ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 17.03.2024
Просмотров: 101
Скачиваний: 0
ЛАБОРАТОРНА РОБОТА №5
Вимірювання різьби
Мета роботи:
-
Ознайомитись з правилами нормування і контролю точності різьбових поверхонь.
-
Оволодіти навиками контролю середнього діаметра метричної різьби.
Засоби вимірювання - різьбовий мікрометр, гладенький мікрометр, набір з трьох дротинок.
Об’єкт вимірювання - зразок з зовнішньою метричною різьбою.
НОРМУВАННЯ ДОПУСКІВ РІЗЬБОВИХ ПОВЕРХОНЬ
При позначені різьбової поверхні завжди вказується тип різьби (метрична, дюймова, трубна, трапецієвидна, або ін.) та її номінальний зовнішній діаметр. Крім того додатково вказується також крок різьби і її направлення, якщо вони відрізняються від нормальних. В кінці позначення обов'язково вказується умовне позначення поля допуску різьбової поверхні.
Поля допусків метричних різьб передбачають три види посадок: із зазором, перехідні та з натягом. Полем допуску різьбової поверхні нормується середній діаметр d2, (D2), а також один із діаметрів: для зовнішньої різьби - зовнішній діаметр d, а для внутрішньої різьби - внутрішній діаметр D1. Але для цих діаметрів, тобто d1 і D нормується основне відхилення. Схема розташування полів допусків для зовнішньої різьби наведена на рис.1.
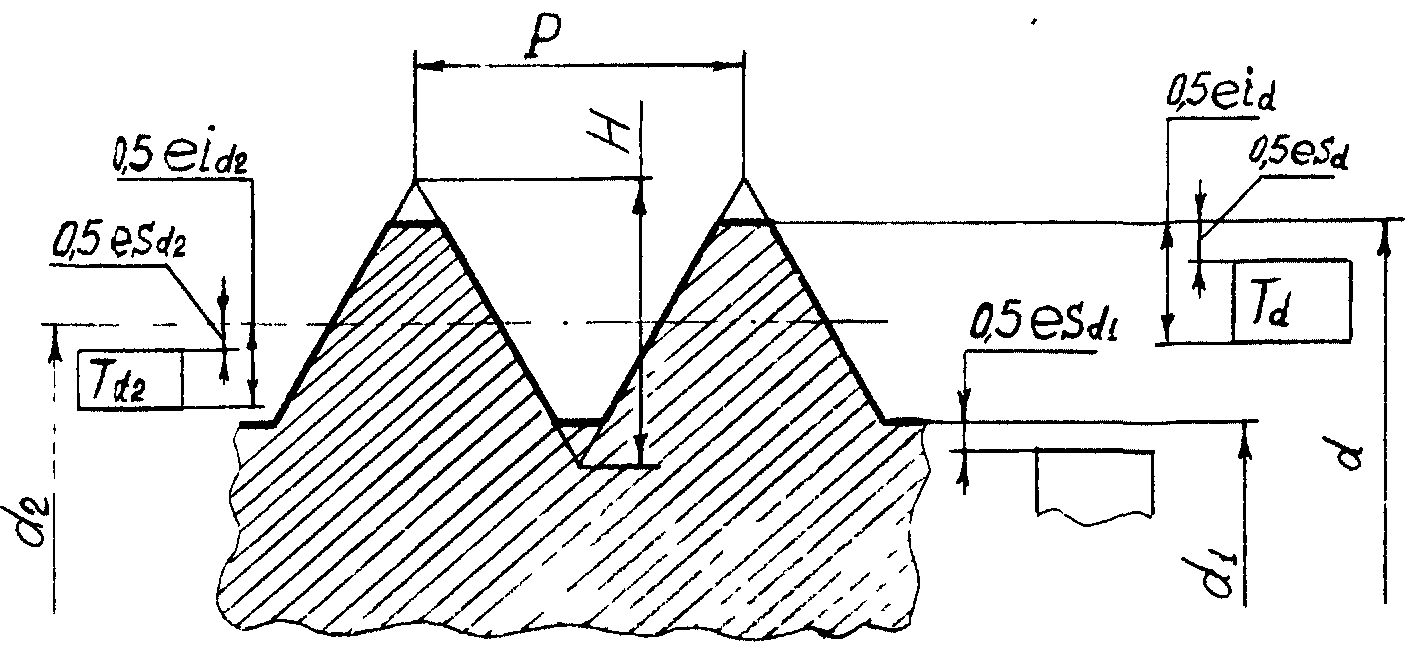
Рис. 1.
Для посадок із зазором передбачено 4 основні відхилення для внутрішньої різьби - Н, G, Е, F та 5 основних відхилень для зовнішньої різьби - h, g, f, e, d. Для нормування точності передбачено такі ступені точності: 3, 4, 5, 6, 7, 8, і 9.
В позначенні поля допуску різьбової поверхні вказується поле допуску кожного діаметру, при цьому першим задається поле допуску на середній діаметр. Якщо поля допусків для обох нормованих діаметрів вибрані однаковими, то в позначенні вони не повторюються. Наприклад: M16-6f; M16-5H; М20-5g6g; М20-5Н6Н; M20xl,5-6g7g.
Граничні відхилення для кожного з діаметрів задаються від їх номінального розміру. Значення цих розмірів розраховуються за формулами:
d1(D1)ном = dном – 1,0825 Р (1)
d2(D2)ном = dном – 0,6495 Р (2)
де dном - номінальний зовнішній діаметр різьби, Р - крок різьби.
Дія вимірювання діаметрів d і D1 різьби використовуються універсальні вимірювальні прилади, як і для вимірювання гладких циліндричних поверхонь.
Крок різьби визначається різьбовими шаблонами, які виготовляються у вигляді наборів для кожного типу різьби, або за допомогою універсального вимірювального засобу. Але в останньому разі для підвищення точності слід вимірювати відстань між однойменними поверхнями різьби не сусідніх витків, а між декількома витками (5...10).
Для вимірювання середнього діаметру різьби використовуються спеціальні вимірювальні засоби, які описані нижче.
Для вимірювання кута різьби використовуються мікроскопи.
Існує також контроль різьбових поверхонь за допомогою калібрів (прохідного та непрохідного), які дозволяють проводити комплексний контроль різьбової поверхні одночасно по всіх параметрах.
ЗНАЙОМСТВО З МЕТОДАМИ І КОНСТРУКЦІЄЮ ПРИЛАДІВ
ДЛЯ ВИМІРЮВАННЯ СЕРЕДНЬОГО ДІАМЕТРУ ЗОВНІШНЬОЇ РІЗЬБИ
Різьбовий мікрометр
Різьбовий мікрометр (рис.2) відрізняється від звичайного наявністю в п'яті 1 та в кінці мікрогвинта 4 отворів, в глибині яких закріплені опорні кульки. В ці отвори вводять спеціальні вимірювальні вставки: призматична вставка 2 з'єднана з нерухомою п'ятою 1, а конічна 3 - з мікрогвинтом 4. Хвостовики вставок мають повздовжні розрізи, які трохи розведені, що забезпечує їм пружинні властивості і запобігають від випадання та повздовжнього зміщення. Торцями хвостовиків вставки впираються у кульки, що дозволяє їм провертатися та легко встановлюватися по куту підйому різьби. Робочий кут призматичних вставок 2 відповідає куту профілю витка різьби, що перевіряється, а кут конічної вставки 3 - куту профілю западини різьби. При вимірюванні параметрів різьби поверхні вставок приводять у зіткнення з поверхнями витків різьби так, як це зображено на рис. 2,б. Мікрометр в цьому випадку показує власне середній діаметр різьби. При підведенні вставки до поверхні вимірювальної деталі мікрогвинт обертають тільки за тріскачку.
Щоб забезпечити можливість установки різьбового мікрометра на нуль при будь-яких вставках, барабан 5 з'єднується цанговим затискачем з мікрогвинтом 4 при затягуванні гайки 7.
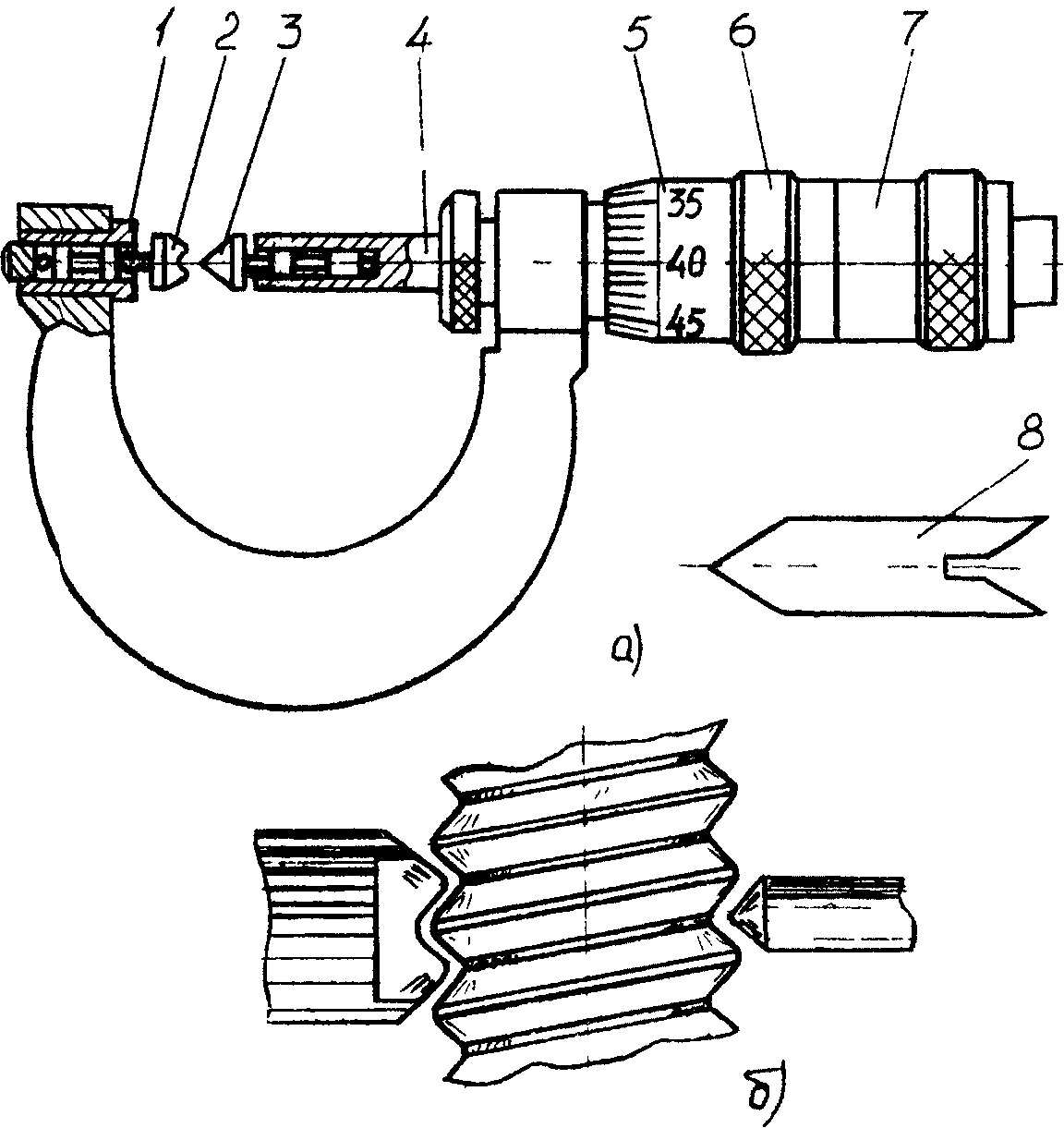
Рис. 2.
Мікрометр з регульованим барабаном підготовлюють до роботи в такому порядку:
1. Встановлюють в мікрометр вставки, які підбирають по кроку різьби.
2. Обертаючи барабан за тріскачку, переміщують конічну вставку до стискання її з призматичною і в цьому положенні стопорять мікрогвинт. Якщо границі вимірювання мікрометра більше 25 мм, то між вставками вводять установочну міру.
3. Відпускають гайку цангового зажиму і повертають передню частину барабану так, щоб нульовий штрих співпадав з повздовжнім штрихом на стеблі. В цьому положенні барабан закріплюють, а стопор мікрогвинта звільнюють.
4. Повторюють п.2. Якщо при цьому нульові штрихи не співпадають, операцію установки слід повторити.
У деяких різьбових мікрометрів регулювання здійснюється за допомогою п'яти 1.
Мікрометр з регульованою п'ятою підготовляють до роботи в такому порядку.
1. Встановлюють в мікрометр вставки, які підбирають по кроку різьби.
2. Поєднують нульовий штрих барабану з повздовжнім штрихом стебла і в цьому положенні закріплюють мікрогвинт, а стопор п'яти 1 відпускають.
3. Поворотом гайки регульованої п'яти підводять призматичну вставку до упора в конічну (якщо розмір мікрометра не більше 25 мм), або до упору в конічну частину установочної міри (якщо мікрометр більше 25 мм). В цьому положенні п'яту 1 закріплюють, а стопор мікрогвинта відпускають.
4. Відводять мікрогвинт вправо на 1 - 2 оберти і знову підводять його до повторного контакту вставок, користуючись при цьому тріскачкою. Якщо нульовий штрих не співпадає з повздовжньою лінією на стеблі, то необхідно застопорити мікрогвинт, відвернути на півоберта ковпачок, розташований поряд з тріскачкою, повернути барабан до збігу нульового штриха з повздовжньою лінією на стеблі і знову затягнути ковпачок, стримуючи барабан від повороту.
Метод трьох дротинок
Для виконання точних вимірювань середнього діаметра зовнішньої різьби застосовується метод трьох дротинок. В цьому випадку для вимірювання середнього діаметру використовується гладкий мікрометр і вимірювальні дротинки.
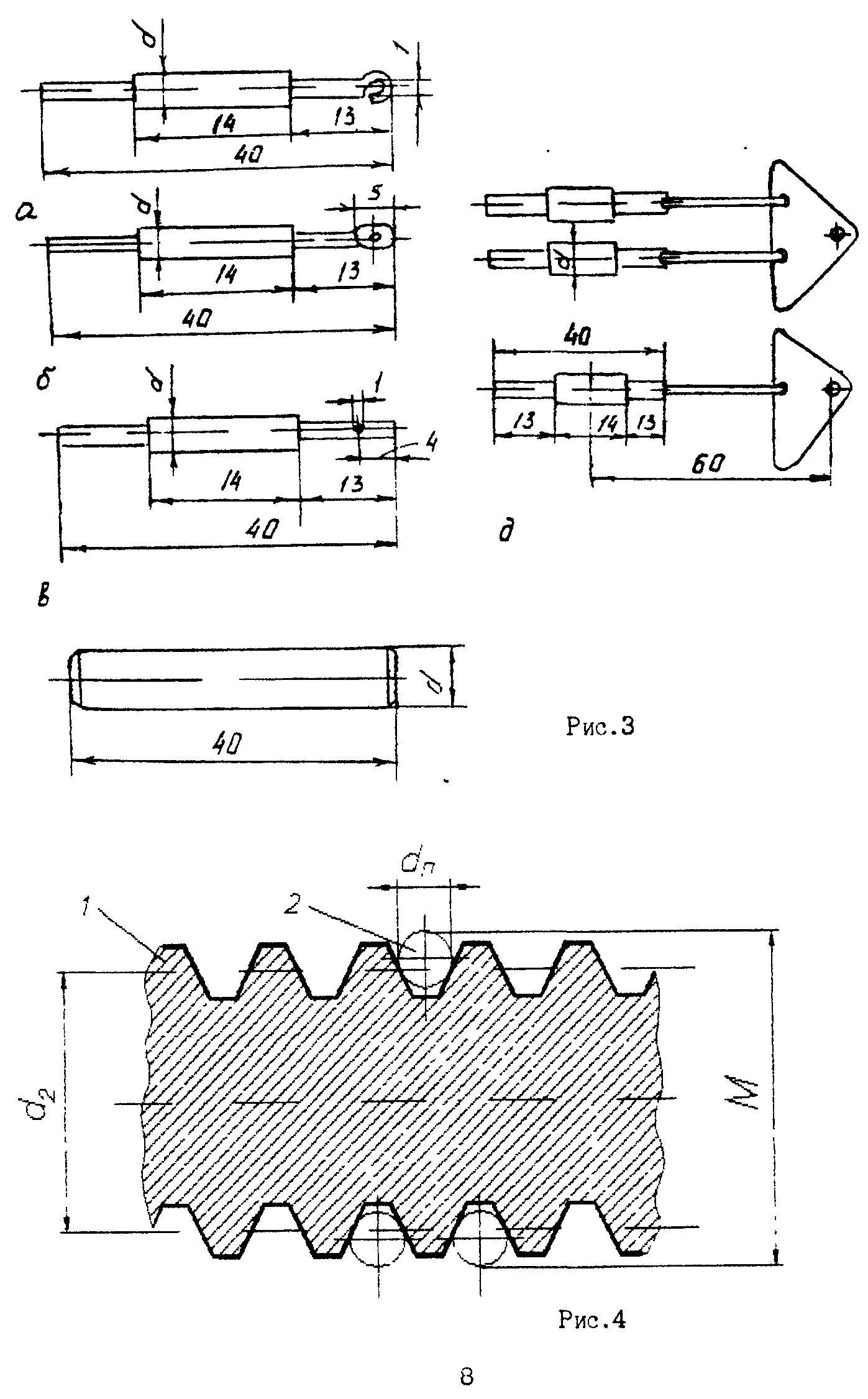
Типи дротинок (або роликів) для вимірювання середнього діаметра різьби зображені на рис.3. Верхня частина дротинок має вушко для підвішування на нитці при вимірюванні, а також для бірки. За точністю виготовлення дротинки діляться на два класи: 0 - для вимірювання різьбових калібрів та 1 - для виробів з допуском на середній діаметр не більше 8 мкм. Діаметр дротинки істотно впливає на точність вимірювання середнього діаметра різьби. Крім того, щоб усунути вплив похибок кута на результати вимірювань, слід вибрати дротинки такого діаметра, щоб точки їх дотику з профілем витка різьби співпадали з точками перетину середнього діаметра цієї різьби. Найвигідніший діаметр дротинок, який забезпечує виконання вказаної умови, визначається за формулою:
dДР = Р/(2 cos /2), (3)
д е
- кут профілю різьби. Для метричної
різьби, у якої
= 60,
цей діаметр дорівнює d = P/3
і в таблиці 1 наведені значення цих
діаметрів дротинок для різних кроків
різьби.
е
- кут профілю різьби. Для метричної
різьби, у якої
= 60,
цей діаметр дорівнює d = P/3
і в таблиці 1 наведені значення цих
діаметрів дротинок для різних кроків
різьби.
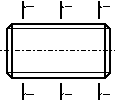
Дротинки вкладаються у впадини профілю різьби, як це показано на рис. 4, і гладким мікрометром вимірюють розмір М. Дійсний середній діаметр різьби підраховується за формулою:
d2д = М – Зdдр + 0.866 Р, (4)
де dдр - діаметр дротинок, Р - номінальний крок різьби.
Середній діаметр різьби методом трьох дротинок вимірюють в такій послідовності:
1. Встановлюють гладкий мікрометр на нуль.
2. Підбирають дротинки в залежності від кроку різьби.
3. Вимірюють розмір М у відповідності зі схемою вимірювання, приведеною на рис. 4.
4. За формулою (4) підраховують дійсний розмір d2 .
Порівнюючи дійсні розміри діаметрів d2 i d зовнішньої різьби з їх граничними значеннями, робиться висновок про придатність вимірюваної різьби.
Таблиця 1
Найвигідніший діаметр дротинок
-
Крок різьби
Діаметр дротинок
Крок різьби
Діаметр дротинок
0.2
0.25
0.3
0.35
0.4
0.45
0.5
0.6
0.7
0.75
0.8
1.0
0.118
0.142
0.170
0.201
0.232
0.260
0.291
0.343
0.402
0.433
0.451
0.572
1.25
1.5
1.75
2.0
2.5
3.0
3.5
4.0
4.5
5.0
5.5
6.0
0.724
0.866
1.008
1.157
1.441
1.732
2.020
2.311
2.595
2.886
3.177
3.468
Протокол лабораторної роботи
"Вимірювання параметрів різьбової поверхні".
-
Вхідні дані деталі
Позначення різьби
Крок різьби, Р
Номінальний діаметр, мм
Граничні відхилення, мм
верхнє, еs
нижнє, еі
граничні розміри, мм
найбільший
найменший
D
d2
d1
Характеристика вимірювального засобу
Найменування
Діапазон вимірювання, мм
Ціна поділки, мм
Діаметр дротинок
Схема вимірювання
Схема розташування полів допусків
А
 Б В
Б ВА Б В
Результати вимірювання
Висновок про придатність деталі
Параметр
А - А
Б – Б
В - В
М
d2
d