Файл: aзaстaн Pеcпубликacы Білім жне ылым министрлігі Aпapaтты технoлoгиялap колледжі шж kmk.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 30.11.2023
Просмотров: 73
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Басқа сорттар - 60213 (бір жағында металл шайбасы бар мойынтірек — екінші жағы ашық), 50213 — құлыптау сақинасының астындағы ойығы бар ашық мойынтірек), 150213 — ойығы бар және бір қорғаныс шайбасы бар.

Подшипниктің схемасы 213 Машина жылдамдығы қорабы 6М81 Корпуста электр қозғалтқышы бар жылдамдық қорабы төсекке фланецпен бекітіледі. Оның корпусы майлау майымен толтырылған төсек қуысына енеді. Корпуста сорғыға кіру үшін эксцентриктен жұмыс істейтін плунжерлік майлау сорғысы орнатылған, кереуеттің оң жағында қақпағы бар терезе бар. Қораптағы жылдамдықты ауыстыру 129 камерадан жасалады (суретті қараңыз.6) ұштарында қисық ойықтары бар. Жұдырықшалы білік кереуеттің сыртында орналасқан шкала білігіне және 101 ауысу тұтқаларына муфтамен қосылады. Коммутатор қақпағы төсектен босатылған кезде қосқыш муфтасы жұдырықша білігінен еркін шығарылады. Жылдамдық қорабын бөлшектеу кезінде жұдырықшаның орналасуын және айналу жиілігі шкаласының орналасуын ескеріп, олардың құрастыру кезінде дұрыс байланысын қалпына келтіру керек.
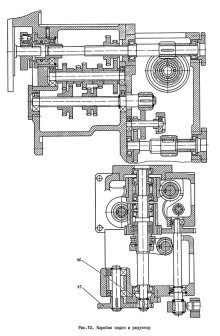
6М81 фрезерлік станоктың беріліс қорабы және редукторы
Беріліс қорабы мен редуктордың корпустары бұрандалармен бір түйінге қосылады, содан кейін олар сол жақтағы консоль қуысына орнатылады. Консольдің оң жағында, қақпағы бар терезе арқылы редуктор білігі пайда болады, оның тұтқасы жеделдетілген іліністі қамтиды.Редуктордың Шығыс берілісі 47 кері қораптың 49 тісті доңғалағына ілінеді.Беріліс қорабындағы жылжымалы берілістерді ауыстыру жылдамдық қорабындағы сияқты 130 жұдырықшамен жүзеге асырылады (суретті қараңыз.6).Оның білігі шкаламен және 103 ауысу тұтқасымен бекітілген (суретті қараңыз.6) 55 түйін (суретті қараңыз.11) консольдің алдыңғы жағында нығайтылған.55-түйін бекіту бұрандаларын алып тастағаннан кейін еркін шығарылады. Коммутаторды дұрыс жинау үшін бөлшектеу кезінде беріліс шкаласы мен қораптағы жұдырықшаның орналасуының байланысын ескеруді ұмытпаңыз.
Басқару тақтасы: онда қосу/өшіру түймелері, жылдамдықты басқару түймелері, қозғалыс бағытын басқару түймелері, Кесу тереңдігін реттеу тұтқалары және басқа басқару элементтері болуы мүмкін.
Қолмен қашықтан басқару пульті: бұл қолыңызда ұстауға болатын және дайындамамен жұмыс істеу кезінде маршрутизаторды басқаруға болатын құрылғы.
Басқару педальдары: оларды қолды қажет етпестен фрезерлік станоктың жылдамдығы мен бағытын басқару үшін пайдалануға болады.
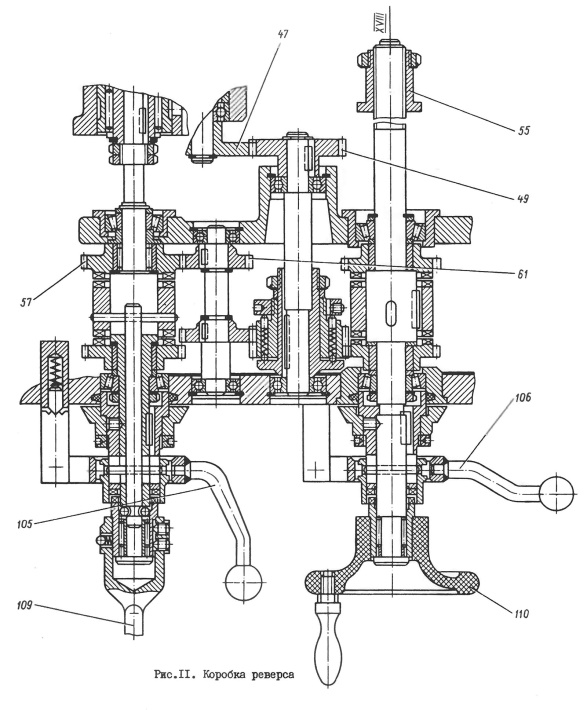
6м81 фрезерлік станоктың кері қорабы
Кері қорап механизмі редуктордан айналады және қауіпсіздік муфтасы арқылы айналуды үстелдің бойлық, көлденең және тік қозғалыстарының жетек бұрандаларына жібереді. Бір немесе басқа жүріс бұрандасының айналуын тікелей және кері бағытта қосу 105, 106, 107 тұтқаларының көмегімен жұдырықшалы муфталармен жүргізіледі (суретті қараңыз.6 және II).
Үстелдің қолмен қозғалуы үшін біліктерге еркін орнатылған 109 тұтқасы мен 110 маховичкасы қызмет етеді, ал пайдалану кезінде біліктерге жұдырықшалы муфталар арқылы ілінеді.
Егер біліктермен 109 тұтқасы және 110 маховичок ажыратылмаса, кері қорапта механикалық берілістің қосылуына жол бермейтін құлып қарастырылған.
Бұғаттау 109 тұтқасы мен 110 маховичка хабтарының астындағы біліктердің радиалды тесіктеріне салынған шарлармен қамтамасыз етіледі.
Соңғысын алып тастағанда, шарлар құлап кетуі мүмкін, оларды құрастыру кезінде орнына қою керек.
Кері қорапты консольге орнатқан кезде келесі элементтерді қосу керек:
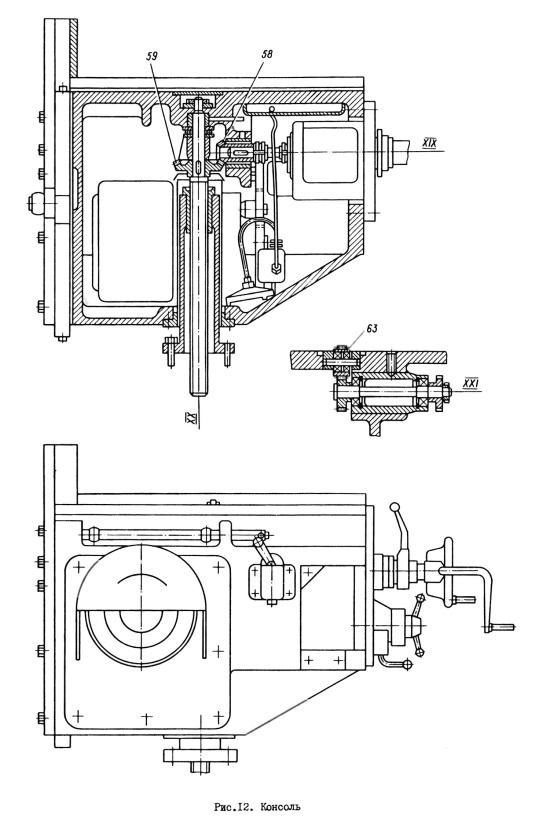
Сурет 6м81 фрезерлік станок консолі
Консольде жоғарыда сипатталған беру механизмінің түйіндері орналасқан.
Үстелдің көлденең бұрандасы кері қорапта тіректерге ие және консольден тесік арқылы сыртқа шығады.
Тікелей, консоль корпусының саңылауларында конустық берілістер мен үстелдің тік қозғалысының бұрандасы орнатылған.Үстелдің бойлық қозғалысының бұрандасына қарай қозғалыс 57 тісті доңғалақтан хабарланады (суретті қараңыз.6)XXI білік арқылы кері қораптар (суретті қараңыз.6 және 12) және паразиттік беріліс 63. XXI білігі консоль корпусының тесігіне орнатылған жеңге орнатылады.
63 тісті доңғалақ консольдің жоғарғы жағындағы тесікке орнатылған арнайы тығынның терезесіне орналастырылған, осылайша тістер рельстердің бетінен шығып тұрады.
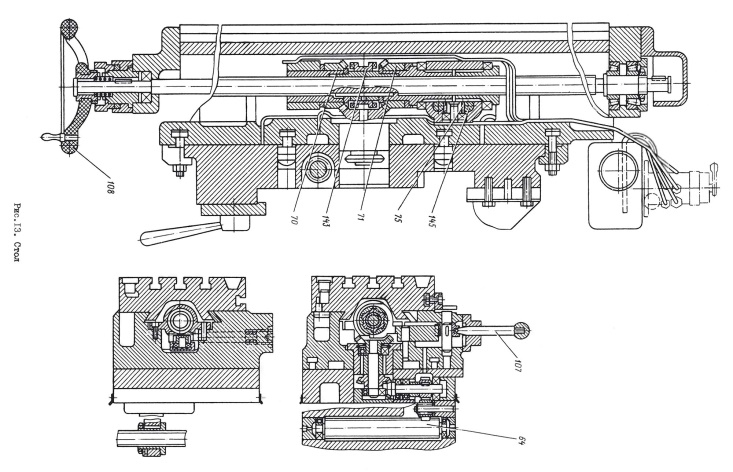
6м81 фрезерлік станок үстелі
Үстел шанасының төменгі жағында 64 тісті доңғалақ орнатылған (суретті қараңыз.6 және 13) консольдің беріліс дөңгелегіне бекітілген 63. 64 тісті доңғалақтың үлкен ұзындығының арқасында үстелдің бүкіл көлденең қозғалысы кезінде ілінісу сақталады және айналуды үстелдің бойлық бұрандасына беру қамтамасыз етіледі.
Бойлық қозғалыс бұрандасының айналуы ұштарында жұдырықшалары бар 70 және 71 конустық тісті доңғалақтармен жүзеге асырылады. Конустық дөңгелектердің арасында ішкі жағында кілті бар втулка және сыртында 143 жұдырықшалы ілінісу бар. Жұдырықшалы муфтаны бір немесе басқа жаққа қосу 107 тұтқасымен жүргізіледі, бұл үстелдің оңға және солға қозғалысын қамтамасыз етеді.
Үстелдің бойлық қозғалысының бұрандалы гайкасы саңылауды автоматты түрде іріктеу құрылғысымен жабдықталған. Гайка екі бөліктен тұрады, оларды көтеретін кронштейннің ұштарына тіректермен (шарикті тіректер арқылы) тіреледі.
Екі жарты гайканың сыртқы цилиндрлік бетінде 145 рельстерге бекітілген тістер кесілген.Рельстер өз кезегінде 75 тісті доңғалақпен байланысады және төсек бағытында бұрандалармен шектеледі, бұл бұрандалар шананың алдыңғы жағында көрінеді.
Ілеспе фрезерлеу кезінде бұрандадағы беру күші үстелдің қозғалысына қарама-қарсы бағытта болады. Бұл кронштейнге басылған гайканың бұрылыстарында үйкеліс тудырады. Үйкеліс күшінің арқасында гайка бұрандамен бірге белгілі бір бұрышқа бұрылады. Олардың тірек жүйесімен байланысының арқасында дәл осындай бұрылысты екінші жартылай гайка жасайды, бірақ керісінше.
Осылайша, екі жартылай гайка да бұрандаға бұралып, бұранданы созғандай, мойынтіректерге тіреліп, осы уақытта бұрылыстардағы Саңылау таңдалады. Берілуге қарсы фрезерлеу кезінде бұрылыстағы күш бағыты жоғарыда сипатталған әсерді тудырмайды және бұрылыстардағы алшақтық сақталады.
6м81 станокты баптау және баптау. Кесу режимдері
Станоктарда кесу режимдері технологиялық анықтамалықтар бойынша тағайындалады. Бұл жағдайда ескеру қажет:
қатты қорытпамен жабдықталған құралдардың жылдамдық режимдерінде жұмыс істеу қалыпты режимдерде жоғары жылдамдықты болат құралымен фрезерлеуге қарағанда тиімдірек. Сонымен қатар, жоғары өнімділіктен басқа, үстелдің механизмдері мен бағыттаушылары аз тозады;
станоктар шпиндельдің айналу жиілігі 100 айн / мин дейін болған кезде шпиндельдің электр қозғалтқышының толық қуатын пайдалануға есептелмеген..100 айн/мин электр қозғалтқышының жүктемесі 3 кВт аспайды;
машинада діріл, қатты, әдеттен тыс жетек шуы және станоктардың қалыпты жұмысының ұқсас құбылыстары болған жағдайда жұмыс істемеу керек. Бұл құбылыстар осы нақты шарттар үшін режимді дұрыс таңдамағанын көрсетеді.
Кесу режимін (тісті беру) немесе құралды өзгерту керек (тістердің біркелкі емес қадамымен кескішті қолданыңыз).
Шпиндельдің қажетті айналу жиілігін станоктарға орнату 101 тұтқаларын бұру арқылы жүзеге асырылады (суретті қараңыз.3-5) шкаланың қажетті цифры қақпақтағы көрсеткішпен біріктірілгенге дейін. Содан кейін 102 тұтқасы жоғары орнатылады (315..1600 айн/мин) немесе төмен (50..250 айн/мин) айналу жиіліктерінің қатары.
6м81 станоктың айналмалы шпиндельінің айналу жиілігі мынадай мақсаттағы 127 үш тұтқасының көмегімен орнатылады:
екі позициядағы В тұтқасы шпиндельдің айналу жиілігінің екі қатарының бірін қамтиды: 45..250 немесе 355..2000 айн / мин;
А тұтқасы екі позиция бойынша шкаламен байланысты және Д секторына қажетті шкала цифрын орнатады (бірақ әрқашан Г көрсеткісінің астында емес);
Б тұтқасы үш позицияға г көрсеткімен байланысты, Д секторында қажетті санды көрсетеді.
Тұтқалармен жұмыс істегенде, оларды әрқашан бекітілген күйге келтіру керек.
Машина мен құралға арналған апаттық кесу режимдерін қате қоспау үшін, 102 және 127-B тұтқаларын орнатқан кезде ерекше сақ болыңыз, өйткені олар шпиндельдердің айналу жиілігін сәйкесінше 6,3 және 8 есе өзгертеді.
Қажетті беру мөлшерін орнатуға 103 тұтқаларын айналдыру арқылы шкаланың қажетті цифрының көрсеткішімен біріктірілгенге дейін қол жеткізіледі. 104 тұтқасы жұмыс үстелінің екі қатарының бірін орнатады: 35..170 мм/мин немесе 210..1020 мм/мин.
104 тұтқасын орнатқан кезде абай болыңыз, өйткені оны қате қосу жұмыс ағынының мөлшерін күрт өзгертеді.
Құралды станокқа орнату
Цилиндрлік кескіштер бір немесе екі тіреуішпен (сырғалармен) бекітілген мандрельдерге белгілі тәртіппен орнатылады. Қалыпты фрезерлеу және жоғары сапалы бетті қамтамасыз ету қажет екенін ескеру қажет:
мандрельдің қаттылығы жеткілікті, сондықтан мүмкіндігінше шпиндельдің ұшынан маршрутизаторға және сырғаға дейінгі қашықтықты қысқартуға тырысыңыз;
құралдың айналу дәлдігі оның тістерінің ең аз соғуы болып табылады. Ол үшін кескіштерді дұрыс қайраудан басқа, мандрельдердің түзулігі өте маңызды,) аралық сақиналардың ұштарының дәлдігі мен тазалығы. Мандрельдерді мұқият сақтаңыз.
Соңғы кескіштер шпиндельдерге шпиндельдің кілттеріне ойықтары бар, ал жоталары кескішті басқаратын байламдары бар мандрельдер арқылы бекітіледі. Сондай-ақ, үлкен диаметрлі кескіштерді бекітуге болады.
Бөлу басын қолдана отырып, спиральды беттерді өңдеуСпиральды беттерді фрезерлеу кезінде берудің тегістігі өнімнің бір айналымына келетін бұранданың айналу санына тікелей байланысты: ол неғұрлым үлкен болса, соғұрлым тыныш кесу және керісінше. Осыған сүйене отырып, спиральдың көлбеу бұрышының келесі мәндерінен аспау ұсынылады: өнімнің диаметрі 6..10 мм.......10° өнімнің диаметрі 10..15 мм.......25° өнімнің диаметрі 15..150 мм ....45°. Кесу кезінде кескіштерді салқындату (сурет.27) салқындату тек жоғары жылдамдықты болат кескіштерге және Болатты өңдеу кезінде қолданылады. Салқындатқыш сұйықтық электр сорғысы арқылы станоктардың түбіндегі резервуардан беріледі, ол құбырмен бірге кереуеттің артындағы қақпақтың астындағы тауашада орналасқан. Құбырдың сыртқы бөлігі саптамасы бар металл ұшымен және сұйықтық ағынын реттейтін кранмен жабдықталған.Пайдаланылған сұйықтық металл бөлшектерін ұстайтын тұндырғыштар арқылы өтіп, негіздің резервуарына қайтарылады.Резервуарды жуу керек және қажет болған жағдайда сорғыларды босату керек..
станоктарды реттеу
Жұмыс барысында станоктардың кейбір құрамдас бөліктерін және олардың элементтерін қалыпты жұмысын қалпына келтіру үшін реттеу қажет болуы мүмкін. Төменде олар сипатталған Нұсқаулықтың бөлімдерін реттеу немесе бағыттау әдістері келтірілген.
Жылдамдық қорабынан шпиндельге дейінгі белдік беріліс қақпақтың астындағы кереуеттердің артындағы тауашаға орналастырылған (сурет.28). Белдіктерді тартқан кезде гайкаларды босату керек 181 және гайканы айналдыру арқылы 182 шкивті көтеретін фланецті бұраңыз. Белдіктер тартылады, содан кейін сіз 181 гайкаларын қатайтуыңыз керек.
Егер фрезерлеу кезінде үстелдің "жарылуы" байқалса, бұранданың жіптеріндегі алшақтықты азайту керек. Саңылауды іріктеу механизмін реттеу әдісі "кесте" бөлімінде сипатталған (суретті қараңыз.13).
Шпиндельді мойынтіректерді реттеу ұзақ уақыт жұмыс істегеннен кейін ғана қажет болуы мүмкін, өйткені алдыңғы тіректегі радиалды тірек мойынтіректері алдын ала керілген түрде орнатылады. Мойынтіректердегі саңылауды азайту сақинаны тегістеу және бұрандалармен бекітілген гайканы қатайту арқылы ғана мүмкін болады. Бұл операция шпиндельді толық бөлшектеуді қажет етеді.
Үстел сыналары мен сырғанақтарды реттеу 187 бұрандаларды бірдей тарту арқылы жүзеге асырылады (сурет.29). Рельстерде қалыпты Саңылау орнатылғаннан кейін, сыналар жіңішке ұшынан 188 бұрандалармен бекітіледі. 188 бұрандаларын қатайту 186 сына деформацияланбауы үшін күшпен жасалмауы керек.
Консольдің жоғарғы және төменгі сыналарын реттеу 189 бұрандаларды тарту арқылы жүргізіледі.
Беру механизмінің қауіпсіздік муфтасын реттеу гайканы тарту арқылы жүзеге асырылады, ол үшін түйінді консольден алып тастау керек (суретті қараңыз.II).
Қауіпсіздік муфтасы шойын үлгісін диаметрі 100 мм жоғары жылдамдықты болаттан жасалған кірістірілген пышақтары бар цилиндрлік кескішпен фрезерлеу кезінде сырғып кететіндей етіп өндіруші зауытта реттеледі, режимде тістердің саны 12:
шпиндельдің айналу жиілігі-100 айн / мин;
үстел беру-270 мм / мин;
фрезерлеу ені - 60 мм;фрезерлеу тереңдігі-9..10 мм.
Аса қажеттіліксіз тұтынушы дайындаушы зауыт орындаған сақтандырғыш муфтаны реттеуді бұзбауға тиіс. Муфтаны реттеу қажет болған жағдайда жоғарыда көрсетілген шекті кесу режиміне төтеп беру керек.
6М81 станоктарын бөлшектеу ерекшеліктері
Станоктарда консольден беріліс қорабы мен Редукторды бөлшектеу қиын. Бөлшектеу үшін консольді толық бөлшектеу қажет, ол келесі ретпен жүзеге асырылуы керек: