ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 17.03.2024
Просмотров: 71
Скачиваний: 0
Порядок вимірювання важільною скобою та важільним мікрометром
-
Підбирають блок кінцевих мір згідно розміру, що контролюється. Якщо граничні відхилення для контролюємого розміру не перевищують границі вимірювання шкали приладу, що використовується, то доцільно набрати блок кінцевих мір рівним номінальному розміру.
-
Між вимірювальними поверхнями приладу розташовують блок кінцевих мір і регулюванням положення переставної п’ятки установлюють стрілку важільного механізму на нуль.
-
Проводять виміри поверхні контролюємої деталі. При цьому визначають відхилення дійсного розміру від розміру блоку кінцевих мір.
В даному випадку як значення відхилення від установленого розміру, так і його знак визначають прямо по показанню стрілки, не прибігаючи до будь яких-розрахунків.
Порядок настроювання важільного мікрометра для вимірювання абсолютним методом
1. Установити важільний мікрометр на нуль. Для цього в мікрометра з межами виміру 0-25 мм обертають барабан 9 доти, поки після зіткнення вимірювальних п'яток 4 і 5 стрілка важільного механізму не стане проти нульового штриха. У мікрометрів з межами виміру 25 - 50 мм із початку між п’ятками встановлюють кінцеву міру в 25 мм, а вже після цього підводять стрілку до нуля.
Нульовому положенню стрілки важільного механізму повинне відповідати нульове положення шкали барабана: нульовий штрих барабана 9 повинен збігатися з подовжньою рискою на стеблі 7. Якщо такого збігу немає, необхідно при нульовому положенні стрілки 1 застопорити мікрогвинт стопорним кільцем 6 і послабити гайку 8. Після цього поворотом барабана сумістити його нульовий штрих з подовжньою рискою стебла. В цьому положенні легенько підтягнути гайку 8 і від стопорити мікрогвинт. Послу цього ще раз перевірити збіг нулів.
2. Зробити виміри. При вимірі потрібно відвести п'ятку мікрогвинта вправо настільки, щоб вимірюваний об'єкт легко пройшов між п’ятка ми 4 і 5. Після цього, обертаючи барабан, затиснути виріб між вимірювальними поверхнями п'яток так, щоб кінець стрілки 1 зупинився проти нульового штриха.
Якщо важільний мікрометр використовують просто як мікрометр, тобто з точністю відліку до 0,01 мм, то відлік ведуть тільки по показанню мікрометра при встановленій на нуль стрілки важільного механізму (рис. 5,а). З рисунка видно, що вимірюваний розмір дорівнює 12,77 мм.
Якщо ж важільний мікрометр використовують з урахуванням показань важільного механізму, тобто з точністю більш 0,01 мм, то для цього необхідно до розміру 12,77 додати частину 28-ї поділки, рівної величині х (рис. 5,б). Для цього треба повернути барабан далі на стільки, щоб його 27-й штрих збігся з подовжньою рискою на стеблі, тобто треба домогтися положення, показаного на рис. 5,г. Поворот барабана викликає відхилення стрілки від нульового штриха. Показання стрілки дорівнює частині інтервалу, рівного х. З рис. 5,в, видно, що х = 0,006 мм, т.я. ціна однієї поділки складає 0,002 мм. Тоді загальний розмір контролюємої поверхні буде дорівнювати 12,776 мм.
*Слід зауважити, що при використанні відносного метода вимірювань забезпечується більш висока точність вимірів.
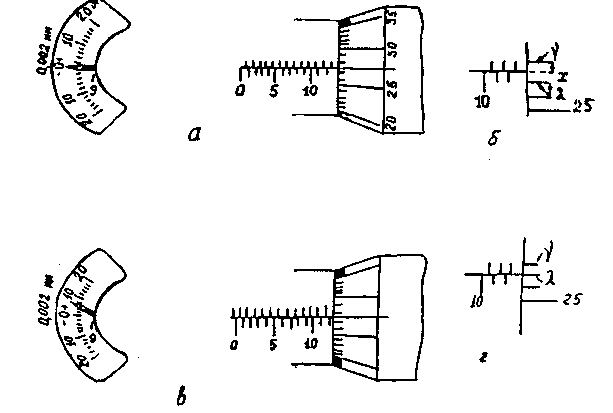
Рис. 5. Використання важільного мікрометра для абсолютних вимірів.
ПОРЯДОК ВИКОНАННЯ РОБОТИ,
-
Вивчити конструкцію, правила регулювання і настройки важільної скоби і важільного мікрометра.
-
Настроїти важільний мікрометр для виміру поверхні деталі з метою визначення її дійсних розмірів і провести виміри.
-
Настроїти важільну скобу для виміру поверхні деталі з метою визначення відхилень від розміру.
-
Визначити дійсні розміри поверхні, що контролюється.
-
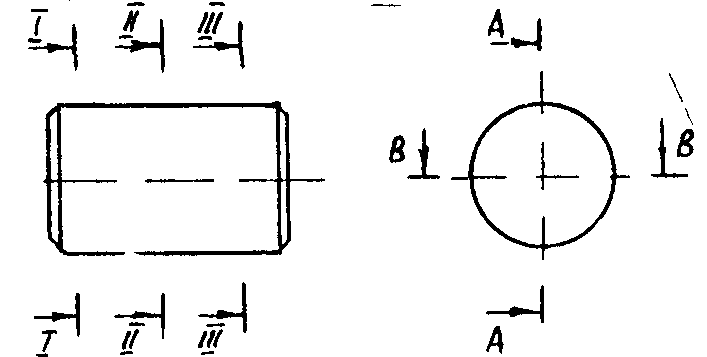
Визначити похибки форми поверхні, що контролюється. Врахувати, що вздовж твірної можлива тільки одна похибка з наступних: конусоподібність, бочкоподібність, cідлоподібність.
При цьому використати наступні формули:
овальність
![]() у перетинах I, II і III,
у перетинах I, II і III,
конусоподібність
![]() , бочкоподібність
, бочкоподібність
![]() або cідлоподібність
або cідлоподібність
![]() ,
,![]() у
площинах А і В.
у
площинах А і В.
-
Зробити висновок про придатність поверхні для використання.
Питання для самоперевірки
1. Який метод вимірювання передбачений у вивчених приладах?
2. Назвіть основні частини кожного з розглянутих приладів.
3. Поясніть принциповий устрій вимірювальної схеми мікрокатора, оптикатора, важільної скоби та важільного мікрометра.
4. У чому переваги оптикатора в порівнянні з мікрокатором?
5. чому дорівнює ціна поділки шкали вимірювальних засобів.
6. У чому полягає відносний метод вимірювання?
7. Що являє собою еталон, по якому, як правило, настроюють вимірювальні засоби?
8. Призначення арретира.
9. Як визначається допустима похибка вимірювання?
10. На який розмір варто настроювати вимірювальний засіб при його підготовці до перевірки поверхні деталі?
Протокол виконання лабораторної роботи
"Вимірювання розмірів деталі приладами
з пружинною, пружинно-оптичною і важільною передачею"
|
Характеристика поверхні, що контролюється |
|
|
Номінальний діаметр, мм, та умовне позначення поля допуску |
|
|
Граничні відхилення, мкм: верхнє нижнє |
es= ei= |
|
Граничні розміри, мм: максимальний мінімальний |
dmax= dmin= |
|
Припустима похибка виміру, мкм |
d= |
|
Характеристика вимірювального засобу |
|
|
Найменування вимірювального засобу
|
|
|
Діапазон виміру приладу, мм |
|
|
Діапазон виміру шкали, мм |
|
|
Ціна поділки шкали важільного механізму, мм |
|
|
Схема вимірювання |
Схема розташування поля допуску деталі що перевіряється |
|
|
|
|
Результати вимірювання, мм |
Відхилення від форми поверхні |
|
dAI = dAII = dAIII =
dBI = dBII = dBIII = |
Овальність, мм __________________ Бочкоподібність, мм ______________ Сідлоподібність, мм ______________ Конусоподібність, мм _____________ |

Висновок про придатність деталі.