Добавлен: 10.01.2024
Просмотров: 240
Скачиваний: 11
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Взрывоопасные зоны. Класс взрывоопасных зон, в соответствии с которым происходит выбор электрооборудования, определяется технологами совместно с электриками в проектной документации.
а) помещения или ограниченные пространства в которых имеются или могут образоваться взрывоопасные смеси;
б) к взрывоопасным относятся ЛВЖ, у которых температура вспышки не превышает 61 ºС, а давление паров при температуре 20ºС составляет менее 100 кПа (около 1 ат);
в) взрывозащищенное электрооборудование - электрооборудование, в котором предусмотрены конструктивные меры по устранению или затруднению возможности воспламенения окружающей его взрывоопасной среды в результате эксплуатации этого электрооборудования..
Примечания: 1. Объемы взрывоопасных газов и паровоздушной смесей, а также время образования паровоздушной смеси определяются в соответствии документации и определёнными правилами.
Электромеханический цех (ЭМЦ) является электробезопасным, так как все электрооборудование заземлено и опасность поражения людей электротоком минимальна, то есть практически отсутствует.
2. Расчётная часть
2.1 Категория надёжности электроснабжения и выбор схемы
 Передача, распределение и потребление электрической энергии на предприятии должно производиться с высокой надёжностью и экономичностью. На предприятии для передачи, распределения электрической энергии используют распределительные подстанции, распределительные щиты, которые необходимо обслуживать электрику, чтобы предприятие работа не прекращало свою работы, так же для передачи и распределения электрической энергии до электроприёмников используют шинопровода, кабели и токопровода.
Передача, распределение и потребление электрической энергии на предприятии должно производиться с высокой надёжностью и экономичностью. На предприятии для передачи, распределения электрической энергии используют распределительные подстанции, распределительные щиты, которые необходимо обслуживать электрику, чтобы предприятие работа не прекращало свою работы, так же для передачи и распределения электрической энергии до электроприёмников используют шинопровода, кабели и токопровода.К основным требованиям, предъявляемым к цеховому электроснабжению, являются: экономичность, надёжность, безопасность, удобство эксплуатации, обеспечение надлежащего качества электроэнергии, необходимая гибкость, обеспечивающая возможность расширения при развитии предприятия.
Потребители, рассматриваемого цеха, относят ко второй и третьей категории надёжности в электроснабжении, о которых сказано в ПУЭ.
Электроприёмники II категории надёжности – это потребители,
перерыв электроснабжения которых приводит к массовому недоотпуску продукции, массовым простоям рабочих, механизмов и промышленного транспорта, нарушению нормальной деятельности значительного количества городских и сельских жителей.
Согласно ПУЭ, электроприемники второй категории в нормальных режимах должны обеспечиваться электроэнергией от двух независимых взаимно резервирующих источников питания. Для электроприемников второй категории при нарушении электроснабжения от одного из источников питания допустимы перерывы электроснабжения на время, необходимое для включения резервного питания действиями дежурного персонала или выездной оперативной бригады. Допустимый интервал продолжительности нарушения электроснабжения для электроприемников второй категории не более 30 мин.
Электроприёмники III категории надёжности – все остальные приёмники электрической энергии, которые не входят в первую и вторую категорию надёжности электроснабжения. У приёмников третьей категории электроснабжения отсутствует резервное питание, поэтому допустимый интервал продолжительности нарушения электроснабжения для электроприемников третьей категории не более 24 часов подряд, не более 72 часов суммарно в год.
К элекроприёмникам ЭСН II категории надёжности в промышленном производстве относят: прокатное цехи, машиностроительные цеха.
В данной работе к третьей категории надёжности электроснабжения относят щиты, инструменты рабочего персонала, включаемых в сеть 220 В.
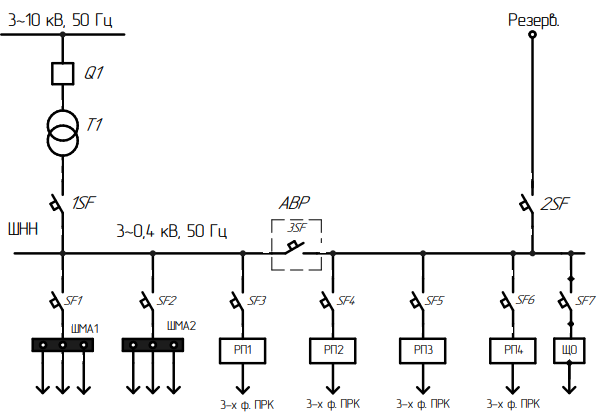
Рисунок 2.1 Схема электроснабжения цеха
2.2 Расчёт электрических нагрузок
 Определение активной, реактивной, полной мощности электроприёмников на шинопроводах и распределительных установок производится для дальнейшего выбора трансформаторов, шинопроводов, аппаратов защиты, распрелеления и автоматики.
Определение активной, реактивной, полной мощности электроприёмников на шинопроводах и распределительных установок производится для дальнейшего выбора трансформаторов, шинопроводов, аппаратов защиты, распрелеления и автоматики.Таблица 2.2.1 Перечень ЭО электромеханического цеха
| № на плане | Наименование ЭО |  , кВт , кВт | Примечание |
| 1…4 | Краны мостовые | 36 | ПВ=25% |
| 2, 3, 22, 23 | Манипуляторны электрические | 3,2 | |
| 6, 28 | Точильно-шлифовальные станки | 2 | |
| Продолжение таблицы 2.2.1 | |||
| 7, 8, 26, 27 | Настольно-сверлильные станки | 2,2 | |
| 9, 10, 29, 30 | Токарные полуавтоматы | 10 | |
| 11…14 | Токарные станки | 13 | |
| 15…20, 33…37 | Слиткообдирочные станки | 3 | |
| 24, 25 | Горизонтально-фрезерные станки | 7 | |
| 31, 32 | Продольно-строгальные станки | 10 | |
| 38…40 | Анодно-механические станки | 75 | |
| 41 | Тельфер | 5 | |
| 42, 43 | Вентиляторы | 4,5 | |
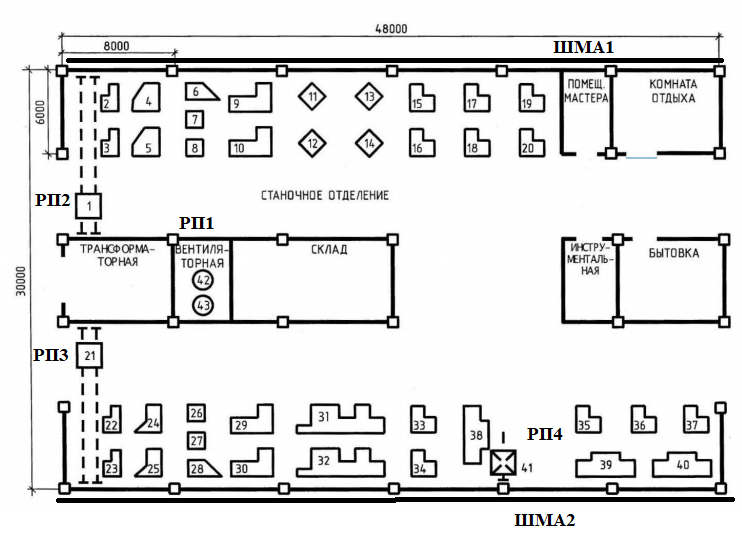
Рисунок 2.2.1 - План расположения ЭО электромеханического цеха
 1. Определение максимального коэффициента нагрузки:
1. Определение максимального коэффициента нагрузки:nэ=1,1, если n>6 на ШМА или РП
nэ=1, если на n<6 на ШМА или РП
nэ= Км=Км`
ШМА1: Км=Км`=1,1
ШМА2: Км=Км`=1,1
РП1: Км=Км`=1
РП2: Км=Км`=1
РП3: Км=Км`=1
РП4: Км=Км`=1
2. Определение активной, реактивной, полной мощности за смену на ШМА1:


1) Манипуляторы 2,3:




 3. Определение максимальной активной мощности ШМА1:
3. Определение максимальной активной мощности ШМА1:

4. Определение максимальной реактивной мощности ШМА1:
 `
`
5. Определение максимальной полной мощности ШМА1:
Sм=


6. Определение максимального тока нагрузки ШМА1:

 кВ
кВ
Аналогично произвёл расчёты параметров для остальных
| Таблица 2.2.1 | |||||||||||||||||||
| Наименование РУ и ЭП | Нагрузка установленная | Нагрузка средняя за смену | Нагрузка максимальная | ||||||||||||||||
| РЭП, | n | Рн, | Ки | cos a | tg a | m | Рсм, | Qсм, | Sсм, | nэ | Км | Км` | Рм, | Qм, | Sм, | Iм, | |||
| кВт | кВт | кВт | кВAр | кВА | кВт | кВAр | кВА | А | |||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | ||
| ШМА1 | | | | | | | | | | | | | | | | | | ||
| Маниипуляторы | 3,2 | 2 | 6,4 | 0,1 | 0,5 | 1,73 | | 0,64 | 1,1 | 1,3 | | 1,1 | 1,1 | 0,7 | 1,21 | 1,4 | | ||
| Токарно-шлифовальный станки | 2 | 1 | 2 | 0,14 | 0,5 | 1,73 | 0,28 | 0,48 | 0,55 | | 0,3 | 0,5 | 0,58 | | |||||
| Настольно-сверлильные станки | 2,2 | 2 | 4,4 | 0,16 | 0,6 | 1,33 | 0,7 | 0,93 | 1,2 | | 0,77 | 1 | 1,77 | | |||||
| Токарные полуавтоматы | 10 | 2 | 20 | 0,17 | 0,65 | 1,17 | 3,4 | 4 | 5,2 | | 3,7 | 4,4 | 5,7 | | |||||
| Токарные станки | 13 | 4 | 52 | 0,14 | 0,5 | 1,73 | 7,28 | 12,6 | 14,5 | | 8 | 13,9 | 16 | | |||||
| Слиткообдирочные станки | 3 | 6 | 18 | 0,17 | 0,65 | 1,17 | | 3,1 | 3,6 | 4,7 | | 3,4 | 4 | 5,2 | | ||||
| Всего по ШМА1 | 33,4 | 17 | 102,8 | 0,15 | 0,56 | 1,47 | | 15,4 | 22,7 | 27,5 | | 17 | 25 | 33 | 50 | ||||