ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 09.01.2024
Просмотров: 176
Скачиваний: 4
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Нажатие силовых контактов ................................................................. 1,8—2,7 кгс
Разрыв блокировочных контактов, не менее ……………………………….. 3 мм
Провал блокировочных контактов ....................................................... 2,5—3,5 мм
 Нажатие блокировочных контактов ....................................................... 0,15 кгс
Нажатие блокировочных контактов ....................................................... 0,15 кгс Напряжение для испытания изоляции переменным током частотой 50 Гц в течение 1 мин:
силовой цепи................................................................................................. 9500 В
цепи управления ............................................................................................1500 В
Включение контактора при напряжении …………………………………… 30 В
1.3 КОНТАКТОР МК-15-01
Электрические печи включают контакторами МК-15-01, отличающимися oт контакторов МК-310Б отсутствием дугогасительной системы и двойным разрывом цепи.
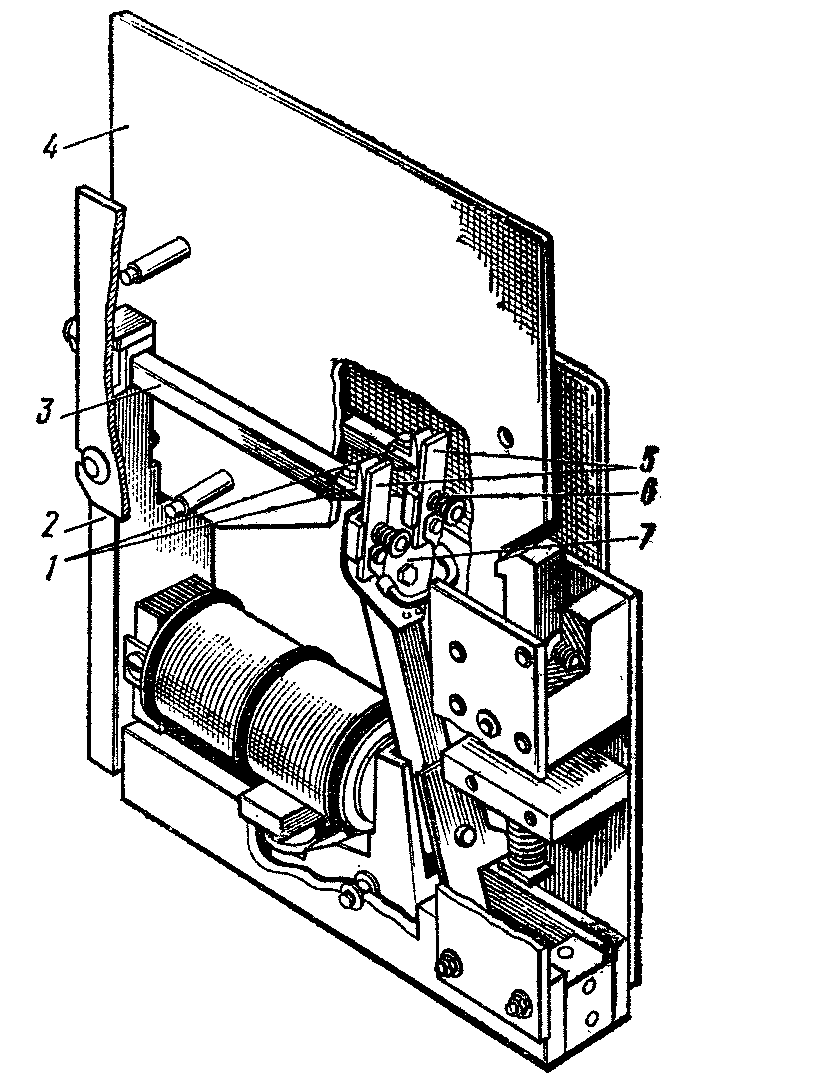
Рисунок 2 – Электромагнитный контактор МК-15-01
 На изоляционном рычаге укреплен сдвоенный держатель 7 (рис. 2) с двумя контактами 5, имеющими притирающие пружины 6. При включении контактора подвижные контакты касаются двух неподвижных контактов 1, укрепленных на стойке 2 через держатели 3. Между контактами находится асбестоцементная перегородка 4. При разрыве силовой цепи электрических печей образуются две небольшие дуги, которые растягиваются под действием потока теплого воздуха, охлаждаются окружающим воздухом и гаснут.
На изоляционном рычаге укреплен сдвоенный держатель 7 (рис. 2) с двумя контактами 5, имеющими притирающие пружины 6. При включении контактора подвижные контакты касаются двух неподвижных контактов 1, укрепленных на стойке 2 через держатели 3. Между контактами находится асбестоцементная перегородка 4. При разрыве силовой цепи электрических печей образуются две небольшие дуги, которые растягиваются под действием потока теплого воздуха, охлаждаются окружающим воздухом и гаснут.ТЕХНИЧЕСКИЕ ДАННЫЕ КОНТАКТОРА МК-15-01
Номинальное напряжение силовой цепи …………………………………. 3000 В
Номинальный ток силовой цепи ..................................................................... 1,4 А
Напряжение цепи управления ........................................................................... 50 В
Разрыв контактов ...................................................................................... 28—34 мм
Провал контактов ......................................................................................... 5—7 мм
Нажатие контактов ............................................................................... 0,8—1,3 кгс
Напряжение для испытания изоляции переменным током частотой 50 Гц в течение 1 мин:
силовой цепи ................................................................................................... 9500 В
цепи управления ……………………………………………………………. 1500 В
Включение контактора при напряжении ……………………………………. 30 В
Масса ................................................................................................................ 15,5 кг
2 ТЕХНОЛОГИЯ РЕМОНТА ЭЛЕКТРОМАГНИТНЫХ КОНТАКТОРОВ
2.1 СИСТЕМА ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ И РЕМОНТА ЭЛЕКТРОВОЗОВ
Для поддержания электровозов в работоспособном состоянии и обеспечения надежной и безопасной их эксплуатации существует система технического обслуживания и ремонта электроподвижного состава. Она введена приказом МПС России от 30 декабря 1999 г. N ЦТ-725 и положением № 3р от 17.01.2005г.
Предусматривается проведение следующих видов технического обслуживания и текущего ремонта электровозов постоянного тока серий ВЛ:
- технические обслуживания ТО-1, ТО-2, ТО-3 для предупреждения появления неисправностей, поддержания электровозов в работоспособном и надлежащем санитарно-гигиеническом состоянии, обеспечения бесперебойной, безаварийной работы и пожарной безопасности. Техническое обслуживание ТО-3 может быть упразднено начальником железной дороги по согласованию с Департаментом локомотивного хозяйства МПС России;
- техническое обслуживание ТО-4 для обточки бандажей колесных пар без выкатки их из-под электровоза при достижении оптимальных для данного участка эксплуатации или предельных величин проката и толщины гребней бандажей;
- техническое обслуживание ТО-5, выполняемое:
в процессе подготовки электровоза для постановки в запас МПС России и длительного содержания в резерве железной дороги -ТО-5а;
в процессе подготовки электровоза к отправке в недействующем состоянии в капитальный ремонт на заводы или в другие депо, в текущий ремонт в другие депо, передачи на баланс другим депо или передислокации-ТО-5б;
в процессе подготовки электровоза к эксплуатации после постройки, ремонта на заводах или в других депо, после передислокации-ТО-5в;
в процессе подготовки электровоза к эксплуатации перед выдачей из запаса МПС России или РУД-ТО-5г;
- текущие ремонты ТР-1, ТР-2 и ТР-3 для поддержания работоспособности электровозов, восстановления основных эксплуатационных характеристик и обеспечения их стабильности в межремонтный период путем ревизии, ремонта, регулировки, испытаний и замены деталей, узлов, агрегатов.
- капитальные ремонты (КР-1 и КР-2) являются главным средством «оздоровления» электровозов и предусматривают восстановление несущих конструкций кузова, сложный ремонт рам тележек, колесных пар и редукторов, тяговых двигателей и вспомогательных машин, электрических аппаратов, кабелей и проводов, восстановление чертежных размеров деталей и т. д. Капитальные ремонты электровозов осуществляют на ремонтных заводах.
Ремонтный цикл включает последовательно повторяемые виды технического обслуживания и ремонта. Порядок их чередования определяется структурой ремонтного цикла.
Периодичность ремонта магистральных электровозов, т. е. пробеги между техническими обслуживаниями и ремонтами, а также нормы простоя электровозов при этом устанавливаются начальниками дорог с учетом конкретных эксплуатационных условий на основе нормативов приказа МПС
 (рис.3)
(рис.3)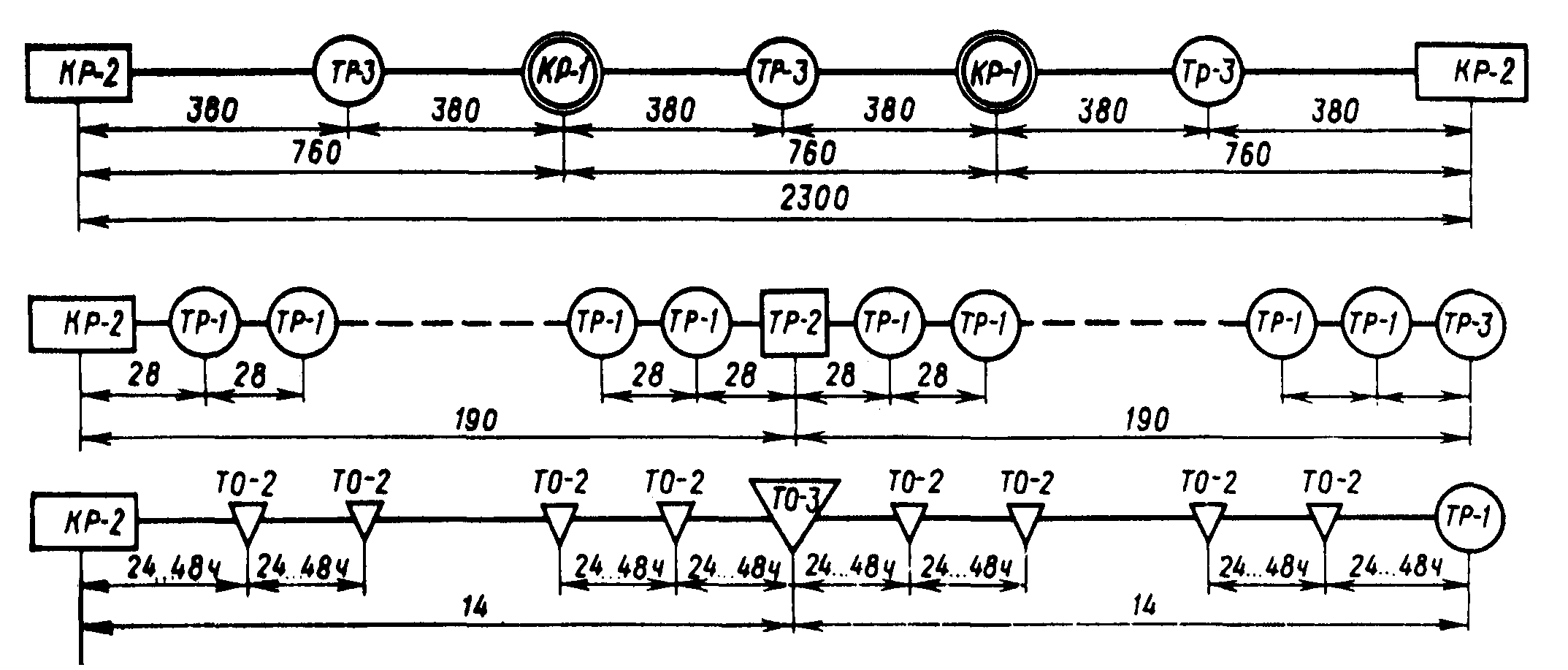
Рисунок 3 - Нормативы межремонтных пробегов в км
 Нормы продолжительности технических обслуживаний ТО-4, ТО-5, текущих ремонтов ТР-1, ТР-2 и ТР-3 устанавливаются начальником железной дороги, исходя из технической оснащенности депо, рационального использования ремонтной базы, равномерной загрузки участков по ремонту, обеспечения высокого качества ремонта, проведения испытания и приемки электровозов после ремонта, а также с учетом выполнения установленной нормы деповского процента неисправных электровозов.
Нормы продолжительности технических обслуживаний ТО-4, ТО-5, текущих ремонтов ТР-1, ТР-2 и ТР-3 устанавливаются начальником железной дороги, исходя из технической оснащенности депо, рационального использования ремонтной базы, равномерной загрузки участков по ремонту, обеспечения высокого качества ремонта, проведения испытания и приемки электровозов после ремонта, а также с учетом выполнения установленной нормы деповского процента неисправных электровозов.2.2 РАЗБОРКА КОНТАКТОРА
Электромагнитный контактор МК-310Б разбирают в следующей последовательности:
Снимают дугогасительную камеру, а на МК-15-01 перегородки и осматривают их состояние.
Отсоединяют гибкие шунты и соединительный кабель. Проверяют их целостность и припайку наконечника к проводу. Снимают неподвижный контакт, рычаг с подвижным контактом. Снимают блокировку, очищают все детали и осматривают их целостность, рейки, пружины и держатели пружин. Проверяют резьбовые отверстия в планках. Снимают с контактора пружины.
Снимают дугогасительную катушку, предварительно ослабив ее выводы.
Осматривают изоляционную стойку и при надобности снимают и заменяют другой. Отвертывают болты, крепления вертикальной стенки, снимают ее. Снимают включающую и удерживающую катушки.
Проверяют исправность якоря, ярма и их крепления, при неисправности снимают с контактора.
2.3 РЕМОНТ ЭЛЕКТРОМАГНИТНЫХ КОНТАКТОРОВ
Ремонт электромагнитных контакторов при текущем ремонте проводят с полной их разборкой. Его удобно производить на специальных стендах, имеющих подвод воздуха и постоянного тока напряжением 50В для испытания
отремонтированных аппаратов.
 На таком стенде каждый контактор устанавливают в гнездо, позволяющее быстро закрепить стойку и свободно поворачивать аппарат в горизонтальной плоскости при разборке и сборке. Перед разборкой контакторы продувают сжатым воздухом, снимают дугогасительную камеру и осматривают узлы и детали на определение объема ремонта. Все детали очищают от грязи, разбирают и осматривают, убеждаясь в отсутствии трещин.
На таком стенде каждый контактор устанавливают в гнездо, позволяющее быстро закрепить стойку и свободно поворачивать аппарат в горизонтальной плоскости при разборке и сборке. Перед разборкой контакторы продувают сжатым воздухом, снимают дугогасительную камеру и осматривают узлы и детали на определение объема ремонта. Все детали очищают от грязи, разбирают и осматривают, убеждаясь в отсутствии трещин.Рог дугогасительной системы очищают от плавлений и копоти металлической щеткой или наждачным полотном. Профиль рога проверяют по шаблону и при больших оплавлениях или трещинах восстанавливают газовой сваркой. После остывания дугогасительного рога сварочный шов зачищают напильником.
Контакты с незначительным износом или имеющие подгары, зачищают бархатным или личным напильником, стараясь снять возможно меньший слой металла и не изменить профиля контакта. После зачистки контакты протирают ветошью. Места сопротивления контакта с рогом обслуживают припоем. Контакты, изношенные выше допустимых норм, могут быть восстановлены. В этом случае изношенные контакты после очистки и замеров наплавляют медью газосваркой. Контакты предварительно нагревают газовой горелкой, после чего наплавляют их рабочие поверхности. Наплавленные контакты для придания твердости простукивают молотком и обрабатывают. Размеры профиля контактов контролируют шаблонами.
Дугогасительную катушку проверяют на отсутствие повреждений поверхностной изоляции, на надежность пайки кабельных наконечников; замеряют активное сопротивление обмотки и сопротивление изоляции между обмоткой и полюсами, которое должно быть не менее 10 Мом. При заниженном сопротивлении изоляции катушку сушат в печи при температуре 100-110°С или производят замену изоляционной втулки сердечника. Площадь сечения провода и число витков дугогасительной катушки должны соответствовать техническим требованиям чертежа. В случае невыполнения
 этого условия может быть неправильное направление магнитного выдувания электрической дуги, что приводит к сильным обгарам дугогасительных рогов и
этого условия может быть неправильное направление магнитного выдувания электрической дуги, что приводит к сильным обгарам дугогасительных рогов и
контактов. Дугогасительную катушку контактора с трещинами в витках заменяют. При постановке новой катушки контактный вывод приваривают латунью, предварительно хорошо пригнав друг к другу сопрягаемые поверхности. После этого место соединения с витками изолируют вполуперекрышу двумя слоями лакоткани и изоляционной лентой. Витки катушки прокрашивают при необходимости масляно-битумным лаком БТ-99 Витки не должны касаться друг друга и подходить ближе чем на 2 мм к дугогасительному рогу.
Включающую катушку контактора - промывают бензином и осматривают на отсутствие ослабления выводных зажимов, проверяют наружную изоляцию и состояние каркаса. Для выявления возможных обрывов проводов измеряют мегаомметром активное сопротивление катушки. Оно не должно отклоняться от установленного более чем на 8% в большую или на 5% в меньшую сторону. Повышенное сверх допустимого значения сопротивление катушки укажет на возможный внутренний обрыв обмотки или на ухудшение
 контакта между жилой вывода обмотки и наконечником. Катушки с пониженным сопротивлением изоляции подвергаются пропитке.
контакта между жилой вывода обмотки и наконечником. Катушки с пониженным сопротивлением изоляции подвергаются пропитке.Ремонт катушек с их полной разборкой выполняют при наличии в них обрывов проводников или межвитковых замыканий. Если у катушек повреждена покровная изоляция, то при ремонте ограничиваются только сменой изоляции. У катушек допускается восстановление двух обрывов обмотки. Концы обмоточных проводов в местах обрыва зачищают, скучивают и пропаивают припоем ПОС-40.
Катушки с оплавлением витков более 3% площади их сечения или с трещинами шин подлежат ремонту. Прогары, оплавления или трещины зачищают и проваривают латунью газовой сваркой. При более глубоких прожогах катушки заменяют. Катушки, прошедшие ремонт, пропитывают в
лаке. Поврежденную оплетку выводов заделывают прорезиненной липкой лентой.
Якорь магнитопровод, сердечник промывают от грязи и при необходимости оцинковывают. Втулки с разработанными отверстиями в контактодержателе, якоря распрессовывают и устанавливают новые. Оси и