Файл: 14. Нарезание наружной и внутренней резьбы. Нарезание внутренней резьбы.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 06.12.2023
Просмотров: 48
Скачиваний: 1
| |
| |
Рисунок 14.1 - Нарезание внутренней резьбы: а - установка метчика, б - процесс нарезания.
| |
Нарезание наружной резьбы.
Наружную резьбу нарезают плашками вручную и на станках.В зависимости от конструкции плашки подразделяют на круглые, накатные, раздвижные (призматические).Круглые плашки (лерки) изготовляют цельными и разрезными.Цельная плашка 7 представляет собой стальную закаленную гайку, в которой через резьбу 2 прорезаны сквозные продольные отверстия, образующие режущие кромки и служащие для выхода стружки. С обеих сторон плашки имеются заборные части 3 длиной 11/2 - 2 нитки. Эти плашки применяют при нарезании резьбы диаметром до 52 мм за один проход.Диаметры цельных круглых плашек предусмотрены стандартом для основной метрической резьбы - от 1 до 76 мм, для дюймовой - от 1/4 до 2", для трубной - от 1/8 до 11/2".Круглые плашки при нарезании резьбы вручную закрепляют в специальном воротке. Разрезные плашки в отличие от цельных имеют прорезь (0,5 - 1,5 мм), позволяющую регулировать диаметр резьбы в пределах 0,1 - 0,25 мм. Вследствие пониженной жесткости нарезаемая этими плашками резьба имеет недостаточно точный профиль.| |
Рисунок 14.2 - Цельная (а), разрезная (б) плашки: 1 - плашка, 2 - резьба, 3 - заборная часть.Рисунок 14.3 - Резьбонакатные плашки: а - малогабаритная типа МПН, б - для накатывания на тонкостенных трубах.Резьбонакатные плашки применяют для накатывания точных профилей резьб. Резьбонакатные плашки имеют корпус, на котором устаналивают накатные ролики с резьбой. Ролики можно регулировать на размер нарезаемой резьбы. Плашки вращают двумя рукоятками, ввертываемыми в корпус.При помощи резьбонакатных плашек нарезают резьбы диаметром от 4 до 33 мм и шагом от 0,7 до 2 мм 6 - 8 квалитетов. Накатку выполняют на станках, а также вручную. Резьба получается более прочной, поскольку волокна металла в витках не перерезаются. Кроме того, благодаря давлению плашек волокна упрочняются. Так как
резьба только выдавливается, поверхность получается более чистой. Накатывание резьбы производится так же, как и нарезание клуппами.
Плашка, изображенная на 6, предназначена для накатывания резьб на тонкостенных трубах на сверлильных и токарных станках, а также вручную.
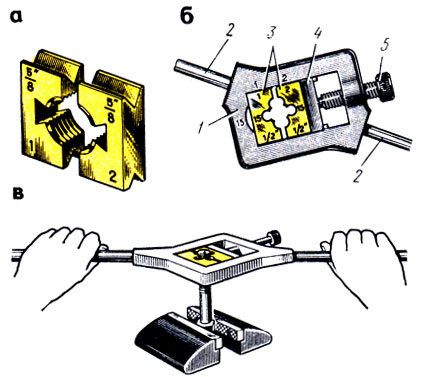
Рисунок 14.4 - Раздвижные призматические плашки: а - полуплашки, б - клупп,
в - нарезание резьбы; 1 - рамка, 2 - ручки, 3 - полуплашки, 4 - сухарь, 5 – винт.
Раздвижные (призматические) плашки в отличие от круглых состоят из двух половинок, называемых полуплашками. На каждой из них указаны размер наружной резьбы и цифра 7 или 2 для правильного закрепления в приспособлении (клуппе). На наружной стороне полуплашек имеются угловые канавки (пазы), которыми они устанавливаются в выступы клуппа.
Для равномерного распределения давления винта на полуплашки во избежание перекоса между полуплашками и винтом помещают сухарь.
Раздвижные (призматические) плашки изготовляют комплектами по 4 -5 пар в каждом; каждую пару по мере необходимости уставляют в клупп. Раздвижные плашки изготовляют для метрической резьбы диаметром от Мб до М52 мм, для дюймовой - от 1/4 до 2" и для трубной резьбы - от 1/8 до 13/4 ". Раздвижную плашку закрепляют в клуппе (рис. 271, 6), который состоит из косой рамки 7 с двумя рукоятками 2 и зажимного винта 5. Полуплашки 3 вставляют в выступы рамки, вводят сухарь 4 и закрепляют винтом 5. Клуппы, в которые устанавливают призматические плашки, изготовляют шести размеров - от № 1 до № 6. Работа клуппом показана на рис. 271, в.
Нарезание наружной резьбы. При нарезании резьбы плашкой надо иметь в виду, что в процессе образования профиля резьбы металл изделия, особенно сталь, медь и др., "тянется", диаметр стержня увеличивается. Вследствие этого усиливается давление на поверхность плашки
, что приводит к ее нагреву и прилипанию частиц металла, поэтому резьба получается рваной.