Добавлен: 04.12.2023
Просмотров: 2497
Скачиваний: 112
перерыв электроснабжения которых приводит к массовому недоотпуску продукции, массовым простоям рабочих, механизмов и промышленного транспорта, нарушению нормальной деятельности значительного количества городских и сельских жителей.
Согласно ПУЭ, электроприемники второй категории в нормальных режимах должны обеспечиваться электроэнергией от двух независимых взаимно резервирующих источников питания.Дляэлектроприемников второй категории при нарушении электроснабжения от одного из источников питания допустимы перерывы электроснабжения на время, необходимое для включения резервного питания действиями дежурного персонала или выездной оперативной бригады.Допустимый интервал продолжительности нарушения электроснабжения для электроприемников второй категории не более 30 мин.
ЭлектроприёмникиIIIкатегории надёжности –все остальные приёмники электрической энергии, которые не входят в первую и вторую категорию надёжности электроснабжения. У приёмников третьей категории электроснабжения отсутствует резервное питание, поэтому допустимый интервал продолжительности нарушения электроснабжения для электроприемниковтретьей категории не более 24 часов подряд, не более 72 часов суммарно в год.
К элекроприёмникам ЭСН IIкатегории надёжности в промышленном производстве относят: прокатное цехи, машиностроительные цеха.
В данной работе к третьей категории надёжности электроснабжения относят щиты, инструменты рабочего персонала, включаемых в сеть 220 В.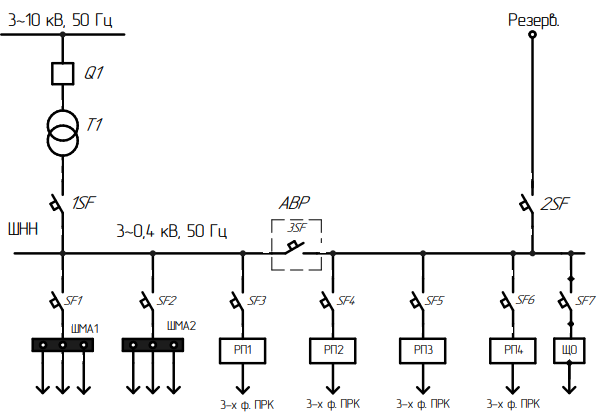
Рисунок 2.1 Схема электроснабжения цеха

2.2 Расчёт электрических нагрузокОпределение активной, реактивной, полной мощности электроприёмников на шинопроводах и распределительных установок производится для дальнейшего выбора трансформаторов, шинопроводов, аппаратов защиты, распрелеления и автоматики.Таблица 2.2.1 Перечень ЭО электромеханического цеха
| № на плане | Наименование ЭО |  , кВт , кВт | Примечание |
| 1…4 | Краны мостовые | 36 | ПВ=25% |
| 2, 3, 22, 23 | Манипуляторны электрические | 3,2 | |
| 6, 28 | Точильно-шлифовальные станки | 2 | |
| Продолжение таблицы 2.2.1 | |||
| 7, 8, 26, 27 | Настольно-сверлильные станки | 2,2 | |
| 9, 10, 29, 30 | Токарные полуавтоматы | 10 | |
| 11…14 | Токарные станки | 13 | |
| 15…20, 33…37 | Слиткообдирочные станки | 3 | |
| 24, 25 | Горизонтально-фрезерные станки | 7 | |
| 31, 32 | Продольно-строгальные станки | 10 | |
| 38…40 | Анодно-механические станки | 75 | |
| 41 | Тельфер | 5 | |
| 42, 43 | Вентиляторы | 4,5 | |
Рисунок 2.2.1 - План расположения ЭО электромеханического цеха1. Определение максимального коэффициента нагрузкиmРП2= = =3,5 = F( ) ; 28+35=63 =0,66; 0,86 =0,81*6=4,86 =F( =2,87 =0,1475mШМА1= = F( ) =0,79 1,96 =0,245mШМА2= 4,25 =
F( )
) =0,7
=0,7
 1,99
1,99
2. Определение активной, реактивной, полной мощности за смену на РП2:


1) Вертикально-протяжные станки: 2=28кВт
2=28кВт
 кВАр
кВАр кВА
кВА
3. Определение максимальной активной мощности РП2:
 3,92*2,87=11,25кВт
3,92*2,87=11,25кВт
4. Определение максимальной реактивной мощности РП2: `
`
5. Определение максимальной полной мощностиРП2:
Sм=
 =22,48
=22,48
6. Определение максимального тока нагрузки РП2:

 кВ
кВ
Аналогично произвёл расчёты параметров для остальных ![]() электроприёмниковрезультаты занёс в таблицу 2.2.1
электроприёмниковрезультаты занёс в таблицу 2.2.1
| Таблица 2.2.1 | |||||||||||||||||||
| Наименование электроприемников | Заданная нагрузка, приведённая к длительному режиму | Сменная нагрузка | Максимальная нагрузка | ||||||||||||||||
| n | РН, кВт | Рн2, кВт | Ки | cosa | tg a | m | Рсм, кВт | Qсм, кВAр | Sсм, кВА | nэ | Км | Км` | Рм, кВт | Qм, кВAр | Sм, кВА | Iм, А | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | ||
| РП 1 | | | | | | | | | | | - | - | - | | | | | ||
| Вентиляторы | 2 | 4,5 | 9 | 0,6 | 0,8 | 0,75 | 5,4 | 4,05 | 6,75 | | | | | ||||||
| Всего на РП1 | 2 | 4,5 | 9 | 0,6 | 0,8 | 0,75 | 5,4 | 4,05 | 6,75 | | | | | ||||||
| РП 2 | | | | | | | 3,5 | | | | 4,86 | 2,87 | 1 | | | | | ||
| Вертикально-протяжные станки | 2 | 14 | 28 | 0,14 | 0,5 | 1,73 |  |  |  | 11,3 |  | 22,48 | | ||||||
| Горизонтально-расточные станки | 2 | 17,5 | 35 | 0,16 | 0,6 | 1,33 | 5,6 | 7,45 | 9,32 | 16,1 | 21,37 | 26,74 | | ||||||
| Клепальная машина | 2 | 5 | 10 | 0,17 | 0,65 | 1,17 | 1,7 | 1,99 | 2,62 | 4,88 | 5,71 | 7,51 | | ||||||
| Всего на РП 2 | 6 | 36,5 | 73 |  | 0,58 | 1,41 | 11,4 | 16,1 | 19,7 | 32,7 | 46,09 | 56,5 | 85,62 | ||||||
| ШМА 1 | | | | | | |  | | | |  | 1,96 | 1,1 | | | | | ||
| Наждачные станки | 3 | 2,2 | 6,6 | 0,14 | 0,5 | 1,73 | 0,924 | 1,6 | 1,85 | 1,81 | 3,13 | 3,62 | | ||||||
| Карусельно-фрезерные станки | 3 | 10 | 30 | 0,17 | 0,65 | 1,17 | 5,1 | 5,97 | 7,85 | 10 | 11,69 | 15,39 | | ||||||
| Токарные полуавтоматы | 3 | 20,5 | 61,5 | 0,14 | 0,5 | 1,73 | 8,61 | 14,9 | 17,2 | 16,9 | 29,19 | 33,72 | | ||||||
| Продольно-фрезерные станки | 3 | 25 | 75 | 0,14 | 0,5 | 1,73 | 10,5 | 18,2 | 21 | 20,6 | 35,6 | 41,12 | | ||||||
| Всего на ШМА 1 | 12 | 57,5 | 173,1 | 0,1475 | 0,54 | 1,59 | 25,5 | 40,6 | 48 | 50 | 79,57 | 94 | 142,4 | ||||||
| ШМА 2 | | | | | | | 4,25 | | | |  | 1,99 | 1,1 | | | | | ||
| Вертикально-свердильные станки | 2 | 7,5 | 15 | 0,14 | 0,5 | 1,73 | 2,1 | 3,63 | 4,2 | 4,18 | 7,23 | 8,35 | | ||||||
| Агрегатные горизонтально-свердильные станки | 2 | 17 | 34 | 0,14 | 0,5 | 1,73 | 4,76 | 8,23 | 9,51 | 9,47 | 16,39 | 18,93 | | ||||||
| Агрегатные вертикально-свердильные станки | 2 | 13 | 26 | 0,14 | 0,5 | 1,73 | 3,64 | 6,3 | 7,27 | 7,24 | 12,53 | 14,47 | | ||||||
| Круглошлифовальные станки | 2 | 5 | 10 | 0,14 | 0,5 | 1,73 | 1,4 | 2,42 | 2,8 | 2,79 | 4,82 | 5,57 | | ||||||
| Закалочная установка | 1 | 16 | 16 | 0,75 | 0,95 | 0,33 | 12 | 3,96 | 12,6 | 23,9 | 7,88 | 25,15 | | ||||||
| Шлифовально-обдирочные станки | 2 | 4 | 8 | 0,16 | 0,6 | 1,33 | 4,25 | 1,28 | 1,7 | 2,13 | | 1,99 | 1,1 | 2,55 | 3,39 | 4,24 | | ||
| Всего на ШМА 2 | 11 | 62,5 | 109 | 0,21 | 0,59 | 1,43 | 22,9 | 32,7 | 39,5 | 45,6 | 65,13 | 79,5 | 120,4 | ||||||