Файл: Реферат хтп18. 03. 0103. 00. 00 Лр в. А. Окользина студент гр. Бтп2021 Проверил А. В. Сусликов.docx
Добавлен: 11.01.2024
Просмотров: 179
Скачиваний: 3
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Министерство науки и высшего образования Российской ФедерацииФилиал федерального государственного бюджетного образовательного учреждения высшего образования“Уфимский государственный нефтяной технический университет” (ФГБОУ ВО УГНТУ в г. Салавате)Институт нефтепереработки и нефтехимииКафедра «Химико-технологические процессы»Общая химическая технологияПроизводство ароматический углеводородов каталитическим риформингом бензиновых фракцийРефератХТП-18.03.01-03.00.00 ЛРВыполнил: В.А. Окользинастудент гр. БТП-20-21 Проверил: А.В. СусликовСтарший преподавательСалават2023
Назначением каталитического риформинга является:
Сырье бензинового риформинга – гидроочищенная прямогонная бензиновая фракция, содержащая как можно меньше фракции С6. Т.е. фракция 85-180оС
Три основных продукта:
Каталитический риформинг - сложный химический процесс, включающий разнообразные реакции, которые позволяют коренным образом преобразовать углеводородный состав бензиновых фракций и тем самым значительно улучшить их антидетонационные свойства.
Наиболее важны перечисленные ниже реакции, приводящие к образованию ароматических углеводородов.
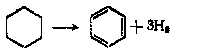
Дегидрирование шестичленных нафтенов
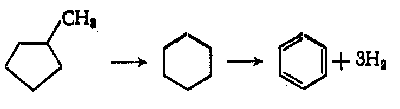
Дегидроизомеризация пятичленных нафтенов
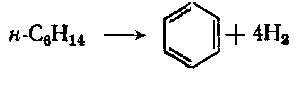
Ароматизация (дегидроциклизация) парафинов
Важнейшими технологическими параметрами процесса каталитического риформинга являются:
- температура на входе в реактор;
Реакции ароматизации протекают при высокой температуре 480-530 оС.
Температура является основным параметром регулирования активности катализатора.
С повышением температуры роль реакции, в результате чего выход ароматических углеводородов и октановое число катализатора заметно повышается.
Оптимальную температуру процесса определяют в зависимости от желаемого соотношения выхода продукта к его октановому числу и выходу ароматических углеводородов и ограничивают допустимой степенью гидрокрекинга и скоростью образования кокса на катализаторе.
На величину температуры процесса влияет углеводородный состав сырья. Чем выше содержание парафиновых углеводородов в сырье, тем выше требуется температура для получения заданного октанового числа катализата-компонент высокооктанового бензина, ароматические углеводороды. Температура процесса должна поддерживаться на минимально возможном уровне, обеспечивающем получение катализата заданного качества.
При изменениях загрузки по сырью, входные температуры должны корректироваться: уменьшаться при снижении загрузки и увеличиваться после увеличения загрузки. Прежде чем уменьшить загрузку следует снизить температуру на входе в реактор. Повышение температуры следует производить после увеличения загрузки.
Максимальная температура на входе в реактора риформинга 525оС. Дальнейшее повышение температуры нежелательно в связи с развитием реакций, сопровождающихся повышенным газообразованием и ускоренным закоксовыванием катализатора, сокращающим продолжительность рабочего цикла. Кроме того, слишком высокие температуры опасны тем, что способствуют возникновению локальных перегревов, разрушающих поверхность катализатора.
- давление проведения процесса;
Процесс проводится при давлении 1-4 Мпа.
Повышение давления в реакторах снижает коксообразование, но ведет к уменьшению степени ароматизации катализата и увеличивает гидрокрекинг, в результате чего возрастает выход легких углеводородов, снижается выход водорода и катализата.
- соотношение водород/сырье;
Соотношение водород/сырье определяется как отношение объема циркулирующего водорода, приведенного к нормальным условиям (00С и 0,1 МПа), к объему сырья, проходящего через реакторы в единицу времени (нм3/м3 сырья).
При неизменных других параметрах увеличение соотношения водород/сырье снижает коксообразование, увеличивает срок службы катализатора. Уменьшается время пребывания сырья в реакторе, уменьшается глубина преобразования углеводородов.
Оптимальное мольное соотношение водород/сырье во время ведения технологического процесса составляет от 5 до 7 моль/моль.
- объемная скорость подачи сырья;
Объемной скоростью подачи сырья называется объем сырья, проходящий через единицу объема катализатора в час и имеет размерность:

Реакцию дегидроциклизации парафинов (ароматизация) целесообразно проводить при более высокой температуре и более высокой объемной скорости подачи сырья. Объемная скорость подачи сырья поддерживается в пределах от
1 до 4 ч'1 .
При постоянной объемной скорости подачи сырья повышение температуры способствует увеличению степени ароматизации сырья, но уменьшению выхода жидких и увеличения газообразных продуктов. Чем больше содержание нафтенов в сырье, тем больше выход ароматики. При постоянной температуре снижение объемной скорости сырья способствует снижению выхода и увеличению октанового числа катализата.
- водно-хлоридный баланс катализатора;
Основное назначение подачи хлорида в систему риформинга – поддержание активных кислотных центров в структуре катализатора. Назначение подачи воды – равномерное распределение хлорида по всему слою катализатора. Кислотные центры ответственны за необходимые реакции дегидроциклизации и изомеризации. Важно соблюдать оптимальное содержание хлорида в системе, поскольку перенасыщение катализатора хлоридом сопровождается усилением реакций крекинга, что уменьшает выход катализата и ускоряет процесс образования кокса. Для обеспечения нормального водно-хлоридного баланса катализатора на вход в первый реактор необходимо постоянно подавать хлорагент (четыреххлористый углерод или перхлорэтилен) и воду (изобутиловый спирт или н-бутиловый спирт)
-качество перерабатываемого сырья;
В качестве сырья каталитического риформинга используется фракция 85-1800С. С увеличением молекулярной массы фракции и ее температуры начала кипения выход катализата возрастает. Сырье с низким началом кипения содержит значительное количество углеводородов С5, С6 и С7. Пентаны не могут превращаться в ароматические углеводороды при прохождении через реакционную зону они претерпевают только реакции изомеризации и крекинга и превращаются в легкие углеводородные газы. Вследствие низкого октанового числа пентанов они уменьшают октановое число катализата в целом, что приводит к необходимости поддержания более жесткого режима процесса риформинга. Аналогично ведут себя углеводороды С6 и С7, которые наиболее трудно вступают в реакции дегидроциклизации.
Сырье с высокой температурой конца кипения приводит к быстрому закоксовыванию катализатора за счет увеличения содержания в такой фракции полициклических нафтеновых и ароматических углеводородов. Эти соединения являются основными источниками для образования кокса.
-возможные причины дезактивации катализатора риформинга
Активность катализатора риформинга постепенно понижается в ходе эксплуатации из-за отложения кокса, уменьшения дисперсности платины, а в некоторых случаях также вследствие накопления не удаляемых катализаторных ядов.
При подаче на установку риформинга тяжелых нефтяных фракций (>С10) закоксование катализатора риформинга происходит очень быстро.
Повышение температуры влечет за собой увеличение выхода ароматических углеводородов и октанового числа, однако сопровождается прогрессирующим образованием продуктов гидрокрекинга и кокса, что приводит к резкому сокращению межрегенерационного цикла.
Хлор является необходимой составной частью катализаторов риформинга, но его содержание на катализаторе должно поддерживаться в определенных пределах (обычно около 1% масс). Неконтролируемое поступление хлора с сырьем приводит к развитию реакций гидрокрекинга, при этом уменьшается количество катализата ускоряется коксообразование, увеличивается выход сжиженного газа.
Дезактивация катализатора риформинга может произойти вследствие специфического действия малых количеств катализаторных ядов. В большинстве случаев яды поступают с сырьем при резком изменении его качества или при неудовлетворительной работе блока гидроочистки.
Сильнейшим ядом катализаторов риформинга является окись углерода, адсорбция которой на поверхности платины влечет за собой необратимую дезактивацию катализатора.
Катализаторами риформинга являются небольшие кристаллы платины или платиновых сплавов, нанесенные на пористый промотированный оксид алюминия. Эти катализаторы считаются бифункциональными, поскольку активную роль играют как металлический, так и оксидный компоненты. На металлических центрах катализатора идут реакции дегидрирования гидрирования, гидрогенолиза и частично дегидроциклизации. Оксидный компонент катализирует ряд реакции, к числу которых относятся реакции изомеризации, гидрокрекинга и частично дегидроциклизация.
К основным эксплуатационным характеристикам катализаторов риформинга следует отнести активность и стабильность.
Активность катализатора должна обеспечивать необходимую глубину превращения сырья при заданных объемных скоростях его пропускания через катализатор. Показателем активности при выбранных условиях процесса служит октановое число катализата или содержание в нем ароматических углеводородов.
Стабильность катализатора характеризуется способностью сохранять первоначальную активность и селективность во времени, т. е. иметь общий срок службы.
Важной эксплуатационной характеристикой катализаторов является также их механическая прочность, которая выражается устойчивостью к раздавливанию и истиранию. При несоответствии требованиям в процессе эксплуатации образуются осколки и пыль, которые накапливаются в аппаратах и трубопроводах, затрудняют движение газовой смеси и вызывают увеличение перепада давления в системе.
Соединения серы и азота также являются катализаторными ядами. Соединения серы гидрируются на катализаторах с образованием сероводорода, который приводит к быстрому закоксовыванию. Соединения азота превращаются на алюмоплатиновых катализаторах в аммиак, который, адсорбируясь, понижает кислотные функции катализатора.
Технологическое оформление процесса каталитического риформинга
определяется по способу проведения регенерации катализатора. Подавляющее большинство установок риформинга описывают тремя разновидностями технологий: полурегенеративный, циклический и процесс с непрерывной регенерацией катализатора. Наибольшее количество установок работает по полурегенеративному варианту. На рис. 1 представлена принципиальная схема установка каталитического риформинга со стационарным слоем катализатора (без блока гидроочистки)
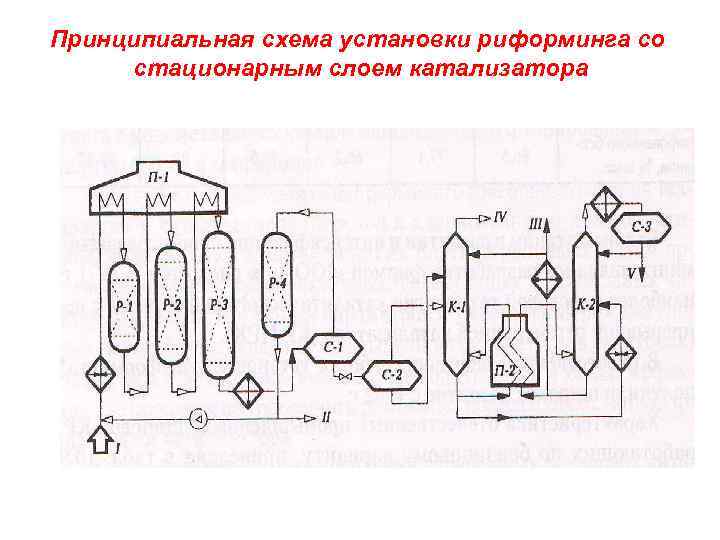
Рис. 1. Технологическая схема установки каталитического риформинга со стационарным слоем катализатора: I – гидроочищенное сырье; II – водородсодержащий газ (ВСГ); III – стабильный катализат; IV – сухой газ; V – головная фракция
Гидроочищенное и осушенное сырье I смешивают с водородсодержащим газом (ВСГ) II, подогревают в теплообменнике Т1, а затем в секции печи П1 и подают в реактор Р1. На установке имеются три – четыре адиабатических реактора Р1 и соответствующее число секций многокамерной печи П1 для межступенчатого подогрева реакционной смеси. На выходе из последнего реактора смесь охлаждают в теплообменнике Т2 и холодильнике Т3 до температуры 20 … 40 ºС и направляют в сепаратор высокого давления С1 для отделения циркулирующего ВСГ от катализата. Часть ВСГ после осушки цеолитами в реакторе Р4 подают на прием циркуляционного компрессора К, а избыток II выводят на блок предварительной гидроочистки бензина и передают другим потребителям водорода. Нестабильный катализат из С1 подают в сепаратор низкого давления С2, где от него отделяют легкие углеводороды. Выделившиеся в сепараторе С2 газовую и жидкие фазы направляют во фракционирующий абсорбер К1, абсорбентом в котором служит стабильный катализат (бензин). Низ абсорбера подогревают горячей струей через печь П2. В абсорбере при давлении 1,4 МПа и температуре внизу 165 ºС и сверху 40 ºС отделяют сухой газ IV. Нестабильный катализат, выводимый с низа колонны К1, после подогрева в теплообменнике Т3, подают в колонну стабилизации К2. Тепло в колонну К2 подают циркуляцией и подогревом в печи П2 части стабильного катализата. Паровую часть с верха колонны после конденсации и охлаждения в конденсаторе Т4, направляют в приемник С3, откуда частично возвращается на орошение колонны К2, а избыток выводят из установки в качестве головной фракции V. Часть стабильного катализата с куба колонны К2 после охлаждения в теплообменнике Т5, подают в качестве свежего абсорбента на верх фракционирующего абсорбера К1, а балансовый избыток выводят с установи как стабильный катализат III, представляющий собой целевой продукт риформинга – стабильный бензин с повышенным ОЧ.
Технологические параметры работы установок риформинга по полурегенеративному варианту: давление- от 1.3 до 3.0 МПа, температура- от 480 до 530°С, октановое число колеблется от 94 до 100.
Второй тип технологии – циклический – применяется в основном на заводах США и характеризуется более жесткими условиями проведения процесса (давление 0.9-2.1 МПа, температура 505-550?С) и, как следствие, небольшими межрегенерационными циклами (от 40 до 5 суток). Октановое число риформата (ИОЧ) – от 95 до 103.
Непрерывная регенерации катализатора. Непрерывная регенерации катализатора является самым современным типом каталитических реформаторов. Непрерывный процесс представляет собой ступенчатое изменение технологии риформинга по сравнению с полурегенеративными и циклическими процессами. В этом устройстве катализатор непрерывно регенерируется в специальном регенераторе и добавляет к работающим реакторам. Данная технология наиболее прогрессивна так как позволяет достигнуть максимального октанового числа риформата 102-104.
Очистку газов с использованием катализа проводят в реакторах гетерогенных реакций в системе газ - твердое. Из этого следует, что конструкции каталитических газоочистителей определяются объемными расходами газов, кинетическими закономерностями протекающих реакций, температурными и аэродинамическими условиями процесса, структурными, прочностными и другими характеристиками применяемых катализаторов. Последние могут быть разнообразных размеров и формы: насыпные шарики, таблетки, цилиндры, пластины, соты и т.д.
В соответствии с существующей классификацией газоочистных каталитических устройств их принято делить на следующие группы:
реакторы каталитические, в которых происходит контакт газового потока с твердым катализатором, размещенным в отдельном корпусе (тип К);
реакторы термокаталитические, в которых контактный узел и подогреватель размещены в общем корпусе (тип СТК), реакционная зона совмещена с рекуператором (тип KB), имеется встроенный регенератор (тип ТКВ).
Среди промышленных газоочистных аппаратов первой группы наиболее распространены полочные, радиальные и горизонтальные реакторы.
В производствах синтеза аммиака и некоторых других продуктов применяют полочный реактор для конверсии оксида углерода (рис. 2).
В цилиндрическом корпусе аппарата па колосниковые решетки с металлическими сетками, размеры ячеек которых несколько меньше зерен катализатора, насыпают слой керамической пли металлической насадки (кольца Рашига, седла Инталокс и т.д.), поверх которого загружают катализатор. Над слоем катализатора также размещают сетку с насадкой, предназначенной для выравнивания скоростей газа п температур по сечению аппарата.
Существует ряд условий нормальной работы реактора: равномерное распределение газового потока по сечению аппарата, поминальный гранулометрический состав загружаемого катализатора, исключение быстрых перепадов температур в аппарате и др.
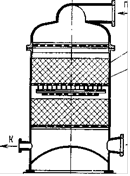
Рис. 2. Полочный реактор для конверсии оксида углерода:
1 - корпус реактора; 2 – катализатор
Промышленные технологии производства бензинов на платиновых катализаторах – важнейший и широко применяемый в промышленности способ переработки углеводородного сырья – прямогонных бензинов. Разработка новых технологий и модернизация существующих промышленных процессов – актуальные проблемы повышения эффективности нефтеперерабатывающих производств. В связи с постоянным ужесточением спецификаций на моторное топливо в результате требований законодательства, направленных на снижение или полное поэтапное удаление свинца, ароматических углеводородов, олефинов и серы, специалисты ищут экономичные решения, которые позволят им увеличить выходы водорода и риформата на установках риформинга. Существует множество подходов, дающих возможность значительно увеличить выходы, производительность или жесткость рабочего режима, характеризующиеся высокой прибылью на инвестированный капитал. При этом повышение эффективности нефтехимических и нефтеперерабатывающих производств возможно: 11 - тестированием новых промышленных катализаторов риформинга и изомеризации и выбором оптимального контакта для конкретной технологии завода и реального нефтяного сырья; - созданием оптимальных технологий производства; - анализом работы катализаторов и повышением эффективности их эксплуатации; - прогнозированием работы катализаторов в течение межрегенерационного периода и общего срока их службы. В связи с тем, что бензин риформинга, как правило, доминирует в составе суммарного фонда неэтилированных сортов бензина, адаптация процесса в условиях постоянно ужесточающихся требований на экологические характеристики моторных топлив необходима в первую очередь. Специалистами прогнозируется следующие направления развития процесса каталитического риформинга для решения новых задач: - реконструкция старых и строительство новых установок для расширения мощностей с технологией непрерывной регенерации катализатора; - комбинирование процесса риформинга с процессами изомеризации и алкилирования; - изменение фракционного состава сырья кататалитического риформинга.
ВВЕДЕНИЕ
Процесс , других гидрокаталитических процессах.Бензиновые фракции большинства нефти содержат 60 — 70% парафиновых, 10% ароматических и 20 —30% пяти шестичленных нафтеновых углеводородов.Среди парафиновых преобладают углеводороды нормального строения и монометилзамещенные их изомеры. Нафтены представлены преимущественно алкилгомологами циклогексана и циклопентана, а ароматические — алкилбензолами.Такой состав обусловливает низкое октановое число прямогонного бензина, обычно не превышающего 50 пунктов.Выход прямогонных бензинов относительно невелик (около 15−20% от нефти). Кроме того, часть бензинов используется и для других целей (сырье пиролиза, производств водорода, получение растворителей и т. д.).Поэтому общий объем сырья, перерабатываемого на установках каталитического риформинга, не превышает обычно потенциального содержания бензиновых фракций в нефтях.-
Назначение, сырье, продукты процесса
Назначением каталитического риформинга является:
-
Превращение низкооктановых прямогонных бензиновых фракций в высокооктановые компоненты бензинов (бензиновый риформинг); -
Превращение бензиновых фракций в высокооктановый компонент бензина, из которого выделяют ароматические углеводороды (в основном, бензол, толуол, этилбензол и изомеры ксилола) (риформинг для получения ароматики)
Сырье бензинового риформинга – гидроочищенная прямогонная бензиновая фракция, содержащая как можно меньше фракции С6. Т.е. фракция 85-180оС
Три основных продукта:
-
Риформат (85%) – высокооктановый компонент бензинов (о.ч. →100). -
Углеводородный газ риформинга (до 15%) – сырье для дальнейшей переработки, содержит в основном CH4 и C2H6, служит топливом печей на НПЗ -
Водород (до 2%) – сырье для гидроочистки и различных процессов гидрирования.
-
Химизм и механизм процесса
Каталитический риформинг - сложный химический процесс, включающий разнообразные реакции, которые позволяют коренным образом преобразовать углеводородный состав бензиновых фракций и тем самым значительно улучшить их антидетонационные свойства.
Наиболее важны перечисленные ниже реакции, приводящие к образованию ароматических углеводородов.
Дегидрирование шестичленных нафтенов
Дегидроизомеризация пятичленных нафтенов
Ароматизация (дегидроциклизация) парафинов
-
Основные технологические параметры процесса
Важнейшими технологическими параметрами процесса каталитического риформинга являются:
- температура на входе в реактор;
Реакции ароматизации протекают при высокой температуре 480-530 оС.
Температура является основным параметром регулирования активности катализатора.
С повышением температуры роль реакции, в результате чего выход ароматических углеводородов и октановое число катализатора заметно повышается.
Оптимальную температуру процесса определяют в зависимости от желаемого соотношения выхода продукта к его октановому числу и выходу ароматических углеводородов и ограничивают допустимой степенью гидрокрекинга и скоростью образования кокса на катализаторе.
На величину температуры процесса влияет углеводородный состав сырья. Чем выше содержание парафиновых углеводородов в сырье, тем выше требуется температура для получения заданного октанового числа катализата-компонент высокооктанового бензина, ароматические углеводороды. Температура процесса должна поддерживаться на минимально возможном уровне, обеспечивающем получение катализата заданного качества.
При изменениях загрузки по сырью, входные температуры должны корректироваться: уменьшаться при снижении загрузки и увеличиваться после увеличения загрузки. Прежде чем уменьшить загрузку следует снизить температуру на входе в реактор. Повышение температуры следует производить после увеличения загрузки.
Максимальная температура на входе в реактора риформинга 525оС. Дальнейшее повышение температуры нежелательно в связи с развитием реакций, сопровождающихся повышенным газообразованием и ускоренным закоксовыванием катализатора, сокращающим продолжительность рабочего цикла. Кроме того, слишком высокие температуры опасны тем, что способствуют возникновению локальных перегревов, разрушающих поверхность катализатора.
- давление проведения процесса;
Процесс проводится при давлении 1-4 Мпа.
Повышение давления в реакторах снижает коксообразование, но ведет к уменьшению степени ароматизации катализата и увеличивает гидрокрекинг, в результате чего возрастает выход легких углеводородов, снижается выход водорода и катализата.
- соотношение водород/сырье;
Соотношение водород/сырье определяется как отношение объема циркулирующего водорода, приведенного к нормальным условиям (00С и 0,1 МПа), к объему сырья, проходящего через реакторы в единицу времени (нм3/м3 сырья).
При неизменных других параметрах увеличение соотношения водород/сырье снижает коксообразование, увеличивает срок службы катализатора. Уменьшается время пребывания сырья в реакторе, уменьшается глубина преобразования углеводородов.
Оптимальное мольное соотношение водород/сырье во время ведения технологического процесса составляет от 5 до 7 моль/моль.
- объемная скорость подачи сырья;
Объемной скоростью подачи сырья называется объем сырья, проходящий через единицу объема катализатора в час и имеет размерность:
Реакцию дегидроциклизации парафинов (ароматизация) целесообразно проводить при более высокой температуре и более высокой объемной скорости подачи сырья. Объемная скорость подачи сырья поддерживается в пределах от
1 до 4 ч'1 .
При постоянной объемной скорости подачи сырья повышение температуры способствует увеличению степени ароматизации сырья, но уменьшению выхода жидких и увеличения газообразных продуктов. Чем больше содержание нафтенов в сырье, тем больше выход ароматики. При постоянной температуре снижение объемной скорости сырья способствует снижению выхода и увеличению октанового числа катализата.
- водно-хлоридный баланс катализатора;
Основное назначение подачи хлорида в систему риформинга – поддержание активных кислотных центров в структуре катализатора. Назначение подачи воды – равномерное распределение хлорида по всему слою катализатора. Кислотные центры ответственны за необходимые реакции дегидроциклизации и изомеризации. Важно соблюдать оптимальное содержание хлорида в системе, поскольку перенасыщение катализатора хлоридом сопровождается усилением реакций крекинга, что уменьшает выход катализата и ускоряет процесс образования кокса. Для обеспечения нормального водно-хлоридного баланса катализатора на вход в первый реактор необходимо постоянно подавать хлорагент (четыреххлористый углерод или перхлорэтилен) и воду (изобутиловый спирт или н-бутиловый спирт)
-качество перерабатываемого сырья;
В качестве сырья каталитического риформинга используется фракция 85-1800С. С увеличением молекулярной массы фракции и ее температуры начала кипения выход катализата возрастает. Сырье с низким началом кипения содержит значительное количество углеводородов С5, С6 и С7. Пентаны не могут превращаться в ароматические углеводороды при прохождении через реакционную зону они претерпевают только реакции изомеризации и крекинга и превращаются в легкие углеводородные газы. Вследствие низкого октанового числа пентанов они уменьшают октановое число катализата в целом, что приводит к необходимости поддержания более жесткого режима процесса риформинга. Аналогично ведут себя углеводороды С6 и С7, которые наиболее трудно вступают в реакции дегидроциклизации.
Сырье с высокой температурой конца кипения приводит к быстрому закоксовыванию катализатора за счет увеличения содержания в такой фракции полициклических нафтеновых и ароматических углеводородов. Эти соединения являются основными источниками для образования кокса.
-возможные причины дезактивации катализатора риформинга
Активность катализатора риформинга постепенно понижается в ходе эксплуатации из-за отложения кокса, уменьшения дисперсности платины, а в некоторых случаях также вследствие накопления не удаляемых катализаторных ядов.
При подаче на установку риформинга тяжелых нефтяных фракций (>С10) закоксование катализатора риформинга происходит очень быстро.
Повышение температуры влечет за собой увеличение выхода ароматических углеводородов и октанового числа, однако сопровождается прогрессирующим образованием продуктов гидрокрекинга и кокса, что приводит к резкому сокращению межрегенерационного цикла.
Хлор является необходимой составной частью катализаторов риформинга, но его содержание на катализаторе должно поддерживаться в определенных пределах (обычно около 1% масс). Неконтролируемое поступление хлора с сырьем приводит к развитию реакций гидрокрекинга, при этом уменьшается количество катализата ускоряется коксообразование, увеличивается выход сжиженного газа.
Дезактивация катализатора риформинга может произойти вследствие специфического действия малых количеств катализаторных ядов. В большинстве случаев яды поступают с сырьем при резком изменении его качества или при неудовлетворительной работе блока гидроочистки.
Сильнейшим ядом катализаторов риформинга является окись углерода, адсорбция которой на поверхности платины влечет за собой необратимую дезактивацию катализатора.
-
Катализаторы процесса
Катализаторами риформинга являются небольшие кристаллы платины или платиновых сплавов, нанесенные на пористый промотированный оксид алюминия. Эти катализаторы считаются бифункциональными, поскольку активную роль играют как металлический, так и оксидный компоненты. На металлических центрах катализатора идут реакции дегидрирования гидрирования, гидрогенолиза и частично дегидроциклизации. Оксидный компонент катализирует ряд реакции, к числу которых относятся реакции изомеризации, гидрокрекинга и частично дегидроциклизация.
К основным эксплуатационным характеристикам катализаторов риформинга следует отнести активность и стабильность.
Активность катализатора должна обеспечивать необходимую глубину превращения сырья при заданных объемных скоростях его пропускания через катализатор. Показателем активности при выбранных условиях процесса служит октановое число катализата или содержание в нем ароматических углеводородов.
Стабильность катализатора характеризуется способностью сохранять первоначальную активность и селективность во времени, т. е. иметь общий срок службы.
Важной эксплуатационной характеристикой катализаторов является также их механическая прочность, которая выражается устойчивостью к раздавливанию и истиранию. При несоответствии требованиям в процессе эксплуатации образуются осколки и пыль, которые накапливаются в аппаратах и трубопроводах, затрудняют движение газовой смеси и вызывают увеличение перепада давления в системе.
Соединения серы и азота также являются катализаторными ядами. Соединения серы гидрируются на катализаторах с образованием сероводорода, который приводит к быстрому закоксовыванию. Соединения азота превращаются на алюмоплатиновых катализаторах в аммиак, который, адсорбируясь, понижает кислотные функции катализатора.
-
Технологическое оформление процесса
Технологическое оформление процесса каталитического риформинга
определяется по способу проведения регенерации катализатора. Подавляющее большинство установок риформинга описывают тремя разновидностями технологий: полурегенеративный, циклический и процесс с непрерывной регенерацией катализатора. Наибольшее количество установок работает по полурегенеративному варианту. На рис. 1 представлена принципиальная схема установка каталитического риформинга со стационарным слоем катализатора (без блока гидроочистки)
Рис. 1. Технологическая схема установки каталитического риформинга со стационарным слоем катализатора: I – гидроочищенное сырье; II – водородсодержащий газ (ВСГ); III – стабильный катализат; IV – сухой газ; V – головная фракция
Гидроочищенное и осушенное сырье I смешивают с водородсодержащим газом (ВСГ) II, подогревают в теплообменнике Т1, а затем в секции печи П1 и подают в реактор Р1. На установке имеются три – четыре адиабатических реактора Р1 и соответствующее число секций многокамерной печи П1 для межступенчатого подогрева реакционной смеси. На выходе из последнего реактора смесь охлаждают в теплообменнике Т2 и холодильнике Т3 до температуры 20 … 40 ºС и направляют в сепаратор высокого давления С1 для отделения циркулирующего ВСГ от катализата. Часть ВСГ после осушки цеолитами в реакторе Р4 подают на прием циркуляционного компрессора К, а избыток II выводят на блок предварительной гидроочистки бензина и передают другим потребителям водорода. Нестабильный катализат из С1 подают в сепаратор низкого давления С2, где от него отделяют легкие углеводороды. Выделившиеся в сепараторе С2 газовую и жидкие фазы направляют во фракционирующий абсорбер К1, абсорбентом в котором служит стабильный катализат (бензин). Низ абсорбера подогревают горячей струей через печь П2. В абсорбере при давлении 1,4 МПа и температуре внизу 165 ºС и сверху 40 ºС отделяют сухой газ IV. Нестабильный катализат, выводимый с низа колонны К1, после подогрева в теплообменнике Т3, подают в колонну стабилизации К2. Тепло в колонну К2 подают циркуляцией и подогревом в печи П2 части стабильного катализата. Паровую часть с верха колонны после конденсации и охлаждения в конденсаторе Т4, направляют в приемник С3, откуда частично возвращается на орошение колонны К2, а избыток выводят из установки в качестве головной фракции V. Часть стабильного катализата с куба колонны К2 после охлаждения в теплообменнике Т5, подают в качестве свежего абсорбента на верх фракционирующего абсорбера К1, а балансовый избыток выводят с установи как стабильный катализат III, представляющий собой целевой продукт риформинга – стабильный бензин с повышенным ОЧ.
Технологические параметры работы установок риформинга по полурегенеративному варианту: давление- от 1.3 до 3.0 МПа, температура- от 480 до 530°С, октановое число колеблется от 94 до 100.
Второй тип технологии – циклический – применяется в основном на заводах США и характеризуется более жесткими условиями проведения процесса (давление 0.9-2.1 МПа, температура 505-550?С) и, как следствие, небольшими межрегенерационными циклами (от 40 до 5 суток). Октановое число риформата (ИОЧ) – от 95 до 103.
Непрерывная регенерации катализатора. Непрерывная регенерации катализатора является самым современным типом каталитических реформаторов. Непрерывный процесс представляет собой ступенчатое изменение технологии риформинга по сравнению с полурегенеративными и циклическими процессами. В этом устройстве катализатор непрерывно регенерируется в специальном регенераторе и добавляет к работающим реакторам. Данная технология наиболее прогрессивна так как позволяет достигнуть максимального октанового числа риформата 102-104.
-
Аппаратурное оформление
Очистку газов с использованием катализа проводят в реакторах гетерогенных реакций в системе газ - твердое. Из этого следует, что конструкции каталитических газоочистителей определяются объемными расходами газов, кинетическими закономерностями протекающих реакций, температурными и аэродинамическими условиями процесса, структурными, прочностными и другими характеристиками применяемых катализаторов. Последние могут быть разнообразных размеров и формы: насыпные шарики, таблетки, цилиндры, пластины, соты и т.д.
В соответствии с существующей классификацией газоочистных каталитических устройств их принято делить на следующие группы:
реакторы каталитические, в которых происходит контакт газового потока с твердым катализатором, размещенным в отдельном корпусе (тип К);
реакторы термокаталитические, в которых контактный узел и подогреватель размещены в общем корпусе (тип СТК), реакционная зона совмещена с рекуператором (тип KB), имеется встроенный регенератор (тип ТКВ).
Среди промышленных газоочистных аппаратов первой группы наиболее распространены полочные, радиальные и горизонтальные реакторы.
В производствах синтеза аммиака и некоторых других продуктов применяют полочный реактор для конверсии оксида углерода (рис. 2).
В цилиндрическом корпусе аппарата па колосниковые решетки с металлическими сетками, размеры ячеек которых несколько меньше зерен катализатора, насыпают слой керамической пли металлической насадки (кольца Рашига, седла Инталокс и т.д.), поверх которого загружают катализатор. Над слоем катализатора также размещают сетку с насадкой, предназначенной для выравнивания скоростей газа п температур по сечению аппарата.
Существует ряд условий нормальной работы реактора: равномерное распределение газового потока по сечению аппарата, поминальный гранулометрический состав загружаемого катализатора, исключение быстрых перепадов температур в аппарате и др.
Рис. 2. Полочный реактор для конверсии оксида углерода:
1 - корпус реактора; 2 – катализатор
-
Совершенствование процесса каталитического риформинга
Промышленные технологии производства бензинов на платиновых катализаторах – важнейший и широко применяемый в промышленности способ переработки углеводородного сырья – прямогонных бензинов. Разработка новых технологий и модернизация существующих промышленных процессов – актуальные проблемы повышения эффективности нефтеперерабатывающих производств. В связи с постоянным ужесточением спецификаций на моторное топливо в результате требований законодательства, направленных на снижение или полное поэтапное удаление свинца, ароматических углеводородов, олефинов и серы, специалисты ищут экономичные решения, которые позволят им увеличить выходы водорода и риформата на установках риформинга. Существует множество подходов, дающих возможность значительно увеличить выходы, производительность или жесткость рабочего режима, характеризующиеся высокой прибылью на инвестированный капитал. При этом повышение эффективности нефтехимических и нефтеперерабатывающих производств возможно: 11 - тестированием новых промышленных катализаторов риформинга и изомеризации и выбором оптимального контакта для конкретной технологии завода и реального нефтяного сырья; - созданием оптимальных технологий производства; - анализом работы катализаторов и повышением эффективности их эксплуатации; - прогнозированием работы катализаторов в течение межрегенерационного периода и общего срока их службы. В связи с тем, что бензин риформинга, как правило, доминирует в составе суммарного фонда неэтилированных сортов бензина, адаптация процесса в условиях постоянно ужесточающихся требований на экологические характеристики моторных топлив необходима в первую очередь. Специалистами прогнозируется следующие направления развития процесса каталитического риформинга для решения новых задач: - реконструкция старых и строительство новых установок для расширения мощностей с технологией непрерывной регенерации катализатора; - комбинирование процесса риформинга с процессами изомеризации и алкилирования; - изменение фракционного состава сырья кататалитического риформинга.