Файл: Отчет об учебной практике Выполнил студент группы атп152 Амиров Артём Рустемович.docx
Добавлен: 12.12.2023
Просмотров: 163
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Министерство образования и науки Российской ФедерацииФГБОУ ВПО УФИМСКИЙ ГОСУДАРСТВЕННЫЙ АВИАЦИОННЫЙТЕХНИЧЕСКИЙ УНИВЕРСИТЕТКафедра автоматизации технологических процессовОтчет об учебной практикеВыполнил : студент группы АТП-152Амиров Артём РустемовичПроверил: Рябов Юрий ВасильевичУфа 2016Я, студент Амиров Артём Рустемович, в период с 04.07.2016 по 17.07.2016 проходил учебную практику в ПАО «Уфимское моторостроительное производственное объединение» . Местом прохождения практики была вторая площадка УМПО. Передо мной стояли следующие задачи:1) Посетить музей ПАО УМПО и ознакомиться с продукцией, выпускаемой заводом.2) Посетить литейный цех и изучить:а) структуру цехаб) оборудованиев) виды изготавливаемых деталей и их техпроцесс производства3) Ознакомление со структурой предприятия4)Прохождение учебной практики в инструментальном цехе № 19 а:а) структура цехаб) устройство станков с числовым программным управлением (далее-чпу)в) виды деталей, изготавливаемых на станках с чпуг)технология изготовления деталей (технологические карты, чертежи)Посещения музея ПАО «УМПО»ОАО «Уфимское моторостроительное производственное объединение» — крупнейший разработчик и производитель авиационных двигателей в России. Здесь работают более 20 тысяч человек. УМПО входит в состав Объединенной двигателестроительной корпорации. Основными видами деятельности предприятия являются разработка, производство, сервисное обслуживание и ремонт турбореактивных авиационных двигателей, производство и ремонт узлов вертолетной техники, выпуск оборудования для нефтегазовой промышленности. УМПО серийно выпускает турбореактивные двигатели АЛ-41Ф-1С для самолетов Су-35С, двигатели АЛ-31Ф и АЛ-31ФП для семейств Су-27 и Су-30, отдельные узлы для вертолетов «Ка» и «Ми», газотурбинные приводы АЛ-31СТ для газоперекачивающих станций ОАО «Газпром». Под руководством объединения ведется разработка перспективного двигателя для истребителя пятого поколения ПАК ФА (перспективный авиационный комплекс фронтовой авиации, Т-50). УМПО участвует в кооперации по производству двигателя ПД-14 для новейшего российского пассажирского самолёта МС-21, в программе производства вертолётных двигателей ВК-2500, в реконфигурации производства двигателей типа РД для самолётов МиГ.
Посещение литейного цеха УМПОВ литейном цехе занимаются изготовлением фасонных деталей и заготовок путём заливки расплавленного металла в форму, полость которой имеет конфигурацию требуемой детали.Производство в литейном цехе начинается с изготовления моделей. Из специальной массы прессуются модели для детали разных размеров и конфигураций с последующей ручной отделкой.Облицовка модельных блоков и получение керамических форм- важная часть технологического процесса литейного цеха. Перед заливкой керамические формы прокаливаются в печах. Керамическая форма прокалена- далее её ждёт заливка сплавом. На фото снизу залитая сплавом керамическая форма.Структура цехов В составе УМПО 5 инструментальных цехов . Они занимаются изготовлением технологического оснащения. Здесь создают станочные приспособления, штампы для горячей и холодной обработки металлов, режущий инструмент, мерительный инструмент, пресс-формы для литья цветных и черных сплавов.Практика в цехе № 19 аПроцесс вырезания формы для штампа на лазерном станке ЧПУ Универсальный вертикально-фрезерный обрабатывающий станок
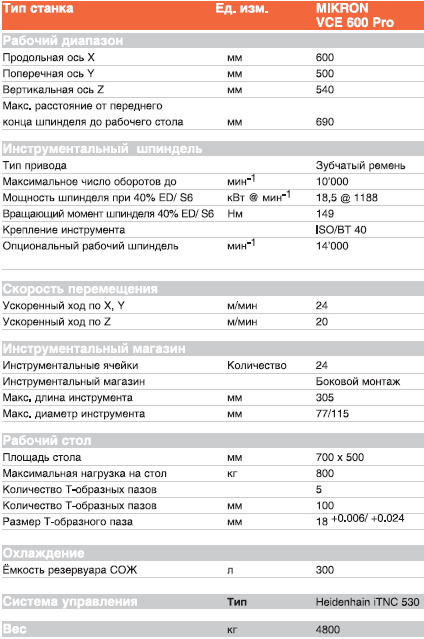
Стандартное оборудование для всех вертикальных обрабатывающих центров MIKRON VCE 600 Pro

Полностью закрытая защитная кабина • 2 боковых окна, большая фронтальная дверь• Интенсивные люминесцентные лампы в рабочей зоне• Телескопические кожухи на осях X, Y и Z • Спиральный транспортёр для удаления стружки с механическим двойным фильтром • Автоматическая централизованная смазка • Смонтированное сбоку устройство автоматической смены инструмента• Промывочный пистолет• Пневматический пистолет• Индикатор рабочих состояний• Рабочий шпиндель 10’000 мин-1• Водяное охлаждение шпиндельной головки • Регулируемое охлаждение главного шпинделя (14’000/16’000) • Боковое приспособление для смывания стружки • Форсунки для СОЖ и сжатого воздуха на шпиндельной головке• Выдвижной резервуар СОЖ • Нарезание резьбы без компенсационного патрона• Контурное управление Heidenhain iTNC 530• Heidenhain smarT.NC • Управление 30’000 инструментами• Интерфейс RS 232• Подготовка станка для опционального оборудования• Подключение EthernetСверху на фото чертёж «Штамп гибочный для детали фланец». Эту деталь можно изготовить на станке с ЧПУ «Микрон»По этому чертежу оператор станка сверяет габаритные размеры штампа и далее, согласно чертежу запускает программу на станке с ЧПУТехнология производства гибочных штампов1) Фрезерная Фрезеровать: а) базовые площадки б) торцы в) базовую боковую сторону г) осадочную площадкуд) гнездо под вставку2) Клеймить-маркировать марку материала 3) Фрезеровать фаски по чертежу4) Просверлить отверстие диаметром 20 мм на глубину 35 мм на торцах5) Клеймить ударным клеймом на нерабочем торце № штампа,марку материала6) Шлифовальная7)Работа на станке с ЧПУ а) Внедрение программы.б) Установить, закрепить заготовку на столе станкав) Настроить станок по индикатору на шлифованной базовой боковой поверхности
г) Настроиться по данным карты наладки в исходную точку по осямд) Ввести программу в запоминающее устройствое) Запустить станок на обработку по программеж) На станке с чпу «Микрон» обработать гравюру 8) Контроль гравюры9) Шлифовальная (шлифовка базовых площадок)10) Слесарная (обработка пневмомашинкой)11) Термообработка (проверка твердости по чертежу и деформацию)12) Слесарная (зачистка базовых площадок и плоскостей основания)13) Шлифовальная (шлифовка базовых площадок и плоскостей основания)14) Контрольная (контроль базовых площадок)15) Шлифовальная (шлифовка базового торца)16) Слесарная (обработка пневмомашинкой)17) Разметочная (нанесение рисок для всех сечений)18) Слесарная (полировка и зачистка пневмомашинкой)19) Заливка гравюры гипсом20) Разметочная (разметка под контроль по чертежу)21) Контрольная (контроль гипсового слепка в приборе)22) Слесарная (доводка гравюры штампа по слепку)23) Контроль окончательныйВыводПосетил музей ПАО УМПО , узнал историю завода и какие двигатели производит. Также посетил литейный цех УМПО. В инструментальном цехе изучил его структуру, станки с ЧПУ , виды изготовляемой продукции и их техпроцесс
Посещение литейного цеха УМПОВ литейном цехе занимаются изготовлением фасонных деталей и заготовок путём заливки расплавленного металла в форму, полость которой имеет конфигурацию требуемой детали.Производство в литейном цехе начинается с изготовления моделей. Из специальной массы прессуются модели для детали разных размеров и конфигураций с последующей ручной отделкой.Облицовка модельных блоков и получение керамических форм- важная часть технологического процесса литейного цеха. Перед заливкой керамические формы прокаливаются в печах. Керамическая форма прокалена- далее её ждёт заливка сплавом. На фото снизу залитая сплавом керамическая форма.Структура цехов В составе УМПО 5 инструментальных цехов . Они занимаются изготовлением технологического оснащения. Здесь создают станочные приспособления, штампы для горячей и холодной обработки металлов, режущий инструмент, мерительный инструмент, пресс-формы для литья цветных и черных сплавов.Практика в цехе № 19 аПроцесс вырезания формы для штампа на лазерном станке ЧПУ Универсальный вертикально-фрезерный обрабатывающий станок
Производство: микрон Mikron VCE 600 Pro
Тип ЧПУ : Heidenhain iTNC 530
Характеристики станка:
Полностью закрытая защитная кабина • 2 боковых окна, большая фронтальная дверь• Интенсивные люминесцентные лампы в рабочей зоне• Телескопические кожухи на осях X, Y и Z • Спиральный транспортёр для удаления стружки с механическим двойным фильтром • Автоматическая централизованная смазка • Смонтированное сбоку устройство автоматической смены инструмента• Промывочный пистолет• Пневматический пистолет• Индикатор рабочих состояний• Рабочий шпиндель 10’000 мин-1• Водяное охлаждение шпиндельной головки • Регулируемое охлаждение главного шпинделя (14’000/16’000) • Боковое приспособление для смывания стружки • Форсунки для СОЖ и сжатого воздуха на шпиндельной головке• Выдвижной резервуар СОЖ • Нарезание резьбы без компенсационного патрона• Контурное управление Heidenhain iTNC 530• Heidenhain smarT.NC • Управление 30’000 инструментами• Интерфейс RS 232• Подготовка станка для опционального оборудования• Подключение EthernetСверху на фото чертёж «Штамп гибочный для детали фланец». Эту деталь можно изготовить на станке с ЧПУ «Микрон»По этому чертежу оператор станка сверяет габаритные размеры штампа и далее, согласно чертежу запускает программу на станке с ЧПУТехнология производства гибочных штампов1) Фрезерная Фрезеровать: а) базовые площадки б) торцы в) базовую боковую сторону г) осадочную площадкуд) гнездо под вставку2) Клеймить-маркировать марку материала 3) Фрезеровать фаски по чертежу4) Просверлить отверстие диаметром 20 мм на глубину 35 мм на торцах5) Клеймить ударным клеймом на нерабочем торце № штампа,марку материала6) Шлифовальная7)Работа на станке с ЧПУ а) Внедрение программы.б) Установить, закрепить заготовку на столе станкав) Настроить станок по индикатору на шлифованной базовой боковой поверхности
г) Настроиться по данным карты наладки в исходную точку по осямд) Ввести программу в запоминающее устройствое) Запустить станок на обработку по программеж) На станке с чпу «Микрон» обработать гравюру 8) Контроль гравюры9) Шлифовальная (шлифовка базовых площадок)10) Слесарная (обработка пневмомашинкой)11) Термообработка (проверка твердости по чертежу и деформацию)12) Слесарная (зачистка базовых площадок и плоскостей основания)13) Шлифовальная (шлифовка базовых площадок и плоскостей основания)14) Контрольная (контроль базовых площадок)15) Шлифовальная (шлифовка базового торца)16) Слесарная (обработка пневмомашинкой)17) Разметочная (нанесение рисок для всех сечений)18) Слесарная (полировка и зачистка пневмомашинкой)19) Заливка гравюры гипсом20) Разметочная (разметка под контроль по чертежу)21) Контрольная (контроль гипсового слепка в приборе)22) Слесарная (доводка гравюры штампа по слепку)23) Контроль окончательныйВыводПосетил музей ПАО УМПО , узнал историю завода и какие двигатели производит. Также посетил литейный цех УМПО. В инструментальном цехе изучил его структуру, станки с ЧПУ , виды изготовляемой продукции и их техпроцесс