ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 04.12.2023
Просмотров: 140
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СодержаниеВведение…………………………………………………………………………...31 Описание метода неразрушающего контроля………………………………...42 Исходные данные……………………………………………………………….83 Технологическая карта …………………………………………………………94 Контрольные вопросы………………………………………………………....13Список использованных источников…………………………………………...18ВведениеСварные соединения подвергают проверке для определения возможных отклонений от технических условий, предъявляемых данному виду изделий. Изделие считается качественным, если отклонения не превышают допустимые нормы. В зависимости от вида сварных соединений и условий дальнейшей эксплуатации, изделия после сварки подвергают соответствующему контролю.Контроль сварных соединений может быть предварительным, когда проверяют качество исходных материалов, подготовку свариваемых поверхностей, состояние оснастки и оборудования. К предварительному контролю относят также сварку опытных образцов, которые подвергают соответствующим испытаниям. При этом в зависимости от условий эксплуатации опытные образы подвергают металлографическим исследованиям и неразрушающим или разрушающим методам контроля.Под текущим контролем понимают проверку соблюдения технологических режимов, стабильность режимов сварки. При текущем контроле проверяют качество наложения послойных швов и их зачистку. Окончательный контроль осуществляют в соответствии с техническими условиями. Дефекты, обнаруженные в результате контроля, подлежат исправлению.1 Описание метода неразрушающего контроляУльтразвуковой метод основан на способности ультразвуковых колебаний прямолинейно распространяться в металле и отражаться от границы раздела сред [2].Рисунок 1.1- Схема просвечивания металлаДля получения ультразвуковых колебаний используется пьезоэлектрический эффект, который заключается в преобразовании электрических колебаний высокой частоты в механические колебания с помощью искусственных пьезокристаллов, например, титаната бария ВаТiО. Схема проверки сварных швов ультразвуком приведена на рис. 1.2.
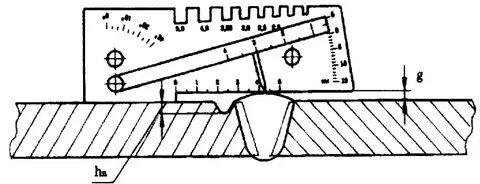
Рисунок 1.2- Схема обнаружения дефектов с помощью ультразвукадефект сварка соединениеУльтразвуковой импульс подается в металл с помощью призматического щупа. При достижении поверхности раздела сред с различными акустическими свойствами, т.е. дефекта, ультразвуковая волна частично отражается и воспринимается тем же щупом, что фиксируется световой или звуковой сигнализацией. Ультразвуковой метод обнаружения дефектов свободен от недостатков просвечивания рентгеновскими и гамма-лучами, но не позволяет определять характер дефектов, например, при этом методе трудно отличить трещину от непровара, поры от шлаковых включений, не эффективен при толщине изделий менее 8-12 мм и при контроле качества сталей с крупнозернистой структурой, не позволяет иметь документ качества сварного соединения, достоверность обнаружения дефектов зависит от добросовестности оператора.ВИКВ связи с тем, что визуальный контроль является наиболее простым и зачатую достаточным методом проверки, его сфера применения достаточно велика. Кроме того, есть масса деталей, где проведение контроля другими методами настолько трудоемкое и затратное занятие, что остается только ВИК.Рассмотрим наиболее востребованные сферы применения визуального метода:трубопрокатные производства;промышленность и заводы выпускающие металлоконструкции;литейное производство;судоремонтные предприятия;машиностроение;производство станков и инструментов;строительные организации;цеха и мастерские по ремонту различного оборудования;железнодорожные депо, поверочные лаборатории.Кроме того, метод востребован везде, где производится работа со сварочными аппаратами и механическая обработка металла.Визуальный контроль сварных соединений применяется практически во всех сферах производства и решает следующий перечень задач:подтверждает (либо нет) соответствие сварного соединения детали требованиям нормативно-технической документации;выявляет большинство дефектов и нарушений, допускаемых сотрудниками при проведении сварочных работ;

диагностирует дальнейшее предназначение детали с выявленным дефектом – на доработку, переплавку, брак, допускается без нагрузки и т.д.;проверяется соответствие конечного результата техническому заданию – заявленные параметры углов, соответствие длин, толщина соединения и ее геометрические параметры;проверяет насколько качественно была выполнена работа по исправлению ошибок предшествующей сварки.Визуально измерительный контроль сварных соединений может быть проведена в любое время, и на любом этапе работ. Метод применяется и при строительстве атомной станции и даже если нужно сварить ворота. В начале, методом осмотра проводится готовность частей к соединению, проверяется качество самого металла, соответствие состава двух заготовок друг к другу, отсутствие следов ржавчины, окислов и следов краски.В процессе работы контролируется наложение шва, отсутствие капель, наплывов прожогов, сразу же контролируется и подбирается необходимая сила тока, подводимая к сварочным электродам.После завершения процесса сварки и отделении шлака от чистого шва, место сварки осматривается на наличие внешних дефектов – раковин, трещин, сломов. Такой вид контроля может проводиться и после завершения всех работ, уже непосредственно на эксплуатируемом изделии.На работающих деталях его проводят в случаях если появляются основания полагать сварной шов непригодным, или после завершения гарантийного срока безаварийной эксплуатации изделия [3].Визуальный осмотр сварных швов проводится в несколько этапов, часто даже несколькими персонально отвечающими каждый за свой участок специалистами.Первый этап – внешний осмотра места соединения. Работа проводится невооруженным глазом, реже с помощью слабой оптики. Выявляется наличие/отсутствие явно бросающихся в глаза дефектов – непроваров, раковин, прожогов. На этом же этапе выявляются дефекты шестой группы – слишком широкие или узкие сварные швы, капли, наплывы и подобные.Второй этап проверки характеризуется применением более совершенной оптики и базовых измерительных приборов. Если на первом этапе можно было выявить только сам факт наличия дефекта, то уже на втором этапе определяются его качественные характеристики – длина, ширина, глубина (если это к примеру трещина) и характер (единичный или периодический). Специалист проводящий второй этап осмотра дает предварительное заключение о необходимости инструментальной доработки детали или классификации ее как брак.
Третий этап сводится к квалификационной оценке выявленных дефектов, сравнении их с нормами ГОСТа и составлению акта. В акте указывается степень повреждения изделия и возможность, а также способы исправления дефектов.2 Исходные данныеСварное соединение технического трубопровода ∅157 мм (нефтегазодобывающее оборудование - НГДО) Материал конструкции: 09Г2С Сварка по ГОСТ 16037-80-Р Соединение: С17 НТД по сварке: РД 558-97; ВСН 006-89 НТД по контролю: ВИК – РД 03-606-03; ВСН 012-88 УЗК – ГОСТ Р 55724-2013; ВСН 012-88 НТД по нормам оценки: ВИК – ВСН 006-89; ВСН 012-88; РД 558-97 УЗК – ВСН 012-88; РД 558-97 Разработать технологические карты контроля – ВИК; УЗК и заключения по результатам контроля. 2. Установить влияние наружных дефектов на качество сварного соединения. 3. Анализ достижений в области: - повышения свойств сварных соединений и исключения пористости в сварных швах низкоуглеродистых сталей.Рисунок 2.1-Сварное соединение3 Технологическая карта Технологическаякарта№000визуально-измерительногоконтроля
Рисунок 1.2- Схема обнаружения дефектов с помощью ультразвукадефект сварка соединениеУльтразвуковой импульс подается в металл с помощью призматического щупа. При достижении поверхности раздела сред с различными акустическими свойствами, т.е. дефекта, ультразвуковая волна частично отражается и воспринимается тем же щупом, что фиксируется световой или звуковой сигнализацией. Ультразвуковой метод обнаружения дефектов свободен от недостатков просвечивания рентгеновскими и гамма-лучами, но не позволяет определять характер дефектов, например, при этом методе трудно отличить трещину от непровара, поры от шлаковых включений, не эффективен при толщине изделий менее 8-12 мм и при контроле качества сталей с крупнозернистой структурой, не позволяет иметь документ качества сварного соединения, достоверность обнаружения дефектов зависит от добросовестности оператора.ВИКВ связи с тем, что визуальный контроль является наиболее простым и зачатую достаточным методом проверки, его сфера применения достаточно велика. Кроме того, есть масса деталей, где проведение контроля другими методами настолько трудоемкое и затратное занятие, что остается только ВИК.Рассмотрим наиболее востребованные сферы применения визуального метода:трубопрокатные производства;промышленность и заводы выпускающие металлоконструкции;литейное производство;судоремонтные предприятия;машиностроение;производство станков и инструментов;строительные организации;цеха и мастерские по ремонту различного оборудования;железнодорожные депо, поверочные лаборатории.Кроме того, метод востребован везде, где производится работа со сварочными аппаратами и механическая обработка металла.Визуальный контроль сварных соединений применяется практически во всех сферах производства и решает следующий перечень задач:подтверждает (либо нет) соответствие сварного соединения детали требованиям нормативно-технической документации;выявляет большинство дефектов и нарушений, допускаемых сотрудниками при проведении сварочных работ;
диагностирует дальнейшее предназначение детали с выявленным дефектом – на доработку, переплавку, брак, допускается без нагрузки и т.д.;проверяется соответствие конечного результата техническому заданию – заявленные параметры углов, соответствие длин, толщина соединения и ее геометрические параметры;проверяет насколько качественно была выполнена работа по исправлению ошибок предшествующей сварки.Визуально измерительный контроль сварных соединений может быть проведена в любое время, и на любом этапе работ. Метод применяется и при строительстве атомной станции и даже если нужно сварить ворота. В начале, методом осмотра проводится готовность частей к соединению, проверяется качество самого металла, соответствие состава двух заготовок друг к другу, отсутствие следов ржавчины, окислов и следов краски.В процессе работы контролируется наложение шва, отсутствие капель, наплывов прожогов, сразу же контролируется и подбирается необходимая сила тока, подводимая к сварочным электродам.После завершения процесса сварки и отделении шлака от чистого шва, место сварки осматривается на наличие внешних дефектов – раковин, трещин, сломов. Такой вид контроля может проводиться и после завершения всех работ, уже непосредственно на эксплуатируемом изделии.На работающих деталях его проводят в случаях если появляются основания полагать сварной шов непригодным, или после завершения гарантийного срока безаварийной эксплуатации изделия [3].Визуальный осмотр сварных швов проводится в несколько этапов, часто даже несколькими персонально отвечающими каждый за свой участок специалистами.Первый этап – внешний осмотра места соединения. Работа проводится невооруженным глазом, реже с помощью слабой оптики. Выявляется наличие/отсутствие явно бросающихся в глаза дефектов – непроваров, раковин, прожогов. На этом же этапе выявляются дефекты шестой группы – слишком широкие или узкие сварные швы, капли, наплывы и подобные.Второй этап проверки характеризуется применением более совершенной оптики и базовых измерительных приборов. Если на первом этапе можно было выявить только сам факт наличия дефекта, то уже на втором этапе определяются его качественные характеристики – длина, ширина, глубина (если это к примеру трещина) и характер (единичный или периодический). Специалист проводящий второй этап осмотра дает предварительное заключение о необходимости инструментальной доработки детали или классификации ее как брак.
Третий этап сводится к квалификационной оценке выявленных дефектов, сравнении их с нормами ГОСТа и составлению акта. В акте указывается степень повреждения изделия и возможность, а также способы исправления дефектов.2 Исходные данныеСварное соединение технического трубопровода ∅157 мм (нефтегазодобывающее оборудование - НГДО) Материал конструкции: 09Г2С Сварка по ГОСТ 16037-80-Р Соединение: С17 НТД по сварке: РД 558-97; ВСН 006-89 НТД по контролю: ВИК – РД 03-606-03; ВСН 012-88 УЗК – ГОСТ Р 55724-2013; ВСН 012-88 НТД по нормам оценки: ВИК – ВСН 006-89; ВСН 012-88; РД 558-97 УЗК – ВСН 012-88; РД 558-97 Разработать технологические карты контроля – ВИК; УЗК и заключения по результатам контроля. 2. Установить влияние наружных дефектов на качество сварного соединения. 3. Анализ достижений в области: - повышения свойств сварных соединений и исключения пористости в сварных швах низкоуглеродистых сталей.Рисунок 2.1-Сварное соединение3 Технологическая карта Технологическаякарта№000визуально-измерительногоконтроля
| Контролируемое оборудование | Нефтегазодобывающее оборудование - НГДО | |||||||||||||
| Контролируемый элемент | Сварное соединение технического трубопровода ∅157 мм | |||||||||||||
| Тип сварного соединения | С17 | |||||||||||||
| Способ сварки | РД 558-97 | |||||||||||||
| Марка основного материала | 09Г2С | |||||||||||||
| Марка сварочного материала | УОНИ 35 | |||||||||||||
| Чертеж | | |||||||||||||
| Документация, по которой проводился контроль | ||||||||||||||
| Нормативная | ВИК – РД 03-606-03; ВСН 012-88 | |||||||||||||
| Методическая | ВИК – ВСН 006-89; | |||||||||||||
| Требования к технологии контроля и оценке качества | ||||||||||||||
| Объем контроля, % | 100 | |||||||||||||
| Категория сварного соединения | III b | |||||||||||||
| Конструктивные элементы и размеры | ||||||||||||||
| Валик усиления | 4 | |||||||||||||
| Ширина шва | 15 | |||||||||||||
| Толщина стенки | 10 | |||||||||||||
| Чертеж | 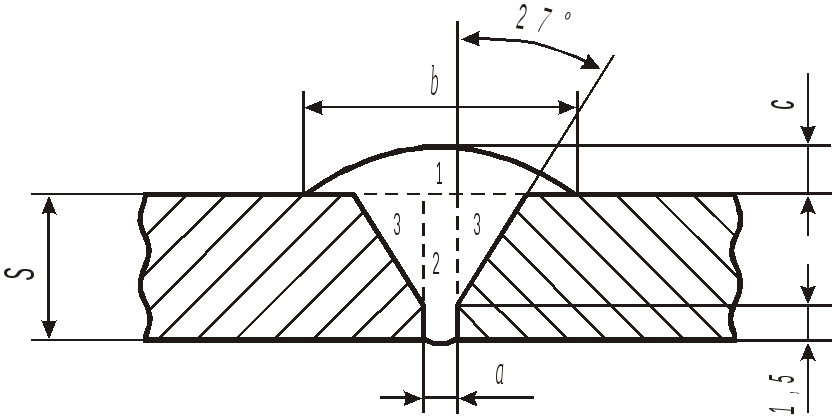 | |||||||||||||
| Средства контроля | ||||||||||||||
| Наименование | Тип (марка) | Предел измерений | Точность измерения | |||||||||||
| Шаблон | УШС-3 | | | |||||||||||
| Штангенциркуль | ШЦ-II-125-0.1 | | | |||||||||||
| | | | | |||||||||||
| | | | | |||||||||||
| | | | | |||||||||||
| | | | | |||||||||||
| | | | | |||||||||||
| Схема контроля | ||||||||||||||
 | ||||||||||||||
| Допустимые дефекты | ||||||||||||||
| см. нормативно-техническую документацию по оценке качества
| ||||||||||||||
Технологическая карта № 000
ультразвуковогоконтроля| Контролируемое изделие | Нефтегазодобывающее оборудование - НГДО | ||||||||||
| Контролируемый элемент | Сварное соединение технического трубопровода ∅157 мм | ||||||||||
| Тип сварного соединения | С17 | ||||||||||
| Способ сварки | РД 558-97 | ||||||||||
| Марка материала | 09Г2С | ||||||||||
| Объем контроля, % | 100 | ||||||||||
| Категория сварного соединения | III b | ||||||||||
| Чертеж объекта контроля | | ||||||||||
| Нормативная и методическая документация | |||||||||||
| Нормативная | УЗК – ГОСТ Р 55724-2013 | ||||||||||
| Методическая | УЗК – ВСН 012-88 | ||||||||||
| Средства контроля | |||||||||||
| Дефектоскоп | А1214 Expert или аналог | ||||||||||
| Ультразвуковые преобразователи (ПЭП) | | ||||||||||
| Стандартный образец | | ||||||||||
| Настроечный образец | | ||||||||||
| Образец шероховатости поверхности | | ||||||||||
| Конструктивные элементы и размеры | |||||||||||
| Валик усиления, мм | 4 | ||||||||||
| Ширина шва | 15 | ||||||||||
| Толщина стенки | 10 | ||||||||||
| Чертеж |  | ||||||||||
| Схема контроля | |||||||||||
  | |||||||||||
| Допустимые дефекты | |||||||||||
с | |||||||||||