Файл: Реферат Разработка методики ультразвукового контроля бурильных труб.doc
Добавлен: 11.12.2023
Просмотров: 215
Скачиваний: 3
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
1. Эксплуатация бурильных труб
1.1. Сборка и комплектование бурильных труб
2.6. Гидроиспытание бурильных труб
3. Дефектоскопия бурильных труб
3.1. Ультразвуковой импульсный толщиномер типа «Кварц»
3.2. Передвижная комплексная дефектоскопическая установка типа ПКДУ-1
4. Измерение скоростей распространения волн Похгаммера
5.1. Описание экспериментальной установки
5.3. Определение амплитуды донного импульса
5.4. Определение амплитуды дефекта и шума
Наиболее часто в трубах встречаются дефекты производственного происхождения: внутренние и наружные плены, волосовины, продольные риски на наружной и внутренней поверхностях, вмятины и бугры, раковины, ужимы, рванины и др. При эксплуатации на трубах может появиться поверхностная, язвенная и межкристаллическая коррозия, усталостные трещины и др.
Трубы малых и средних диаметров с небольшой толщиной стенки контролируют нормальными УЗК, а толстостенные— сдвиговыми. При этом трубы прозвучивают по окружности или вдоль образующей контактным либо иммерсионным способом.
Несмотря на то, что нормальные волны достаточно хорошо изучены теоретически, практическое применение их вызывает трудности, связанные со способами их возбуждения в трубчатых конструкциях.
К сожалению, в работах по контролю труб нормальными волнами обычно приводятся только общие рассуждения о свойствах и особенностях нормальных волн, выявляемости дефектов симметричными и антисимметричными волнами различных порядков, их преимуществах и недостатках, отмечается выгодность применения определенной формы и порядка нормальных волн для выявления некоторых дефектов, причем рекомендуется при этом углы ввода УЗК в изделие «поддерживать постоянными» и т. п. Вместе с тем практических советов по возбуждению в трубе нормальных волн определенной формы и порядка и способов поддержания углов ввода постоянными в этих работах нет. Те же способы и средства, которые описаны в литературе, вызывают сомнение в том, что с их помощью в трубах можно возбудить нормальные волны.
Так, например, в некоторых работах приводится схема контроля тонкостенных труб нормальными волнами с использованием иммерсионного способа. Для этого рекомендуют продольные волны направлять на изделие под «определенным» углом, благодаря чему они трансформируются в нормальные. Нетрудно видеть, что под каким бы углом ни направлять пучок лучей на поверхность трубы, в последней нельзя возбудить нормальную волну определенной формы и тем более определенного порядка, так как в стенке будут возбуждаться и другие виды колебаний за счет падения отдельных лучей пучка под другими углами.
При контроле толстостенных труб ход лучей в теле трубы иной, чем в сплошном прутке. Лучи в сплошном прутке всегда отражаются от вогнутой поверхности, а в трубе — попеременно от выпуклой и вогнутой поверхностей, что приводит к распространению большей части УЗК по окружности.
Разработка методики контроля труб должна быть экспериментальной. Основные этапы методики должны включать разработку устройства, излучающего по возможности узкий пучок продольных волн, способ ввода этих волн в поверхность трубы под углом, обеспечивающим наилучшие условия для их распространения в стенке и отражения от возможных дефектов, способы обеспечения хорошего акустического контакта, сканирования при поиске дефектов, механизации и автоматизации контроля. При этом не имеет существенного значения, какие в конечном счете возбуждаются в изделии волны; важно, чтобы с их помощью можно было уверенно выявить несплошности металла.
Рассмотрим разработанные способы для определения оптимальных углов падения α УЗК при контроле цилиндрических изделий (труб) на наличие продольных дефектов. Для сохранения ранее предложенной терминологии и понятий условимся считать углом падения α пучка УЗК на кривую поверхность трубы угол, заключенный между центральным лучом пучка и перпендикуляром к плоскости, касательной к цилиндрической поверхности в точке ввода. Рассмотрим два случая.
Определение оптимального угла α (рисунок 1) для иммерсионного способа контроля. В ванну 1, заполненную жидкостью 2, поместим образец (участок) контролируемой трубы 3, на внутренней и внешней поверхности которой имитируем дефекты 6 — продольные надрезы глубиной около 0,1, длиной около 15 и шириной раскрытия около 0,1 мм. Образец в ванне расположим так, чтобы искусственные дефекты находились вблизи горизонтальной плоскости, проходящей через центр цилиндра. В верхней части ванны на расстоянии l<г0 Разместим прямой преобразователь 5, укрепленный на горизонтальной рейке 4, обеспечивающей перпендикулярное излучение в жидкость и перемещение преобразователя вдоль рейки. Преобразователь устанавливаем в исходное положение на рейке у нулевой метки, совпадающей с вертикальной плоскостью, проходящей через ось цилиндра. Для определения оптимального угла α преобразователь подключим к дефектоскопу и, перемещая его вдоль рейки вправо, будем наблюдать за экраном ЭЛТ прибора. Так как каждый луч пучка УЗК падает на кривую поверхность трубы под разными углами, увеличивающимися с перемещением преобразователя, то в стенке ее возбуждаются различные волны: продольные и сдвиговые в начальный момент, сдвиговые, нормальные и поверхностные при дальнейшем перемещении преобразователя вправо. При таком прозвучивании концевой (донный) сигнал будет отсутствовать, так как возбужденные в трубе волны, распространяясь по окружности, могут отразиться только от дефектов в стенке изделия или на ее поверхностях. Наличие нескольких видов волн в трубе благоприятно влияет на результаты контроля: дефекты, не выявленные, например, сдвиговыми волнами, хорошо выявляются нормальными или поверхностными волнами. Как показали эксперименты, при некотором положении преобразователя относительно трубы можно получить такую комбинацию волн в стенке, которая обеспечит наилучшие условия отражения их от заданных дефектов: это п
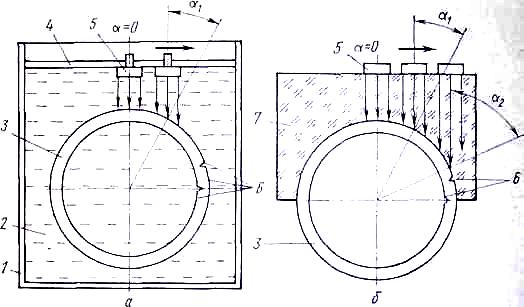
оложение (угол) может быть зафиксировано и рекомендовано при разработке методики контроля
Рисунок 1. Схема определения оптимального угла при контроле
цилиндрических труб иммерсионным (а) и контактным (б) способами
Определение оптимального угла α падения УЗК для контактного способа контроля. При контактном способе контроля, как правило, применяют угловые преобразователи, где УЗК вводят через призму, изготовленную из органического стекла. Физические свойства жидкости и органического стекла, а также скорости распространения в них УЗК различны. Поэтому рассмотренную выше методику определения оптимального угла в данном случае применить нельзя.
Устройство для определения оптимального угла α при контроле труб контактным методом состоит из фигурной призмы 7, изготовленной из органического стекла. Поверхность призмы, прилегающая к трубе, выполнена цилиндрической по форме контролируемого изделия, а противоположная поверхность, на которой размещен прямой преобразователь, выполнена плоской с направляющими салазками для перемещения преобразователя. Преобразователь устанавливают в исходное положение в направляющие салазки у нулевой метки, совпадающей с вертикальной плоскостью, проходящей через ось цилиндра. Методика определения оптимального угла α падения УЗК такая же, как и в случае использования жидкой среды. Перемещая преобразователь вправо от нулевой метки, наблюдают за экраном ЭЛТ и фиксируют максимальную амплитуду сигналов от искусственных дефектов. Затем измеряют угол α по отношению к центральному лучу пучка УЗК.
Для выявления в трубе поперечных дефектов необходимо комбинацию волн направить вдоль трубы. При этом оптимальный угол наклона преобразователя относительно образующей цилиндра определяют с помощью преобразователя с изменяемым углом α падения УЗК и контактной поверхностью слегка притертой к поверхности.
Для контроля труб в заводских условиях разработано несколько установок, обеспечивающих контроль труб определенных типоразмеров ИДЦ-3М, ИДЦ-8, УДТ-4М, и др.
Ультразвуковая установка ИДЦ-8 предназначена для автоматизирова
3.1. Ультразвуковой импульсный толщиномер типа «Кварц»
Этот прибор предназначен для определения толщины стенок магистральных трубопроводов, металлических резервуаров и других металлических конструкций при одностороннем доступе без дополнительной чистки поверхности в месте контроля. Он позволяет измерять толщины стенок от 2 до 50 мм. При проверке труб на буровых показания прибора записываются и одновременно показываются. При обнаружении уменьшения толщины стенки трубы ниже допустимой действует сигнализация.
3.2. Передвижная комплексная дефектоскопическая установка типа ПКДУ-1
Установка ПКДУ-1 предназначена для проведения на буровой дефектоскопического контроля резьбовых участков стальных бурильных труб диаметрами 60-140 мм, алюминиевых бурильных труб 73-147 мм, утяжеленных бурильных труб 108-203 мм и ведущих бурильных труб со стороной квадрата 114-140 мм. Кроме того, установка позволяет измерять толщину стенок алюминиевых и стальных бурильных труб диаметром 60 мм и более, а также сортировать стальные бурильные трубы электромагнитным методом по группам прочности Д, К и Е.
Пульт контроля, приборы и оборудование установки смонтированы в кузов типа СГК-3, установленном на шасси автомобиля ГАЗ-66.
Бурильные трубы на буровой контролируют с помощью выносных датчиков, соединенных с пультом контроля кабелями длиной 60 м. Установку обслуживают два оператора–дефектоскописта и водитель машины.
Техническая характеристика установки
Потребляемая мощность, кВт 2
Напряжение питания, В 220
Частота, Гц 50
Расход контактной жидкости, л/ч 100
Условие эксплуатации:Температура воздуха, °С -30+35
Режим эксплуатации: трехсменный, профилактические перерывы - не более 30 мин.
Установка ПКДУ-1 разработана Ивано-Франковским отделом ВНИИТпефти, а изготовляется опытным заводом «Нефтеавтоматика» (г Бугульма, Татарстан).
3.3. Устройство типа «Гном»
Устройство представляет собой переносной механизм, обеспечивающий постоянство ориентирования искателя по отношению к контролируемой поверхности к акустический контакт при контроле цилиндрических изделий различных диаметров. Оно предназначено для работы с серийно выпускаемыми ультразвуковыми дефектоскопами УД-10УА, ДУК-66 и ранее выпускавшимися УДМ-1М и УДМ-3. Устройство имеет три модификации: «Гном-60-185», «Гном-60-185В» и «Гном-60-185М». Здесь цифры 60-185 обозначают диапазон контролируемых диаметров в миллиметрах.
Модификация «Гном-60-185В» предназначена для контроля зоны сварного шва и участка галтельного перехода муфтового конца труб типа ТБПВ, стальных алюминиевых труб сборной конструкции, исследования тела бурильных труб на поперечные и объемные дефекты, выявления участков труб с толщиной стенки ниже установленного предела. Это устройство комплектуется сменными искателями с углами падения ультразвуковых колебаний (УЗК) 50 и 55°, а также специальным искателем для контроля толщины. В качестве контактной жидкости используется вода. Углы ввода УЗК можно менять в пределах 1-10°.
Модификация «Гном-60-185М» предназначена для выявления объемных и поперечных дефектов валов турбобуров. Комплектуется искателями с углами падения УЗК 47, 56 и 62°. В качестве контактной жидкости используется минеральное масло.
С помощью модификации «Гном-60-185» можно производить все виды контроля, перечисленные для предыдущих модификаций. Это устройство комплектуется искателями с углами падения УЗК 47, 50, 55, 56 и 62° и специальным искателем для контроля толщины.
Все модификации устройства имеют выдвижной указатель расстояния от устройства до какой-либо опорной поверхности (торца муфты, валика сварного шва и др.).
По специальному заказу модификации устройства (за исключением «Гном-60-185М») могут комплектоваться искателем для исследования дефектов, ориентированных вдоль оси трубы.
Габариты, мм 260х240х145
Масса, кг <1,3
Устройство «Гном» разработано ВНИИТнефтью. [7]
4. Измерение скоростей распространения волн Похгаммера
В стержнях существуют нормальные волны, бегущие в направлении длины стержня и образующие систему стоячих волн в поперечном сечении. По имени ученого, исследовавшего систему нормальных волн в круглых стержнях, их называют волнами Похгаммера. Свойства нормальных волн определяются константами упругости и удельной плотностью материала, частотой и поперечным размером волновода (диаметром стержня).
Нормальные волны в стержнях подразделяются на два типа: продольные или симметричные (рисунок 2, а) и изгибные или антисимметричные (рисунок 2, б).
В продольных нормальных волнах (симметричные моды) движение происходит симметрично относительно оси z стержня и преобладает осевая (продольная) компонента смещения. В изгибных нормальных волнах (антисимметричные моды) ось z претерпевает изгиб и преобладает поперечная компонента смещений. Кроме симметричных и несимметричных волн в стержне или трубе может распространяться крутильная волна (рисунок 2, в) в которой имеется только одна азимутальная компонента смещения, движение симметрично относительно оси z и представляет собой вращение поперечного сечения стержня относительно этой оси.