ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 03.12.2023
Просмотров: 134
Скачиваний: 1
-
кез келген металдар өңделген - қара, түсті, отқа қорытпалар, т.б; -
бірнеше рет шағын және орта мөлшерде жалын кесу жылдамдығы кесу жылдамдығы; -
оның жылу деформациясы жоққа кесуге дайындаманы, шағын және локализацияланған жылыту; -
жоғарғы тазалығы және кесілген бетінің сапасы; -
процесс қауіпсіздік (жоқ қысылған оттегімен бөтелкелер қажеттілігі, жанғыш газ және т.б.. D); -
күрделі бейнелі кескін болуы мүмкін -
геометриялық пішініне шектеулердің болмауы.
отын бактары бар, олар бөлімнің қалған бөлігінен оқшауланған[3].
2.2 Құрылғы және жұмыс принципі
Негізгі қару-жарақ - 14,5 мм KPVT пулеметі, максималды тиімді қашықтығы - 2 км. Тасымалданатын оқ-дәрі 500 патрон [4].
Сонымен қатар, мұнарада КПВТ-мен коаксиалды 7,62 мм PKT пулемет орнатылған, оның атыс қашықтығы 1,5 км-ге дейін. Портативті оқ-дәрі - 2000 патрон.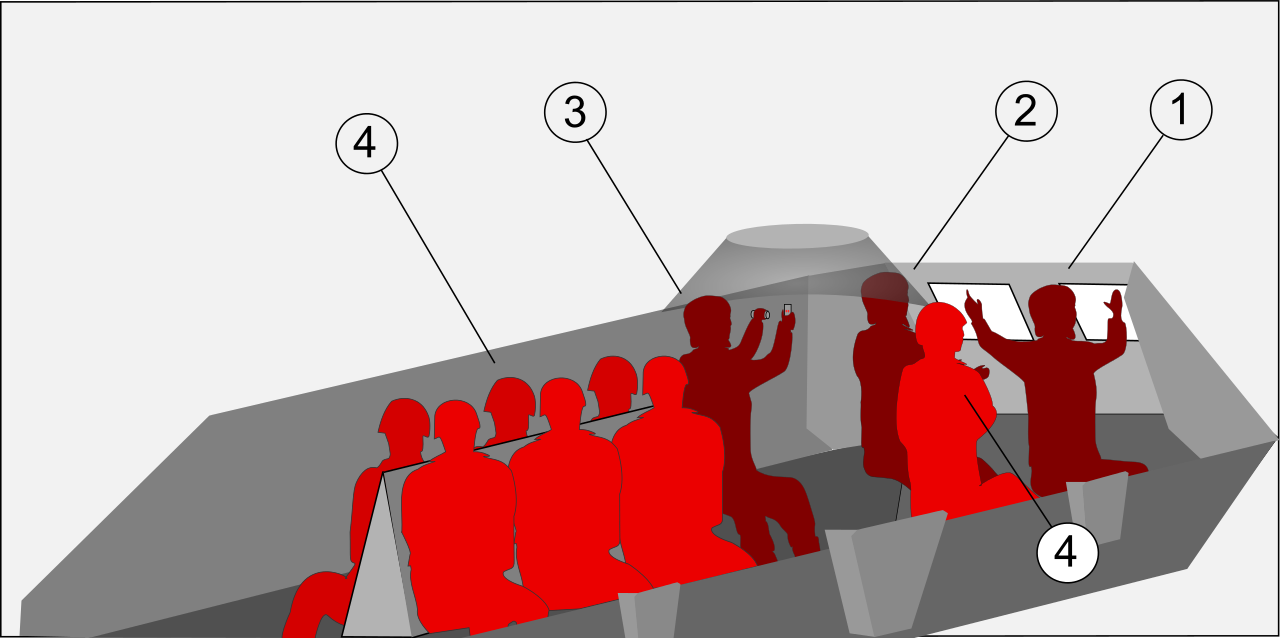
Экипаж мен әскерлерді күзетілетін кеңістік ішінде орналастыру: 1 - командир, 2 - жүргізуші, 3 - пулеметші, 4 - жебелер
Ұрыс бөлімі
Корпустың ортаңғы бөлігінде мұнара, оқ-дәрілері бар қоймалар, бақылау құрылғылары және басқа да жабдықтар орналасқан жауынгерлік бөлім бар. Сонымен қатар, қонуды орналастыру үшін ұрыс бөлімінде екі қос үштік және екі бір орындық орнатылған тәжірибесінде баяу ағынды гелий-неондық лазер қолданылады. Қанжел (пародонт) ауруларын, зақымданған тканьдерді емдеуде, организмнің әр түрлі ауруларға бейімділігін (сенсебилизаңия) кеміту, иммундық қасиеттерін күшейту т. б. клиникалық жұмыстарда жақсы нәтиже беріи келеді. Ауыз қуысында болатын стоматиттерді (ауыздың уылуы) ерін мен тіл жараларын, глоссалгияны (тоқтаусыз ауыратын тіл кеселі), глосситті (тіл кабынуы) лазер сәулесімен емдеудің нәтижесі жақсы. Бұл сәулені сондай-ақ жақ сүйектері сынғанда, бетке пластикалық операциялар жасағанда қолданады.
Техникалық сипаттамасы және пайдаланушы нұсқаулығы. ОӘК 15381 .NT.000.02.TO «.
: Қамтиды машина басқару жүйесі
- CNC Hypertherm EDGE Pro;
- машина басқару шкаф.
басқару шкаф кіреді:
- жылу кесу машинасының көлденең қозғалысы қозғаушы - 3 бірлік;
- трансформатор - 1 дана;
- аралық реле блок;
- Терминал блоктары.
Қуат көзі көлденең қаламы жүзеге асырылады және фитингтер бойлық.
құрылғы газдық машина.
Машина газдық оттегі жүйесі және плазма бір қашықтан басқару газ қамтиды және қалың дейін 160 мм металды кесу кезінде бір odnorezakovym блогымен жұмыс істеуге мүмкіндік береді.
Қашықтан басқару орнатуға болады, онда қолдауымен газ жүк жанынан лайнер арқылы жалғанған жоғарыда аталған аспаптар болып табылады.
Газдар бойлық қаламы арқылы тиек арматурасымен және газұқсас лауазымдар газ желісі цехының басқару тақтасында түседі. Тиек арматурасымен және жеткізілетін емес, gazozabornye лауазымдар. газ үшін басқару тақтасындағы, газ отын қолайлы оттегі түті қашықтан оттегі магистраль оттегі құбыр кесу және құбыр оттегі жылыту бөлінеді. қашықтан газ булары екі оттегі түтікті және отын газ түтігін бар көз контурлағыш айқыш үшін өтіңіз. Бұл шлангілер жанынан лайнер номиналды диаметрі туннельдер = 9MM жасалған және слайд клапандар блоктау жарамды.
Назар аударыңыз, барлық шлангілер тиіс:ГОСТ 9356-75 сәйкес 3-сыныпты - - оттегі.Аппарат тұтану алау құрастыру.Алау құрастыруды от жоғары вольтты түрлендіргішін және газды қамтиды.Жоғары вольтты инвертор автокөлік жандыру үшін ұшқын үшін арналған. Қолданбалы кернеуі 220 В (AC).5.5.1 Устройство и настройка газовой части.УПР ұстағышты орнату үшін тұрғын үй және сақинаны M14 коннектор жойылады. Инжектор тесік жоқ, ластануын көз жеткізіңіз. Осыдан кейін иесіне тұрғын үй қамтамасыз ету және кері ретпен УПР жинайды. Қоспаның жалын қарқындылығы және қанықтығын реттеу жұмыс газды таңдалған ағыны бағамы бойынша жүзеге асырылады.Қажеттілігі:1. Газ отын клапаны жеткілікті ағыны орнату.2. Тұрақты от УПР қажет алауын жету үшін шүмегі тұрғын үй ось бұрау арқылы жеңіл пайдалана УПР қуаттайтын жоқ.3. Ажыратылған жоғары вольтты дирижер және қорғаныс қақпағы бар ұшқын алшақтықты (кем дегенде 5 мегОм) оқшаулау кедергісін өлшеу үшін мегомметр 1 кВ жойылған.Осыдан кейін, жоғары вольтты сым, жоғары вольтты алшақтықты арқылы қолданылады және жұмыстарды разрядка тән кряк жеткізіңіз.2.3 Жұмыс істеу тәртібіБақылау және байланыс құралдарыКомандирдің бақылау құрылғыларына үш ТНПО-115 құрылғысы және бір ТПКУ-2Б кіреді, түнде бақылау үшін ТКН-1С бар, оның қалқанында ОУ-3ГА-2М сәулелендіргіші орнатылған. Драйверде үш TNPO-115 орнатылған, сонымен қатар бір TPN-B бар, түнде бақылау үшін TVNO-2B құрылғысы орнатылған. Мұнарада PP-61AM көрінісі, сонымен қатар TNPT-1 бақылау құрылғысы бар. Қону күшінің денеде бақылауға арналған жеті люктері, сонымен қатар TNP-B екі бақылау құрылғысы бар [5].Сыртқы байланысты қамтамасыз ету үшін командирдің оң жағында орналасқан R-123MT радиостанциясы қолданылады. Ішкі келіссөздер үшін үш R-124 абонентіне арналған домофон қолданылады[6]. Машина операторы тиіс кезде техникалық сараптамалардың арнайы жеткізуді аяқтады және осы немесе ұқсас жабдықтарда практикалық дағдыларын бар 18 жастан кіші емес.Электр қондырғыларын техникалық пайдалану, оның санацияға реттеу «кем дегенде 3 жыл бойы мамандығы бойынша жұмыс тәжірибесі бар және табысты игерді» мамандығы «Есептеу техникасы», «Автоматика және телемеханика», электр жетегінің Автоматтандыру және басқару жүйесі үшін, егер жоғары техникалық білім орташа реттегішін орындалуы тиіс паспорты & операциялық осы өнім үшін нұсқаулар «, сондай-ақ CNC Hypertherm EDGE Pro техникалық сипаттамасы[7].БТР-70 бронетранспортері әскери қызметшілерді тасымалдау және оларды бо жағдайында отпен қолдау үшін қолданылады. Ол дөңгелек сауыт пен жоғары маневрдің болуымен сипатталады. Мотоатқыш қосылыстарымен қолданылады. Шайқаста БТР танк бөлімшелері мен жаяу әскерлердің артында алға жылжиды, траншеялар, арықтар, су кедергілері арқылы оңай қозғала алады. Толық жетекті және тәуелсіз суспензиясы бар қуатты сегіз доңғалақты машина екі пулеметтен сенімді түрде оқ жаудырады. Мазмұны құрылу тарихы мақсаты БТР дизайнының ерекшеліктері корпус пен мұнараның техникалық сипаттамалары қозғалтқыш беріліс қорабы БТР-70 бронетранспортерінің қарулануы модификацияның жауынгерлік қолданылуы техникалық құжаттаманың қорытындысы экипаж екі адамнан тұрады: командир және жүргізуші. Тағы сегіз адам (пулеметшілер мен атқыштар) қорғалған кеңістіктің ішінде орналасқан. БТР-70 Ауғанстанда және басқа да қарулы қақтығыстар кезінде өзін жақсы көрсетті. Бронетранспортерлердің заманауи модельдерінің шығарылуына қарамастан, бұл машина әлі де кейбір бөліктерде бар және жауынгерлік тапсырмаларды сәтті орындайды. Құру тарихы жаңа бронетранспортер құру қажеттілігі өткен ғасырдың 60-шы жылдарының соңында пайда болды. Бұған дейін Жаңа БМП-1 қызметке кірді. Олар ескірген БТР-60-ты ауыстыруды жоспарлады. Алайда жаңа бронетранспортерсіз мүмкін болмады[8].
Жаяу әскердің броньды машинасынан мұнараларды орнату арқылы ескі нұсқаны жаңарту да қажетті нәтиже бермеді. Бірқатар жақсартулардан кейін ГАЗ БТР-70 енгізді. 1971 жылы ол Армия бөлімдеріне тағайындалды. 1976 жылдан бастап оның сериялық өндірісі басталды. 1981 жылдан бастап өндіріс орнын өзгерту мәселесі туындады. Техникалық база Арзамасқа автомобиль бөлшектері зауытына көшірілді. Тағайындау БТР-70-тің негізгі мақсаты-жеке құрамды действий алаңына жеткізу және жауынгерлерді бо жағдайында жылжыту. Мотоатқыштар бөлшектерін сүйемелдеу үшін қуатты броньмен жабдықталған техника жасалды. Маңызды атыс күші оған шабуылдаушы танктердің соңынан еруге мүмкіндік берді. Осы модификациядағы БТР бронетранспортері қарсыластың жаппай қырып-жою қаруын қолдануы мүмкін. Осы жағдайларда жұмыс істеу үшін ол қуатты сүзгі желдеткіш қондырғысын қамтамасыз етеді; радиациялық және химиялық барлауға арналған жабдық. Төрт жұп дөңгелектермен жабдықталған төрт доңғалақты машина машинасы траншеялар мен траншеялар арқылы оңай өтеді. Су ағынының болуы-жауынгерлерді су тосқауылдары арқылы алдын-ала дайындықсыз тасымалдаудың тиімді әдісі.Жалпылауы және есептеу бағдарламалары, олардың орындалуын және есепке алу мониторингі арнайы қызметтер жүзеге асырылады[9].3 Өндірісті ұйымдастырудың және экономикасының мәселелері2. Кез-келген жобаның негізгі мақсаты - жоғарғы экономикалық техника құру. Сондықтан техниканың мүмкіндіктері, компьютерді және микроконтролдеу техникасын қолдану арқылы жаңа автоматтандырылған жүйеде жобалаудың экономикалық бағыттары экономикалық негіздеменің мақсатына дәлел бола алады. Техникалық параметрлерді бақылау негіздемесі үшін жобаланатын автоматты жүйенің қасиеті мен сипаттамасы - отандық және шетелдік техникадағы берілген әдебиеттердегі ақпараттар және патенттік зерттеулердегі техника - экономикалық деңгейінің анализ нәтижесі болып табылады.Автоматтандырылған өндіріс процесі принциптік шешімдердің әр түрлі нұсқаулардағы экономикалық бағасы техника - экономикалық эффект негізінде өндіріледі. Мақсатқа жетуді ұйымдастыру шешімі және жаңа техниканы енгізу жылдық экономикалық эффект есебі негізінде жүзеге асады. Ол жобаны құрудың аяғына қарай барлық өндіріс ресурстарының қосындылық тиімділігін көрсетеді. Жаңа техниканы енгізу – ол өте күрделі процесс. Техникалық өнімді жүзеге асыру еңбек шығының азайтады. Қазіргі таңда техникалық процесс “қымбаттауда”, осыған байланысты өте қымбат тұратын роботтарды және компьютерлік басқару өнімдерді қолдануды талап етеді. Осының барлығы амортизацияға кететін шығынның көбеюінен және қолданылатын негізгі қорларға қызмет етуден көрінеді. Сонымен қатар, өнеркәсіптің бәсекеге қабілеттілігі, оның нарықтағы тауарлар және қызмет көрсетулерін бірқалыпты ұстап тұруы. Ол біріншіден тауар өндірушілердің жаңа техника мен технологияларды қабылдауы және сатылымға жоғары сапалы тауарларды өндіруде материалдық ресурстарды эффектілі қолдануды қамтамасыз етуіне жол ашу. Сондықтанда автоматтандырылған сызықты жобалауда оның нақты шешімі үшін, жаңа техника қандай тапсырмаларға арналғанын нақты білу қажет[10].
Әмбебап және иілгіш МП жоғарғы дәйектілікті программалық басқару құрылғысы ретінде көптеген басқару жүйелерінде басқару функцияларының аппараттық жіберуін, бақылауын, өлшеу және берілгендерді өңдеуді ауыстыруда кеңінен қолданылады.Микроэлектрониканың дамуы және оның өндірістік кәсіпорындарда кеңінен қолданылуы және қондырғыларды, сонымен қатар әр түрлі объектілерді басқару жүйесі қазіргі таңда ғылыми техникалық прогрестің негізгі бағыты болып табылуда. Қазіргі таңда микропроцессорларды (МП) және микроЭЕМ пайдаланбайтын ғылым саласын немесе өндіріс орындарын көрсету мүмкін емес.МП және микроЭЕМ өндірістік қондырғыларды басқару жүйесін көбіне станоктарды басқару үшін, тасымалдағыш механизмдерді, пісіру автоматтарын, атомды реакторларды, өндірістік желілерді, электростанцияларды, сонымен қатар қызмет ету техникалық комплекстерді құру негізінде, иілгіш автоматтандырылған өндірістерде, диагностика және бақылау жүйесінде кеңінен қолданады.Әр түрлі мекеме формасында қазіргі заманғы микропроцессорлар өнімін төмендегідей топтарға бөлуге болады:- МП және қарапайым микроконтроллерлер;- әмбебап микроконтроллерлер және мамандандырылған микроЭЕМ;- жалпы белгіленген микроЭЕМ;- мультимикропроцессорлы жүйелер;- микропроцессорлық жүйені қолдайтын аппараттық жабдықтар.Мамандандырылған микроЭЕМ көбінесе секционды микро программалық МП негізінде іске асады, ол құрылымдарды адаптирлеу, берілген тапсырма тобын микроЭЕМ командасы жүйесінде көрсету, разрядтау болып табылады. Бірақ та мұндай әдіс мекеме жүйесіне еңбек сыйымдылығы мен қымбат құрылымды “меншіктік” программамен қамтамасыз етуді қажет етеді. АБЖ-де эффективті эксплуатация сұрағы әрқашанда өзекті тақырып болды. Эксплуатацияның шынайы шарттарында түсімнің құрылуы кезінде эффективті көбейткіштердің барлығы бірдей рөл атқармайды[11].Басқарудың негізгі мақсаты – өндірістік программаның экономикалық және экологиялық түріндегі ең сапалы технологиялық режимін және максималды кіріс алуын орындау. АБЖ келесі операцияларды автоматтандыруға мүмкіндік береді:- операторлар АБЖ көмегімен өндірістік программаны және жоғары сапалы өнімді қамтамасыз етуді орындайды;- оператор цех тоқтатылымдарында және технологиялық тізбектер арқылы жүктемелерді қайта бөлу туралы шешім қабылдайды;- ТП АБЖ мониторингі бойынша рутиналық жұмысты және тиімді басқару әрекеттерінің қалыптасуын іске асырады.