандартах принято буквенно-цифровое условное обозначение швов сварных соединений. Буквенная часть указывает на вид сварного соединения: С — стыковое, У — угловое, Т — тавровое, Н — нахлесточное. Цифры являются порядковым номером типа шва в данном конкретном стандарте (табл. 1.2.).
Пример буквенно-цифрового обозначения швов сварных соединений
| ГОСТ | Наименование ГОСТа | Тип соединения | Буквенно-цифровое |
| | | | обозначение швов |
| | | | |
| 5264-80 | Ручная дуговая | Стыковое | С1 - С40 |
| | сварка. | Угловое | У1 -У10 |
| | Соединения | Тавровое | Т1 - Т9 |
| | сварные | Нахлесточное | Н1 - Н2 |
| 14771-76 | Дуговая сварка в | Стыковое | С1 - С27 |
| | защитном газе. | Угловое | У1 - У10 |
| | Соединения | Тавровое | Т1 - Т9 |
| | сварные | Нахлесточное | Н1 - Н4 |
Условные обозначения основных способов сварки следующие: Р — ручная дуговая сварка (штучным электродом); ЭЛ — электроннолучевая сварка; Ф — дуговая сварка под слоем флюса; ПЛ — плазменная и микроплазменная сварка; УП — сварка в активном газе (или смеси активного и инертного газов, плавящимся электродом);
ГОСТ 52в4-*0Н1
ГОСТ 52S4-80H1
ИП — сварка в инертном газе плавящимся электродом; ИН — сварка в инертном газе неплавящимся электродом; Г — газовая сварка.