ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 22.11.2023
Просмотров: 26
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
, но не должна быть менее 4 мм. Отверстия диаметром менее 30 мм не штампуются
Технологический процесс горячей объемной штамповки
Технологический процесс изготовления поковки включает следующие операции: отрезка проката на мерные заготовки, нагрев, штамповка, обрезка облоя и пробивка пленок, правка, термическая обработка, очистка поковок от окалины, калибровка, контроль готовых поковок.
Перед штамповкой заготовки должны быть нагреты равномерно по всему объему до заданной температуры. При нагреве должны быть минимальными окалинообразование (окисление) и обезуглероживание поверхности заготовки. Используются электроконтактные установки, в которых заготовка, зажатая медными контактами, нагревается при пропускании по ней тока; индукционные установки, в которых заготовка нагревается вихревыми токами; газовые печи, с безокислительным нагревом заготовок в защитной атмосфере.
Штамповку осуществляют в открытых и закрытых штампах. В открытых штампах получают поковки удлиненной и осесимметричной формы. В закрытых штампах – преимущественно осесимметричные поковки, в том числе из малопластичных материалов. Поковки простой формы штампуют в штампах с одной полостью. Сложные поковки с резкими изменениями сечений по длине, с изогнутой осью и т.п. штампуют в многоручьевых штампах.
После штамповки в открытых штампах производят обрезание облоя и пробивку пленок в специальных штампах, устанавливаемых на кривошипных прессах (рис. 5).
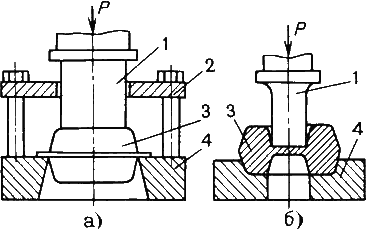
Рисунок 5 - схемы обрезания облоя (а) и пробивки пленок (б)
Правку штампованных поковок выполняют для устранения искривления осей и искажения поперечных сечений, возникающих при затрудненном извлечении поковок из штампа, после обрезания облоя, после термической обработки. Крупные поковки и поковки из высокоуглеродистых и высоколегированных сталей правят в горячем состоянии либо в чистовом ручье штампа сразу после обрезания облоя, либо на обрезном прессе (обрезной штамп совмещается с правочным штампом), либо на отдельной машине. Мелкие поковки правят на винтовых прессах в холодном состоянии после термической обработки.
Термическую обработку применяют для получения требуемых механических свойств поковок и облегчения их обработки резанием. Отжиг снимает в поковках из высокоуглеродистых и легированных сталей остаточные напряжения, измельчает зерно, снижает твердость, повышает пластичность и вязкость. Нормализацию применяют для устранения крупнозернистой структуры в поковках из сталей с содержанием углерода до 0,4%.
Очистку поковок от окалины производят для облегчения контроля поверхности поковок, уменьшения износа металлорежущего инструмента и правильной установки заготовки на металлорежущих станках. На дробеструйных установках окалину с пковок, перемещающихся по ленте конвейера, сбивают потоком быстро летящей дроби диаметром 1…2 мм. В галтовочных барабанах окалина удаляется благодаря ударам поковок друг о друга и о металлические звездочки, закладываемые во вращающийся барабан.
Калибровка поковок повышает точность размеров всей поковки или отдельных ее участков. В результате этого последующая механическая обработка устраняется полностью или ограничивается только шлифованием. Различают плоскостную и объемную калибровку. Плоскостная калибровка служит для получения точных вертикальных размеров на одном или нескольких участках поковки. Объемной калибровкой повышают точность размеров поковки в разных направлениях и улучшают качество ее поверхности. Калибруют в штампах с ручьями, соответствующими конфигурации поковки.
Оборудование для горячей объемной штамповки
Оборудование для горячей объемной штамповки молоты штамповочные, горячештамповочные кривошипные прессы, горизонтально-ковочные машины. Процессы штамповки на этих машинах имеют свои особенности, обусловленные устройством и принципом их действия.
Горячая объемная штамповка на молотах
Основным типом молотов являются паровоздушные штамповочные молоты. Их конструкция несколько отличается от ковочных молотов. Стойка станины устанавливается непосредственно на шаботе. Молоты имеют усиленные регулируемые направляющие для движения бабы. Масса шабота превышает массу падающих частей в 30…30 раз. Все это обеспечивает необходимую точность соударения штампов.
Масса падающих частей составляет 630…25000 кг.
Используются молоты бесшаботной конструкции. Шабот заменен подвижной нижней бабой, связанной с верхней бабой механической или гидравлической связью. Энергия удара поглощается механизмами молота. При соударении верхней и нижней баб развивается значительная энергия, что позволяет штамповать поковки в одноручьевых штампах.
Особенностями ГОШ на молотах являются ударный характер деформирующего воздействия и возможность регулирования хода подвижных частей и величины удара при одновременном кантовании заготовки, что позволяет более эффективно производить перераспределение металла. На молотах возможно
выполнение всех заготовительных переходов, в том числе протяжки и подката. Верхняя часть штампа заполняется лучше. Части штампа при штамповке на молоте должны смыкаться.
При штамповке в открытых штампах облойная канавка имеет вид, представленный на рисунке 4.
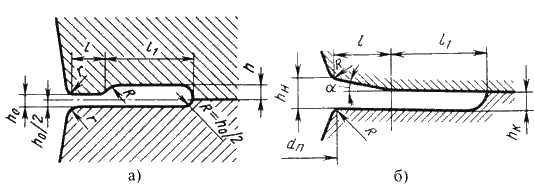
Рисунок 6 - виды облойной канавки при штамповке на молотах
Размеры облойной канавки (рис. 6.а) назначаются в зависимости от сложности поковки и ее размеров в плане. Клиновая облойная канавка (рис. 6.б) позволяет снизить потери на облой в результате повышения сопротивления течению металла.
При закрытой штамповке на молотах применяются штампы с одним и двумя замками. Конструкции штампов представлены на рисунке 7.
Штампы с одним замком используются чаще, так как они проще в изготовлении. Но они требуют точной наладки и хорошего состояния оборудования. Второй замок (больший конус) предохраняет первый замок и упрощает наладку штампа, но при этом увеличиваются его размеры и масса.
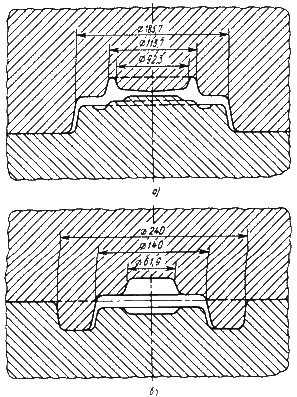
Рисунок 7 - конструкции закрытых молотовых штампов
а – с одним замком; б – с двумя замками
Геометрическая точность поковок, полученных на молотах
На молотах поковки изготавливаются с самыми низкими классами точности: Т4, Т5. Это обусловлено возможностью смещения частей штампа, отсутствием направляющих в конструкции штампа, ударным характером деформирования.
Допускаемые отклонения от номинальных размеров поковки соответствуют припускам, поэтому также являются увеличенными.
Кузнечные напуски имеют максимальные значения. Ввиду ударного характера работы молота в конструкции штампа нельзя использовать выталкиватели, поэтому для извлечения поковки из ручья штампа на вертикальных поверхностях поковок оформляются значительные штамповочные уклоны: наружные – до 7 0, внутренние – до 10 0. Радиусы закругления назначаются для облегчения течения металла, повышения стойкости штампа, обеспечения расположения волокон.
Горячая объемная штамповка на прессах
Наиболее часто используются кривошипные горячештамповочные прессы. Выбор пресса осуществляется по номинальному усилию, которое составляет 6,7…100 МН.
К особенностям конструкции пресса следует отнести жесткий привод, не позволяющий изменять ход ползуна, отсутствие ударных нагрузок.
Жесткий привод не позволяет производить переходы, требующие постепенно возрастающего обжатия с кантованием, (протяжка, подкат). Для фасонирования заготовки могут быть использованы заготовительные ручьи: пережимной, гибочный. Поэтому при штамповке на прессах сложных заготовок, имеющих удлиненную форму в плане (шатуны, турбинные лопатки), фасонирование осуществляется ковочными вальцами, свободной ковкой, высадкой на горизонтально-ковочных машинах.
Отсутствие ударных нагрузок позволяет не применять массивные шаботы, использовать сборную конструкцию штампов (блок-штампы).
При открытой штамповке на прессах части штампа не должны смыкаться на величину, равную толщине облоя. Полость штампа выполняется открытой и облойная канавка имеет вид, показанный на рисунке 8.
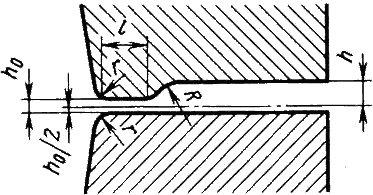
Рисунок 8 - вид облойной канавки при штамповке на прессах
Для закрытой штамповки используются штампы двух видов:
Поковки, полученные на прессах, характеризуются высокой точностью, которая достигается за счет снижения припусков на механическую обработку (в среднем на 20…30 % по сравнению с поковками, полученными на молотах) и допускаемых отклонений на номинальные размеры, снижения штамповочных уклонов в два – три раза. Наличие постоянного хода приводит к большей точности поковок по высоте, а жесткость конструкции пресса делает возможным применение направляющих колонок в штампах, что исключает сдвиг.
Производительность труда повышается в среднем в 1,4 раза за счет однократности и повышения мощности деформирующих воздействий. В результате себестоимость поковок снижается на 10…30 %. Как показывают исследования, штамповка на прессах может быть экономически выгодной даже при загрузке оборудования на 35…45 %.
При штамповке на прессах деформация глубже проникает в заготовку, что позволяет штамповать малопластичные материалы, применять штампы с разъемной матрицей с боковым течением металла.
Процессу штамповки на прессах присущи недостатки:
Литература
Технологический процесс горячей объемной штамповки
Технологический процесс изготовления поковки включает следующие операции: отрезка проката на мерные заготовки, нагрев, штамповка, обрезка облоя и пробивка пленок, правка, термическая обработка, очистка поковок от окалины, калибровка, контроль готовых поковок.
Перед штамповкой заготовки должны быть нагреты равномерно по всему объему до заданной температуры. При нагреве должны быть минимальными окалинообразование (окисление) и обезуглероживание поверхности заготовки. Используются электроконтактные установки, в которых заготовка, зажатая медными контактами, нагревается при пропускании по ней тока; индукционные установки, в которых заготовка нагревается вихревыми токами; газовые печи, с безокислительным нагревом заготовок в защитной атмосфере.
Штамповку осуществляют в открытых и закрытых штампах. В открытых штампах получают поковки удлиненной и осесимметричной формы. В закрытых штампах – преимущественно осесимметричные поковки, в том числе из малопластичных материалов. Поковки простой формы штампуют в штампах с одной полостью. Сложные поковки с резкими изменениями сечений по длине, с изогнутой осью и т.п. штампуют в многоручьевых штампах.
После штамповки в открытых штампах производят обрезание облоя и пробивку пленок в специальных штампах, устанавливаемых на кривошипных прессах (рис. 5).
Рисунок 5 - схемы обрезания облоя (а) и пробивки пленок (б)
Правку штампованных поковок выполняют для устранения искривления осей и искажения поперечных сечений, возникающих при затрудненном извлечении поковок из штампа, после обрезания облоя, после термической обработки. Крупные поковки и поковки из высокоуглеродистых и высоколегированных сталей правят в горячем состоянии либо в чистовом ручье штампа сразу после обрезания облоя, либо на обрезном прессе (обрезной штамп совмещается с правочным штампом), либо на отдельной машине. Мелкие поковки правят на винтовых прессах в холодном состоянии после термической обработки.
Термическую обработку применяют для получения требуемых механических свойств поковок и облегчения их обработки резанием. Отжиг снимает в поковках из высокоуглеродистых и легированных сталей остаточные напряжения, измельчает зерно, снижает твердость, повышает пластичность и вязкость. Нормализацию применяют для устранения крупнозернистой структуры в поковках из сталей с содержанием углерода до 0,4%.
Очистку поковок от окалины производят для облегчения контроля поверхности поковок, уменьшения износа металлорежущего инструмента и правильной установки заготовки на металлорежущих станках. На дробеструйных установках окалину с пковок, перемещающихся по ленте конвейера, сбивают потоком быстро летящей дроби диаметром 1…2 мм. В галтовочных барабанах окалина удаляется благодаря ударам поковок друг о друга и о металлические звездочки, закладываемые во вращающийся барабан.
Калибровка поковок повышает точность размеров всей поковки или отдельных ее участков. В результате этого последующая механическая обработка устраняется полностью или ограничивается только шлифованием. Различают плоскостную и объемную калибровку. Плоскостная калибровка служит для получения точных вертикальных размеров на одном или нескольких участках поковки. Объемной калибровкой повышают точность размеров поковки в разных направлениях и улучшают качество ее поверхности. Калибруют в штампах с ручьями, соответствующими конфигурации поковки.
Оборудование для горячей объемной штамповки
Оборудование для горячей объемной штамповки молоты штамповочные, горячештамповочные кривошипные прессы, горизонтально-ковочные машины. Процессы штамповки на этих машинах имеют свои особенности, обусловленные устройством и принципом их действия.
Горячая объемная штамповка на молотах
Основным типом молотов являются паровоздушные штамповочные молоты. Их конструкция несколько отличается от ковочных молотов. Стойка станины устанавливается непосредственно на шаботе. Молоты имеют усиленные регулируемые направляющие для движения бабы. Масса шабота превышает массу падающих частей в 30…30 раз. Все это обеспечивает необходимую точность соударения штампов.
Масса падающих частей составляет 630…25000 кг.
Используются молоты бесшаботной конструкции. Шабот заменен подвижной нижней бабой, связанной с верхней бабой механической или гидравлической связью. Энергия удара поглощается механизмами молота. При соударении верхней и нижней баб развивается значительная энергия, что позволяет штамповать поковки в одноручьевых штампах.
Особенностями ГОШ на молотах являются ударный характер деформирующего воздействия и возможность регулирования хода подвижных частей и величины удара при одновременном кантовании заготовки, что позволяет более эффективно производить перераспределение металла. На молотах возможно
выполнение всех заготовительных переходов, в том числе протяжки и подката. Верхняя часть штампа заполняется лучше. Части штампа при штамповке на молоте должны смыкаться.
При штамповке в открытых штампах облойная канавка имеет вид, представленный на рисунке 4.
Рисунок 6 - виды облойной канавки при штамповке на молотах
Размеры облойной канавки (рис. 6.а) назначаются в зависимости от сложности поковки и ее размеров в плане. Клиновая облойная канавка (рис. 6.б) позволяет снизить потери на облой в результате повышения сопротивления течению металла.
При закрытой штамповке на молотах применяются штампы с одним и двумя замками. Конструкции штампов представлены на рисунке 7.
Штампы с одним замком используются чаще, так как они проще в изготовлении. Но они требуют точной наладки и хорошего состояния оборудования. Второй замок (больший конус) предохраняет первый замок и упрощает наладку штампа, но при этом увеличиваются его размеры и масса.
Рисунок 7 - конструкции закрытых молотовых штампов
а – с одним замком; б – с двумя замками
Геометрическая точность поковок, полученных на молотах
На молотах поковки изготавливаются с самыми низкими классами точности: Т4, Т5. Это обусловлено возможностью смещения частей штампа, отсутствием направляющих в конструкции штампа, ударным характером деформирования.
Допускаемые отклонения от номинальных размеров поковки соответствуют припускам, поэтому также являются увеличенными.
Кузнечные напуски имеют максимальные значения. Ввиду ударного характера работы молота в конструкции штампа нельзя использовать выталкиватели, поэтому для извлечения поковки из ручья штампа на вертикальных поверхностях поковок оформляются значительные штамповочные уклоны: наружные – до 7 0, внутренние – до 10 0. Радиусы закругления назначаются для облегчения течения металла, повышения стойкости штампа, обеспечения расположения волокон.
Горячая объемная штамповка на прессах
Наиболее часто используются кривошипные горячештамповочные прессы. Выбор пресса осуществляется по номинальному усилию, которое составляет 6,7…100 МН.
К особенностям конструкции пресса следует отнести жесткий привод, не позволяющий изменять ход ползуна, отсутствие ударных нагрузок.
Жесткий привод не позволяет производить переходы, требующие постепенно возрастающего обжатия с кантованием, (протяжка, подкат). Для фасонирования заготовки могут быть использованы заготовительные ручьи: пережимной, гибочный. Поэтому при штамповке на прессах сложных заготовок, имеющих удлиненную форму в плане (шатуны, турбинные лопатки), фасонирование осуществляется ковочными вальцами, свободной ковкой, высадкой на горизонтально-ковочных машинах.
Отсутствие ударных нагрузок позволяет не применять массивные шаботы, использовать сборную конструкцию штампов (блок-штампы).
При открытой штамповке на прессах части штампа не должны смыкаться на величину, равную толщине облоя. Полость штампа выполняется открытой и облойная канавка имеет вид, показанный на рисунке 8.
Рисунок 8 - вид облойной канавки при штамповке на прессах
Для закрытой штамповки используются штампы двух видов:
-
с цельной матрицей, для изготовления поковок типа тел вращения, усилие распора в них воспринимается матрицей и не передается ползуну пресса; -
с разъемной матрицей, для легкого извлечения из полости штампа поковок, что позволяет значительно уменьшить штамповочные уклоны.
Поковки, полученные на прессах, характеризуются высокой точностью, которая достигается за счет снижения припусков на механическую обработку (в среднем на 20…30 % по сравнению с поковками, полученными на молотах) и допускаемых отклонений на номинальные размеры, снижения штамповочных уклонов в два – три раза. Наличие постоянного хода приводит к большей точности поковок по высоте, а жесткость конструкции пресса делает возможным применение направляющих колонок в штампах, что исключает сдвиг.
Производительность труда повышается в среднем в 1,4 раза за счет однократности и повышения мощности деформирующих воздействий. В результате себестоимость поковок снижается на 10…30 %. Как показывают исследования, штамповка на прессах может быть экономически выгодной даже при загрузке оборудования на 35…45 %.
При штамповке на прессах деформация глубже проникает в заготовку, что позволяет штамповать малопластичные материалы, применять штампы с разъемной матрицей с боковым течением металла.
Процессу штамповки на прессах присущи недостатки:
-
окалина вдавливается в тело поковки, для предотвращения этого необходимо проводить малоокислительный или безокислительный нагрев или полную очистку заготовки от окалины; -
из-за невысокой скорости деформирования время контакта металла с инструментом больше, чем на молотах, поэтому имеет место переохлаждение поверхности заготовки, что приводит к худшему заполнению полости штампа.
Литература
-
Голенков В.А., Дмитриев А.М., Кухарь В.Д., Радченко С.Ю., Яковлев С.П., Яковлев С.С. Специальные технологические процессы и оборудование обработки давлением. М.: Машиностроение, 2004. — 464 с.: ил. -
Ковка и штамповка: Справочник в 4 т.; Под ред. Е.И. Семенова и др. — М.: Машиностроение, 1987. — Т.2: Горячая объемная штамповка; Под ред. Г.А. Навроцкого. — 384 с. -
Брюханов А.Н., Ребельский А.В. Горячая штамповка. Конструирование и расчет штампов. М. Металлургиздат 1952г. 665 с. с илл.