Добавлен: 05.12.2023
Просмотров: 110
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
 .
.Вспомогательные помещения высотой 4 м, каркас здания цеха смонтирован из блоков-секций длиной 6 м каждый.
Размеры цеха А×В×Н=48×28×10 м.п.
Дополнительная нагрузка цеха – Pдоп = 400 кВт, Qдоп = 500 квар, Кп =0,5.
Мощность электроосветительной электроустановки 24 кВт cosφ = 0,67
1.3 Перечень и характеристика установленного оборудования цеха.
Таблица 2.1- Перечень и характеристика установленного электро
оборудования.
| № | Наименование ЭО | Мощность, кВт |
| 1а…1в | Вентилятор вытяжной | 5,5 |
| 2а…2в | Вентилятор приточный | 5,5 |
| 3..5 | Сварочный агрегат | 12 |
| 6..8 | Токарный автомат | 6 |
| 9..10 | Станок зубофрезерный | 10 |
| 11 | Станок вертикально-фрезерный | 11 |
| 12..14 | Станок круглошлифовальный | 6 |
| 15..17 | Станок заточный | 2,5 |
| 18..19 | Станок сверлильный | 2,2 |
| 20..25 | Станок токарный | 6 |
| 26..27 | Станок плоскошлифовальный | 10,5 |
| 28..30 | Станок строгальный | 17,5 |
| 31..34 | Станок фрезерный | 8,5 |
| 35..37 | Станок расточной | 7,5 |
| 38 | Кран мостовой | 44 |
| | Щит освещения | 24 |
| | Итого | 178,7 |
Рассмотрим более подробно потребителей электроэнергии исследуемого объекта.
Вентилятор представляет собой устройство, с помощью которого осуществляется перемещение газа
, степень сжатия которого не менее 1,15 (или разность давлений на входе и выходе не превышает 15 кПа).
Сварочный агрегат предназначен для осуществления сварочных работ различных металлоконструкций.
С помощью сварочного трансформатора осуществляется преобразование сетевого напряжения (220 В, 380 В) в пониженное напряжение и преобразования тока до величины в тысячи ампер.
Величина сварочного тока регулируется путем изменения индуктивного сопротивления или вторичного напряжения холостого хода трансформатора. Регулировка осуществляется за счет возможности секционирования количества витков, как в первичной, так и во вторичной обмотке. За счет этого обеспечивается возможность ступенчатого регулирования величины тока. Все сварочные трансформаторы имеют классификацию:
- в зависимости от числа обслуживаемых рабочих мест;
- в зависимости от количества фаз напряжения в сети (однофазные, трехфазные).
- в зависимости от конструкции (с возможностью регулировки величины вторичного напряжения с помощью магнитного рассеяния, с возможностью регулировки величины вторичного напряжения с помощью переключения числа витков, с возможностью регулировки величины вторичного напряжения с помощью дросселя насыщения).
Токарные станки предназначаются для обработки разнообразных поверхностей тел вращения из штучных или прутковых заготовок.
Зубофрезерный станок предназначен для нарезания цилиндрических прямозубых, косозубых, а также червячных колес.
Круглошлифовальные станки предназначаются для обдирочной и чистовой обработки деталей.
С помощью заточного станка осуществляются заточка и переточка металлорежущих инструментов. Наиболее широкое распространение получили заточные станки, оснащенные абразивными шлифовальными кругами.
Сверлильные станки — группа металлорежущих станков, которые предназначены для выполнения, как глухих, так и сквозных отверстий в сплошном материале.
Плоскошлифовальный станок – металлорежущий станок для обработки поверхностей металлических деталей абразивом (периферией или торцом шлифовального круга).
Кран мостового типа – это кран, оснащенный грузозахватными устройствами, которые подвешиваются грузовой тележке или тали, которые, в свою очередь, могут перемещаться вдоль стальной конструкции (мосту). Мостовые краны могут быть как общего назначения, так и специального (оснащенные грейферами, магнитами, захватами для контейнеров) и металлургические.
2 Технологический раздел (спецзадание)
2.1Общая характеристика, расчет и выбор приводных электродвигателей для вертикально-фрезерного станка
Рассчитываем мощность и выбираем приводной электродвигатель главного
привода вертикально-фрезерного станка.
Мощность главного приводного электродвигателя
 , кВт (1)
, кВт (1)где
 – расчетная мощность двигателя, кВт;
– расчетная мощность двигателя, кВт; – мощность резания, кВт;
– мощность резания, кВт; , – к.п.д. главного привода при полной нагрузке, принимаем = 0,8
, – к.п.д. главного привода при полной нагрузке, принимаем = 0,8 Мощность резания
где
 , Н – усилие резания;
, Н – усилие резания; , м/мин – скорость резания.
, м/мин – скорость резания.Усилие резания
 (2)
(2)где
 – силовой коэффициент обработки материала;
– силовой коэффициент обработки материала; , мм – глубина фрезерования;
, мм – глубина фрезерования;  , мм/зуб– подача на зуб фрезы;
, мм/зуб– подача на зуб фрезы; z, шт – число зубьев фрезы;
XF, YF, UF, qF, – силовые и скоростные показатели степени, зависящие от свойств
обрабатываемого материала, резца, вида обработки.
Скорость резания:
 , м/мин (3)
, м/мин (3)гдеD, мм - диаметр фрезы;
B, мм - ширина фрезы;
Xv, Yv, Uv, mv, nv, о.е. – силовые и скоростные показатели степени, зависящие от свойств обрабатываемого материала, вида обработки, инструмента;
z, шт – число зубьев фрезы;
t, мм – глубина резания;
S, мм/об – подача на максимальной производительности;
 , мин – стойкость инструмента (фрезы); (T= 180 мин.)
, мин – стойкость инструмента (фрезы); (T= 180 мин.)Выбираем данные значения, задаваясь данными таблиц [4.4, с.168, с.169, с.170]
Принимаем следующие значения: S=0.2 мм/рез; t=10 мм;
 о.е.;
о.е.;  o.e.;
o.e.;  о.е.;
о.е.;  о.е.;
о.е.;  о.е.;
о.е.;  о.е.;
о.е.;  о.е.;
о.е.;  о.е.;
о.е.;  о.е.;
о.е.;  о.е.;
о.е.;  мм;
мм;  мм;
мм;  шт.
шт.Определяем скорость резания

Определяем усилие резания

Определяем мощность резания
Определяем расчетную мощность двигателя
Выбираем по каталогу [13] двигатель ближайшей большей стандартной мощности типа АИР и его технические характеристики записываем в таблицу 7.1.
Таблица 2.2-Технические данные главного двигателя вертикально-фрезерного станка.
| Тип | Рн, кВт | ηн % | сosφн |  % |  |  |  |
| АИР132M4 | 11 | 87,5 | 0,87 | 3,5 | 2,7 | 2,0 | 7,5 |
2.2.Разработка электрической схемы управления для вертикально-фрезерного станка
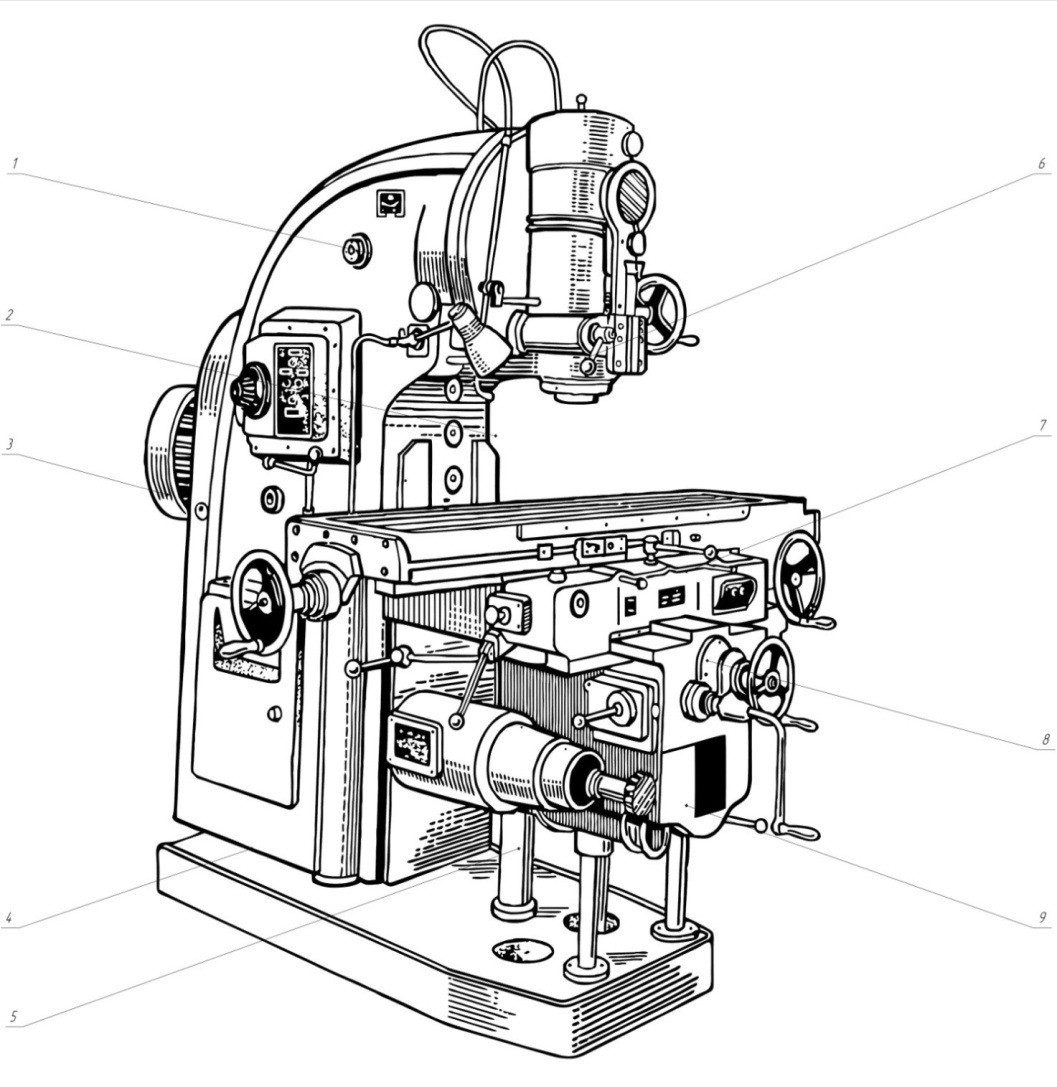
Рисунок - Вертикально-фрезерный станок.
1-указатель скорости; 2-лимб; 3-двигатель; 4-станина;5- коробка подач;
6-поворотная фрезерная головка; 7- салазки; 8-маховик; 9-консоль
Состав схемы
QF1, QF2- выключатель автоматический
KM1- KM3- контакторы
UZ1-UZ3- преобразователи частоты
M1, M2- двигатели
VD1-VD6- диоды
QS1- пакетный выключатель
KK1-KK4- тепловое реле
TA1- трансформатор тока
KA1- реле токовое
KL1, KL2 - промежуточное реле
SB1, SB2 - кнопки управления
W1-W3- линия электропередачи
RP1- потенциометр
WD1-WD3- линия электропередач
SBC1, SBC2- кнопки
Рисунок 6 - Схема электрическая принципиальная вертикально-фрезерного станка.
Схема электрическая принципиальная вертикально-фрезерного станка предствлена на листе 3 графической части