Файл: Лекция 9 Металлы и металлические изделия, применяемые для проектирования. Пути повышения качеств сварочных работ.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 11.01.2024
Просмотров: 27
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Лекция 9 Металлы и металлические изделия, применяемые для проектирования. Пути повышения качеств сварочных работ.
Металлы делятся на черные и цветные. В настоящее время в строительстве применяют в основном черные металлы (сталь и чугун), изготавливая из них различные строительные конструкции (фермы мостов, каркасы зданий, элементы покрытии и т.п.). В последнее время достаточно широкое применение стал получать алюминий. Для отделочных, а также санитарно-технических деталей, кроме черных, употребляют сплавы цветных металлов.
Виды металлических строительных материалов и изделий.
Применяемые в строительстве металлические материалы можно разделить на прокатный профильный металл широкого и специального назначения, прокатный металл простых сечений, сталь для армирования бетона, трубы, стальные отливки и чугунное литье. Широкое применение имеет сталь прокатная простого профиля: полосовая, квадратная, круглая, широкополосная, толстолистовая, тонколистовая, кровельная, волнистая, а также стальной прокат (уголки равнобокие и неравнобокие, двутавры, швеллеры и т.д.), см. рис; выпускаются также специальные профили для оконных и фонарных переплетов и других элементов и деталей.
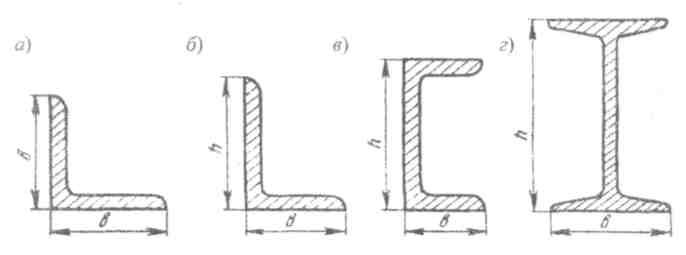
Рис. Виды стального проката:
а - равнобокий уголок; б - неравнобокий уголок; в - швеллер; г – двутавр
Профильный металл, применяемый для строительных конструкций (уголки, двутавры, швеллеры), выпускается разных размеров. В стандартах и справочниках приводятся таблицы всех видов выпускаемого проката с указанием их размеров, массы 1 м и других, необходимых для их использования данных.
Стальные трубы изготавливаются диаметром от 5 до 1420 мм для широкого использования в строительстве.
Для армирования бетона применяют горячекатанную арматурную сталь и холоднокатанную проволоку. В зависимости от профиля стержневая и проволочная арматура подразделяется на гладкую и периодического профиля.
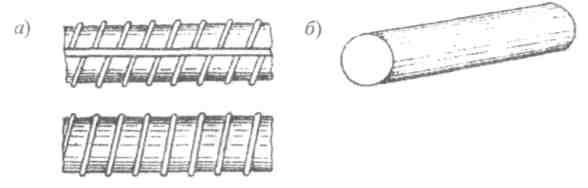
Рис. Виды арматуры:
а - горячекатаная периодического профиля; б - гладкая стержневая
При диаметре от 3 до 9 мм арматурная сталь может поставляться в бухтах (мотках), диаметром от 10 мм и более - в виде стержней длиной 6-12 м.
Из проволоки изготовляют арматурные изделия в виде прядей, канатов и сеток. Арматура делается из сталей различных марок.
Лакокрасочные материалы
Строительные конструкции покрывают лакокрасочными составами для предохранения их от разрушающего действия атмосферных влияний, вредных паров и газов и от загнивания; для придания наружной поверхности конструкции красивого внешнего вида и для улучшения санитарно-гигиенических условий в помещениях.
К лакокрасочным материалам относятся пигменты, связующие вещества и краски.
Пигментами называют тонко измельченные цветные порошки, растворимые в воде и органических растворителях; но способные равномерно смешиваться с ними, придавая определенные цвета красочным составам.
Пигменты могут быть минеральными и органическими. В строительстве применяют главным образом минеральные пигменты. Наиболее распространенными являются следующие пигменты: белые - мел, белила цинковые, литопон, белила свинцовые и титановые, сульфопон; желтые -охра, крон свинцовый и цинковый; синие - ультрамарин и лазурь; зеленые - зелень свинцовая хромовая; окись хрома, зелень цинковая; красные -мумия природная, и искусственная, сурик свинцовый, крон красный; коричневые - железный сурик и умбра; черные - сажи, перекись марганца и графит.
Связующие вещества служат для связывания частиц пигмента между собой и с поверхностью, на которую наносится окраска.
Связующие можно подразделить на три группы:
-
масляные олифы и масляные лаки; -
клеевые, изготовляемые с применением клеев и воды;
- эмульсионные, получаемые введением масел в воду в присутствии эмульгаторов или введением воды в масло.
Для придания краскам необходимой консистенции к ним прибавляют разбавители. Для клеевых связующих разбавителем служит вода, для масляных и лаковых - олифы, скипидар, лаковый керосин, сольвент-нафта.
Олифы различают натуральные и искусственные. Натуральные олифы являются продуктом термической обработки растительных масел. Наиболее широко используются олифы льняные и конопляные. Высокая стоимость растительных масел ограничивает использование натуральных олиф в строительстве. Искусственные олифы применяют для разведения, масляных красок: до малярной консистенции и для внутренней окраски неответственных объектов по стали, дереву и штукатурке.
Лаки масляные представляют собой растворы природных или искусственных смол в растительных маслах. Масляные лаки применяют в качестве связующего для производства эмалевых красок.
Клеи применяют для получения водных связующих. Наиболее часто используют клей мездровый (малярный) - продукт разваривания в воде кожных покровов животных; клей костяной (столярный) - продукт переработки клеящего вещества, извлекаемого из обезжиренных костей; казеин - продукт, получаемый воздействием кислот на снятое молоко.
Растворители предназначаются для разбавления лаков, тертых красок и грунтовок. Наиболее распространенными растворителями являются скипидар, лаковый бензин и сольвент-нафта.
Масляными красками называют густые пасты, представляющие собой смесь пигментов, наполнителей и связующих, переработанные на краскотерочных машинах. Они выпускаются в двух видах: густотертыми и готовыми к употреблению. Густотертые краски перед применением надо разводить олифами до рабочей консистенции. Масляные краски употребляют при всевозможных покрасках по металлу, дереву и штукатурке.
Эмалевые краски получают при перетирании сухих пигментов с масляными лаками. По высыхании они образуют глянцевую поверхность. В зависимости от назначения различают эмалевые краски для внутренних работ и особо стойкие эмалевые краски - для наружных работ.
Пути повышения качеств сварочных работ
Повышение производительности сварочного процесса
Для увеличения производительности сварочных работ по изготовлению электротехнического оборудования необходимо вводить прогрессивные методы производства, повышающие производительность труда в несколько раз.
Методы повышения производительности сварочных работ:
начинать работу нужно с нижних кромок;
удерживать в верхней части металл в расплавленном виде;
швы необходимо наплавлять немного выше стержней;
использовать электроды с железосодержащим порошковым покрытием.
Поскольку попытки механизировать сварку оказались трудоемкими и малоэффективными
, основные сварочные процессы производятся ручным способом.
Способы повышения производительности ручной дуговой сварки
Основным показателем производительности сварочного процесса считается площадь обработанной поверхности за определенный отрезок времени.
Среди основных способов повышения производительности сварочных работ можно назвать следующие:
-
более глубокое проплавление основного металла; -
выполнение работы с помощью специальных электродов, дающих большой козырек; -
используют максимальный ток; -
работа ведется в нижнем положении угловых и стыковых швов и пр.
На небольших производствах иногда используют механизированную дуговую сварку, когда дуга автоматически поддерживается и перемещается. Но электроды приходится заменять только ручным способом. Если сварщик может обслуживать одновременно несколько установок, это даст существенное повышение производительности.
Методы повышения производительности труда при сварке
Среди наиболее эффективных методов, гарантирующих увеличение производительности сварочных работ, можно назвать следующие:
Усиление тока дуги до 2 тысяч а., что ведет к росту массы металла и увеличению глубины провара
Увеличение концентрации нагрева через снижение площади блуждания и повышение плотности тока. Это способствует усилению давления.
Повышения напряжения дуги можно добиться методом приэлектродных падений, что приводит к увели¬чению скорости плавления и более глубокому проплавлению.
Понижение температуры нагрева металла электродов выше, чем температура плавления. Этого можно достичь, увеличивая количество расплавленного металла за условную единицу времени.
Увеличение количества жидкого металла, который подается с конца электрода.
Усиление скорости плавления присадочного металла через предварительный разогрев.
Увеличение плотности тока и вылета электрода.
Снижение уровня разбрызгивания металла путем стабилизации количества.
Повышение производительности за счет организации рабочего места
Основой работы сварщиков являются комфортные условия, которые можно создать только используя сварочные столы. Поэтому очень важно, чтобы они были качественные, правильного размера и хорошо подобраны. Профессиональные сварочные столы обеспечивают безопасность сварщика, что является приоритетом на любом предприятии. Материал изготовления и функциональность сварочного стола – это не
единственные параметры, на которые стоит обратить внимание.
Сварочные столы представляют собой плоские рабочие поверхности, на которые можно безопасно опереть металлические детали во время сварки.
Столы для сварки изготавливаются из стали, ножки должны быть на колесах и регулироваться по высоте. На рынке представлены переносные и стационарные столы. Качество сварочного стола не только влияет на эффективность работы, но и повышает производительность.
Не все вышеперечисленные методы повышения производительности сварочного труда могут быть использованы неопытными сварщиками. Но опытные специалисты смогут применить на практике наши советы и повысить эффективность своей работы, способствуя повышению общей рентабельности и конкурентоспособности предприятия.