Файл: Государственное автономное профессиональное образовательное учреждение ленинградской области.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 04.02.2024
Просмотров: 67
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
- прочность обеспечена.
По приведённым напряжениям:
Нормальные напряжения на уровне поясных швов:

Поперечная сила на расстоянии от опоры z=1.55

Статический момент площади сечения пояса относительно нейтральной оси X:

Касательные напряжения на уровне пояса:

приведённые напряжения
β = 1.15 - коэффициент, учитывающий развитие пластических деформаций. Прочность по приведённым напряжениям обеспечена.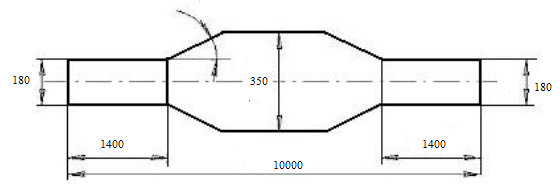
Рисунок 5. Конструкция пояса балки.
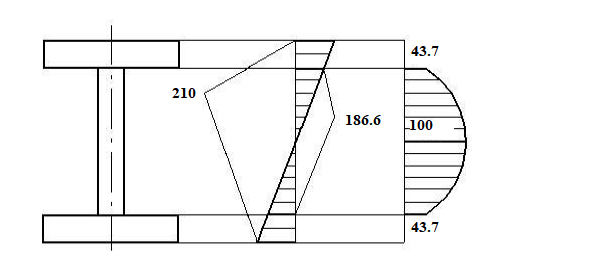
Рисунок 6. Эпюры нормальных и касательных напряжений.
2.6. Устойчивость балки и её элементов.
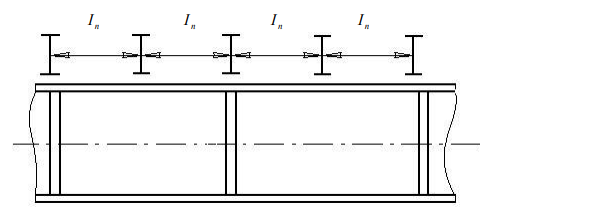
Рисунок 7. Размещение балок настила.
Балки настила изготавливают из фасонного проката двутавр № 30 (таблица 13) и устанавливаем на проектируемой балке с шагом l0=1м
На крайних участках балки, где ширина её поясов уменьшена, отношение ηξ

Сравниваем это отношение с величиной, полученной по формуле:


следовательно, устойчивость балки обеспечена.
Коэффициенты ξ , η принимаются по таблице 6. В средней части балки, где
ξ , η принимаются по таблице 6. В средней части балки, где
Отношение , допускается развитие пластических деформаций в сечении с максимальным изгибающим моментом.
, допускается развитие пластических деформаций в сечении с максимальным изгибающим моментом.
Следовательно, наибольшее значение этого отношения необходимо умножить на поправочный коэффициент, который составляет
 Тогда,
Тогда,

, следовательно, общая устойчивость балки обеспечена.
Устойчивость сжатого верхнего пояса уже проверялась в подразделе 2.2. Проверяем устойчивость стенок:
условная гибкость , следовательно, условие устойчивости стенки не выполняется и требуется рёбра жёсткости.
, следовательно, условие устойчивости стенки не выполняется и требуется рёбра жёсткости.
2.7. Рёбра жёсткости.
Выясним, возможна ли расстановка рёбер жёсткости на расстоянии, равном удвоенному шагу балок настила. Проверим устойчивость стенки с учётом местных напряжений под балкой настила в отсеке, где изменяется сечение балки, т.е. на расстоянии 1м от опоры: определим изгибающий момент и поперечную силу в этом месте:

Краевое нормальное напряжение
Среднее касательное напряжение
Местное напряжение где b 81мм ширина полки двутавра №16 (таблица 13).
где b 81мм ширина полки двутавра №16 (таблица 13).
Коэффициент защемления стенки в поясах , где
, где
где 0.8 при прерывном опирании
Отношение сторон отсека
Отношение напряжений (таблица 9).
(таблица 9).
В этом случае критическое напряжение определяется по формуле:
 , где c2 выбирается по таблице 10.
, где c2 выбирается по таблице 10.
Критическое местное напряжение , где с1 по таблице 8;
, где с1 по таблице 8;
Критическое касательное напряжение

Найденные напряжения и их критические значения подставим в формулу:

Результат показывает, что принятая расстановка рёбер жёсткости обеспечивает устойчивость стенки, и нет необходимости укреплять её под каждой балкой настила.
Конструируем рёбра:
Ширина одного ребра:
Ширина свеса уменьшенного пояса:
102>85 – не подходит (ширина ребра больше свеса пояса).
Конструируем парные рёбра жёсткости, ширина которых:
 , Примем bh 76.6мм <95мм
, Примем bh 76.6мм <95мм
Толщина рёбер:
Предусматриваем парную расстановку рёбер жёсткости на расстояниях, равных удвоенному шагу балок настила.
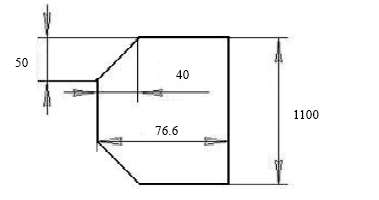
Рисунок 8. Ребро жёсткости.
Раздел 3. Технологическая часть.
3.1. Анализ технологичности балки. Для изготовления сварной балки применяется низкоуглеродистая сталь ВСт3пс, относящаяся к первой группе по свариваемости. Сварные соединения из этих сталей отличаются высоким качеством, получаются без применения дополнительных приёмов. Заготовки для элементов балки изготовляются из листового проката термической резкой и не нуждаются в дальнейшей механической обработке. Все сварные соединения располагаются симметрично, отсутствует скопление сварных швов в одном месте, имеется хороший доступ к местам сварки и для выполнения контрольных операций. Сварная балка позволяет применять высокопроизводительные способы сборки и сварки с применением прогрессивного оборудования и не требует высокой квалификации основных рабочих. Все выше сказанное позволяет сделать вывод, что спроектированная сварная балка является технологичной.

3.2 Технология сборки и сварки.
Заготовки элементов, полученные термической резкой, правится на листоправильных вальцах и транспортируются к месту сборки мостовым краном. Сборка осуществляется по разметке на плите модели ПС-2.5Х4 с использованием перпендикулярных зажимов. На сборку поступают сваренные предварительно ручной электродуговой сваркой широкий и узкий пояса с применением V-образной обработки кромок в количестве 2-х штук (верхний и нижний), одна стенка и 14 рёбер жёсткости. На поясах с помощью мостового крана устанавливаем стенку, выверяя установку с помощью угольника, и осуществляем прихватку. Затем устанавливаем и прихватываем второй пояс. При сборке должна соблюдаться симметрия и перпендикулярность поясов относительно стенки. Рёбра жёсткости устанавливаем по разметке и прихватываем. При вертикальном расположении балки сварка производится под флюсом двумя автоматами, обеспечивающими высокую производительность. Для исключения сварных деформаций производим жёсткое закрепление балки при помощи зажимов к плите. При сварке используем проволоку СВ-08А диаметром 5 мм и флюс ОСЦ-45 по ГОСТ 9087-69. Применяемый флюс малочувствителен к ржавчине, даёт плотные швы, стойкие против образования горячих трещин. Сварку ведём в кантователе «в лодочку». После сварки двутавровой балки необходим контроль симметричности и перпендикулярности поясов относительно стенки. Рёбра жёсткости привариваем ручной дуговой сваркой электродами Э42. После сварки рёбер жёсткости, отбиваем шлак, очищаем металл от брызг, производим контроль и транспортируем сварную балку на склад.
3.3 Применяемое оборудование.
Для автоматической сварки применяем аппарат тракторного типа АДГ-502, который комплектуется универсальным выпрямителем ВДУ-506. Для ручной дуговой сварки в качестве источника питания применяем трансформатор ТД-306.
Литература.
1. Блинов А.Н., Лялин К.В. «Сварные конструкции», Стройиздат, М. 1990г.
2. Николаев Г.А., В. А. Винокуров «Сварные конструкции», Высшая школа, М, 1990 г.
3.Овчинников В.В. «Расчёт и проектирование сварных конструкций» практикум и курсовое проектирование. Изд центр «Академия» М. 2010 г.
4. Н.И. Минаева «Расчёт и проектирование сварных конструкций» 2015 г.
5.Овчинников В.В. «Расчёт и проектирование сварных конструкций». Учебник. Изд. центр «Академия» М. 2010 г.
6. Стратонитский Б.В. «Расчёт и проектирование сварных конструкций» (задания на курсовой проект и методические указания по его выполнению), Тверь 2015 г.
7. Галанина Л.В. «Методические указания по выполнению курсового проекта по МДК 02.01 Основы расчета и проектирования сварных конструкций»
8. А.П. Мандриков «Примеры расчёта металлических конструкций»
По приведённым напряжениям:
Нормальные напряжения на уровне поясных швов:
Поперечная сила на расстоянии от опоры z=1.55
Статический момент площади сечения пояса относительно нейтральной оси X:
Касательные напряжения на уровне пояса:
приведённые напряжения
β = 1.15 - коэффициент, учитывающий развитие пластических деформаций. Прочность по приведённым напряжениям обеспечена.
Рисунок 5. Конструкция пояса балки.
Рисунок 6. Эпюры нормальных и касательных напряжений.
2.6. Устойчивость балки и её элементов.
Рисунок 7. Размещение балок настила.
Балки настила изготавливают из фасонного проката двутавр № 30 (таблица 13) и устанавливаем на проектируемой балке с шагом l0=1м
На крайних участках балки, где ширина её поясов уменьшена, отношение ηξ
Сравниваем это отношение с величиной, полученной по формуле:
следовательно, устойчивость балки обеспечена.
Коэффициенты
ξ , η принимаются по таблице 6. В средней части балки, гдеОтношение
, допускается развитие пластических деформаций в сечении с максимальным изгибающим моментом.Следовательно, наибольшее значение этого отношения необходимо умножить на поправочный коэффициент, который составляет
Тогда,
, следовательно, общая устойчивость балки обеспечена.
Устойчивость сжатого верхнего пояса уже проверялась в подразделе 2.2. Проверяем устойчивость стенок:
условная гибкость
, следовательно, условие устойчивости стенки не выполняется и требуется рёбра жёсткости.2.7. Рёбра жёсткости.
Выясним, возможна ли расстановка рёбер жёсткости на расстоянии, равном удвоенному шагу балок настила. Проверим устойчивость стенки с учётом местных напряжений под балкой настила в отсеке, где изменяется сечение балки, т.е. на расстоянии 1м от опоры: определим изгибающий момент и поперечную силу в этом месте:
Краевое нормальное напряжение
Среднее касательное напряжение
Местное напряжение
где b 81мм ширина полки двутавра №16 (таблица 13).Коэффициент защемления стенки в поясах
, гдегде 0.8 при прерывном опирании
Отношение сторон отсека
Отношение напряжений
(таблица 9).В этом случае критическое напряжение определяется по формуле:
, где c2 выбирается по таблице 10.Критическое местное напряжение
, где с1 по таблице 8; Критическое касательное напряжение
Найденные напряжения и их критические значения подставим в формулу:
Результат показывает, что принятая расстановка рёбер жёсткости обеспечивает устойчивость стенки, и нет необходимости укреплять её под каждой балкой настила.
Конструируем рёбра:
Ширина одного ребра:
Ширина свеса уменьшенного пояса:
102>85 – не подходит (ширина ребра больше свеса пояса).
Конструируем парные рёбра жёсткости, ширина которых:
, Примем bh 76.6мм <95ммТолщина рёбер:
Предусматриваем парную расстановку рёбер жёсткости на расстояниях, равных удвоенному шагу балок настила.
Рисунок 8. Ребро жёсткости.
Раздел 3. Технологическая часть.
3.1. Анализ технологичности балки. Для изготовления сварной балки применяется низкоуглеродистая сталь ВСт3пс, относящаяся к первой группе по свариваемости. Сварные соединения из этих сталей отличаются высоким качеством, получаются без применения дополнительных приёмов. Заготовки для элементов балки изготовляются из листового проката термической резкой и не нуждаются в дальнейшей механической обработке. Все сварные соединения располагаются симметрично, отсутствует скопление сварных швов в одном месте, имеется хороший доступ к местам сварки и для выполнения контрольных операций. Сварная балка позволяет применять высокопроизводительные способы сборки и сварки с применением прогрессивного оборудования и не требует высокой квалификации основных рабочих. Все выше сказанное позволяет сделать вывод, что спроектированная сварная балка является технологичной.
3.2 Технология сборки и сварки.
Заготовки элементов, полученные термической резкой, правится на листоправильных вальцах и транспортируются к месту сборки мостовым краном. Сборка осуществляется по разметке на плите модели ПС-2.5Х4 с использованием перпендикулярных зажимов. На сборку поступают сваренные предварительно ручной электродуговой сваркой широкий и узкий пояса с применением V-образной обработки кромок в количестве 2-х штук (верхний и нижний), одна стенка и 14 рёбер жёсткости. На поясах с помощью мостового крана устанавливаем стенку, выверяя установку с помощью угольника, и осуществляем прихватку. Затем устанавливаем и прихватываем второй пояс. При сборке должна соблюдаться симметрия и перпендикулярность поясов относительно стенки. Рёбра жёсткости устанавливаем по разметке и прихватываем. При вертикальном расположении балки сварка производится под флюсом двумя автоматами, обеспечивающими высокую производительность. Для исключения сварных деформаций производим жёсткое закрепление балки при помощи зажимов к плите. При сварке используем проволоку СВ-08А диаметром 5 мм и флюс ОСЦ-45 по ГОСТ 9087-69. Применяемый флюс малочувствителен к ржавчине, даёт плотные швы, стойкие против образования горячих трещин. Сварку ведём в кантователе «в лодочку». После сварки двутавровой балки необходим контроль симметричности и перпендикулярности поясов относительно стенки. Рёбра жёсткости привариваем ручной дуговой сваркой электродами Э42. После сварки рёбер жёсткости, отбиваем шлак, очищаем металл от брызг, производим контроль и транспортируем сварную балку на склад.
3.3 Применяемое оборудование.
Для автоматической сварки применяем аппарат тракторного типа АДГ-502, который комплектуется универсальным выпрямителем ВДУ-506. Для ручной дуговой сварки в качестве источника питания применяем трансформатор ТД-306.
Литература.
1. Блинов А.Н., Лялин К.В. «Сварные конструкции», Стройиздат, М. 1990г.
2. Николаев Г.А., В. А. Винокуров «Сварные конструкции», Высшая школа, М, 1990 г.
3.Овчинников В.В. «Расчёт и проектирование сварных конструкций» практикум и курсовое проектирование. Изд центр «Академия» М. 2010 г.
4. Н.И. Минаева «Расчёт и проектирование сварных конструкций» 2015 г.
5.Овчинников В.В. «Расчёт и проектирование сварных конструкций». Учебник. Изд. центр «Академия» М. 2010 г.
6. Стратонитский Б.В. «Расчёт и проектирование сварных конструкций» (задания на курсовой проект и методические указания по его выполнению), Тверь 2015 г.
7. Галанина Л.В. «Методические указания по выполнению курсового проекта по МДК 02.01 Основы расчета и проектирования сварных конструкций»
8. А.П. Мандриков «Примеры расчёта металлических конструкций»