Файл: Планирование материальных потребностей предприятия MRP.pdf
ВУЗ: Сибирский государственный индустриальный университет
Категория: Методичка
Дисциплина: Не указана
Добавлен: 25.10.2018
Просмотров: 2766
Скачиваний: 31

8
Из книги учета запасов переносятся данные о материалах
и комплектующих, необходимых для производства конечного
изделия, и, в частности, данные о времени выполнения заказа на
их поставку/производство (1б).
o
Переносятся плановые показатели выпуска конечного
изделия из основного план-графика производства (1в).
o
По каждому материалу и узлу для каждого планового
периода рассчитывается общая производственная по-
требность в этом материале/узле; при этом использу-
ются данные состава изделия (количество каждого
материала/узла, необходимое для производства ко-
нечного изделия или промежуточного узла) и инфор-
мация о времени поставки/производства материалов и
комплектующих.
В приведенном примере общая потребность в элементе В
во втором плановом периоде (она равна 400) получается так: по-
требность производства А в элементе В в третьем плановом пе-
риоде - 200 элементов (100·2), потребность производства С в
элементе В в третьем плановом периоде - тоже 200 элементов. С
учетом того, что время поставки/производства элемента В - один
плановый период, заказ элемента В записывается во второй пла-
новый период в количестве 400 единиц (200+200). Аналогично
рассчитываются остальные ячейки таблицы.
2. По каждому материалу на каждый плановый период считается
чистая потребность в этом материале.
Различают понятия полной потребности в материале, которая
отображает то количество, которое требуется пустить в про-
изводство, и чистой потребности, при вычислении которой
учитывается наличие запасов данного материала.
Заказ в системе автоматически создается по возникновению
отличной от нуля чистой потребности. При этом используют-
ся данные о состоянии запасов. Чистая потребность считается
по формуле:
Чистая потребность = полная потребность – количество на
складе – страховой запас.

9
В идеале MRP-система не должна создавать страховых запа-
сов. Однако в реальности случаются непредвиденные и не-
устранимые срывы поставок материалов. Для поддержания
процесса производства в подобных ситуациях создают стра-
ховой запас. Его размер определяется заранее компетентными
лицами и зависит от конкретных условий производственного
процесса.
3. По ненулевым чистым потребностям формируется график за-
казов на закупку/производство материалов и комплектующих.
При его создании учитывается время выполнения каждого за-
каза.
4. Просматриваются заказы, сгенерированные ранее текущего
периода планирования. В случае необходимости система пе-
ресчитывает сроки и размер заказа и вносит корректировки в
сформированный ранее план-график закупок. Эти изменения
автоматически регистрируются в базе данных о состоянии за-
пасов (поскольку создание, отмена или модификация заказа
влияет на статус соответствующего ему материала).
Представленная схема работы MRP-цикла очень упрощена.
В реальности необходимо учитывать особенности конкретного
производственного процесса (ассортимент производимых това-
ров, конструктивную сложность конечных изделий, территори-
альную разбросанность складов, регулярные сбои поставок ком-
плектующих).
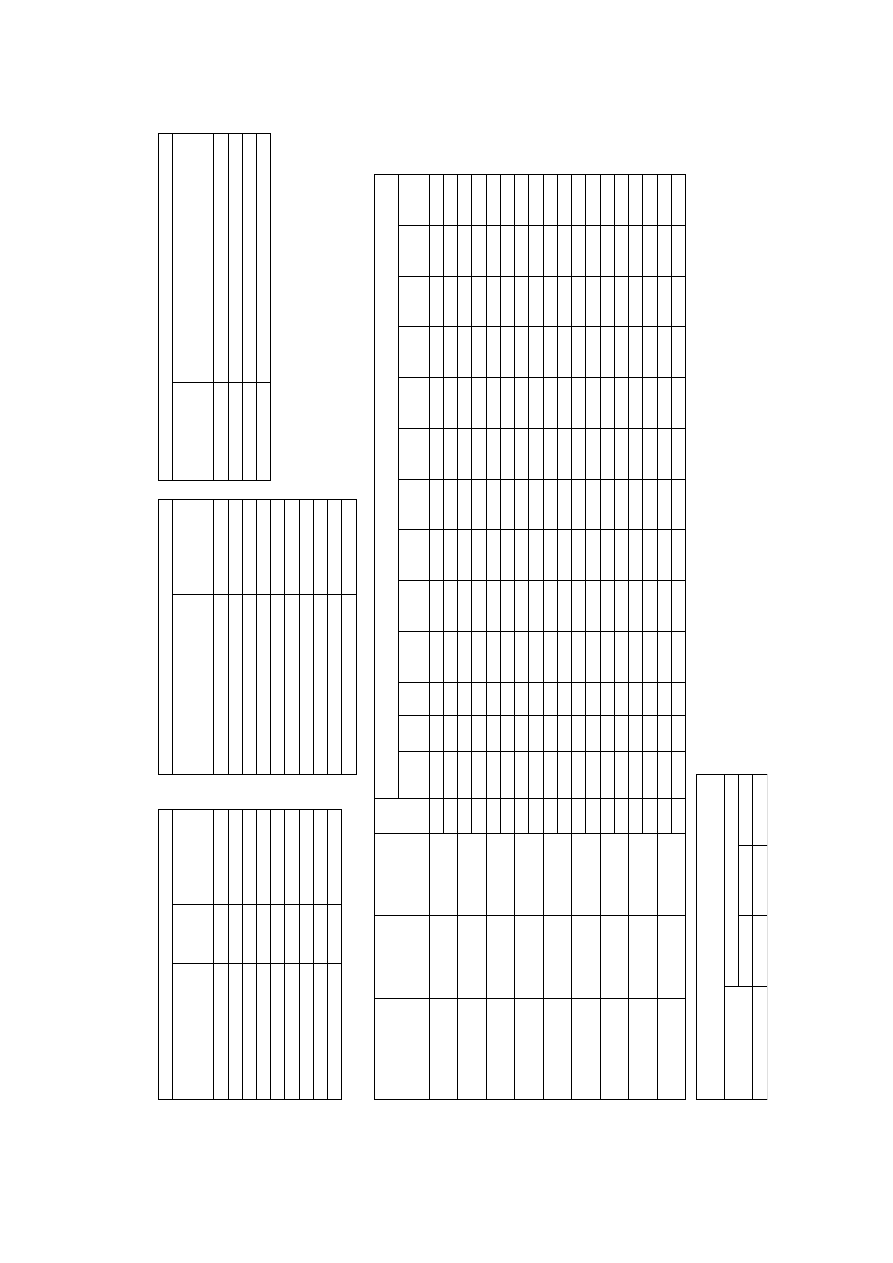
Практическая часть занятия заключается выполнении рас-
чета MRP-цикла на основе более сложного примера, иллюстри-
рующий логическую схему MRP-цикла при большем количестве
комплектующих (рисунок 3).

10
Пр
ед
пр
ия
тие
о
су
щ
ес
твл
яе
т
сбо
рку
т
ер
м
оу
ст
ойчив
ог
о
ре
зо
на
нс
но
го
р
ас
пыл
ит
ел
я
из
:
бл
ока
г
ол
ов
ок
(2
шт
),
ф
ор
су
нки
(
1
шт
),
со
ед
ин
ит
ел
я
(2
шт
)
и
са
м
ор
ез
ов
(6
шт
.)
.
Бло
к
го
л
ов
ок
со
бир
ае
тс
я из
бл
ока
ше
ст
ер
не
й
(2
шт
.)
и в
ал
а
(1
шт
.).
Бло
к
шес
те
рн
ей
со
бир
ае
тс
я из
шес
те
рн
и
(1
шт
.)
,
ус
ад
очн
ог
о к
ол
ьца
(
2
шт
.)
и с
ам
ор
ез
ов
(2
шт
.)
.
Те
ку
щ
ие
зап
ас
ы
на
с
кл
ад
е
Сос
та
в
из
д
ел
ия
Ра
сп
ре
д
ел
ен
ие
п
о у
ро
вням
У
четн
ые
е
д
ин
ицы
Ра
зм
ер
те
ку
щ
их
за
па
со
в
Вр
ем
я
за
ку
пки
/
пр
оиз
во
д
ст
ва
Наим
ен
ова
ние
К
ол
иче
ст
во
Ие
ра
рх
иче
ски
й
ур
ове
нь
Эл
ем
ен
ты
Ра
сп
ыл
ит
ел
ь
10
-
Ра
сп
ыл
ит
ел
ь
0
Ра
сп
ыл
ит
ел
ь
Бло
к
го
л
ов
ок
200
2
Бло
к
го
л
ов
ок
2
1
Бло
к
го
л
ов
ок,
Фо
рс
ун
ка
, Сое
д
ин
ит
ел
ь
Фо
рс
ун
ка
100
1
Бло
к
шес
те
рн
ей
2
2
Бло
к
шес
те
рн
ей
, Ва
л
Сое
д
ин
ит
ел
ь
0
1
Ше
ст
ер
ня
1
3
Ше
ст
ер
ня
, У
са
д
очн
ое
ко
л
ьц
о,
Сам
ор
ез
Сам
ор
ез
3
00
1
У
са
д
очн
ое
к
ол
ьцо
2
Бло
к
шес
те
рн
ей
100
2
Сам
ор
ез
2
Ше
ст
ер
ня
0
1
Ва
л
1
У
са
д
очн
ое
к
ол
ьцо
20
1
Фо
рс
ун
ка
1
Ва
л
50
1
Сое
д
ин
ит
ел
ь
2
Сам
ор
ез
6
П
лан
-г
ра
ф
ик
зак
уп
ок
/п
ро
из
во
д
ст
ва
т
ре
бу
ем
ых
к
ом
пл
екту
ю
щ
их
п
о п
ер
ио
д
ам
У
четн
ые
ед
ин
ицы
Ра
зм
ер
те
ку
щ
их
за
па
со
в
Вр
ем
я
за
ку
пки
/
пр
оиз
во
д
ст
ва
Пл
ан
овы
е
пе
ри
од
ы
P
-4
P
-3
P
-2
P
-1
P
0
P1
P2
P3
Ра
сп
ыл
ит
ел
ь
10
-
ПП
100
80
100
ЧП
90
80
100
Бло
к
го
л
ов
ок
200
2
ПП
180
160
200
ЧП
0
14
0
200
Фо
рс
ун
ка
100
1
ПП
90
80
100
ЧП
0
70
100
Сое
д
ин
ит
ел
ь
0
1
ПП
180
160
2
00
ЧП
180
160
2
00
Бло
к
шес
те
рн
ей
100
2
ПП
0
280
400
ЧП
0
180
400
Ва
л
50
1
ПП
0
140
200
ЧП
0
90
200
Ше
ст
ер
ня
0
1
ПП
0
180
400
ЧП
0
180
400
У
са
д
очн
ое
ко
л
ьцо
20
1
ПП
0
360
800
ЧП
0
340
800
Сам
ор
ез
300
1
ПП
0
360
800
540
480
600
ЧП
0
60
800
540
480
600
О
сн
овной
пр
оиз
во
д
ст
ве
нн
ый
п
л
ан
-г
ра
ф
ик
пр
оиз
во
д
ст
ва
р
ас
пыл
ит
ел
ей
К
он
ечн
ое
из
д
ел
ие
Пл
ан
овы
е
пе
ри
од
ы
P1
P2
P3
Ра
сп
ыл
ит
ел
ь
100
80
100
Рисунок 3 – Пример MRP-цикла

11
2. Порядок выполнения самостоятельной работы
В рамках выполнения самостоятельной работы необходимо
выполнить расчет MRP-цикла на основе индивидуального зада-
ния (Приложение А).
12
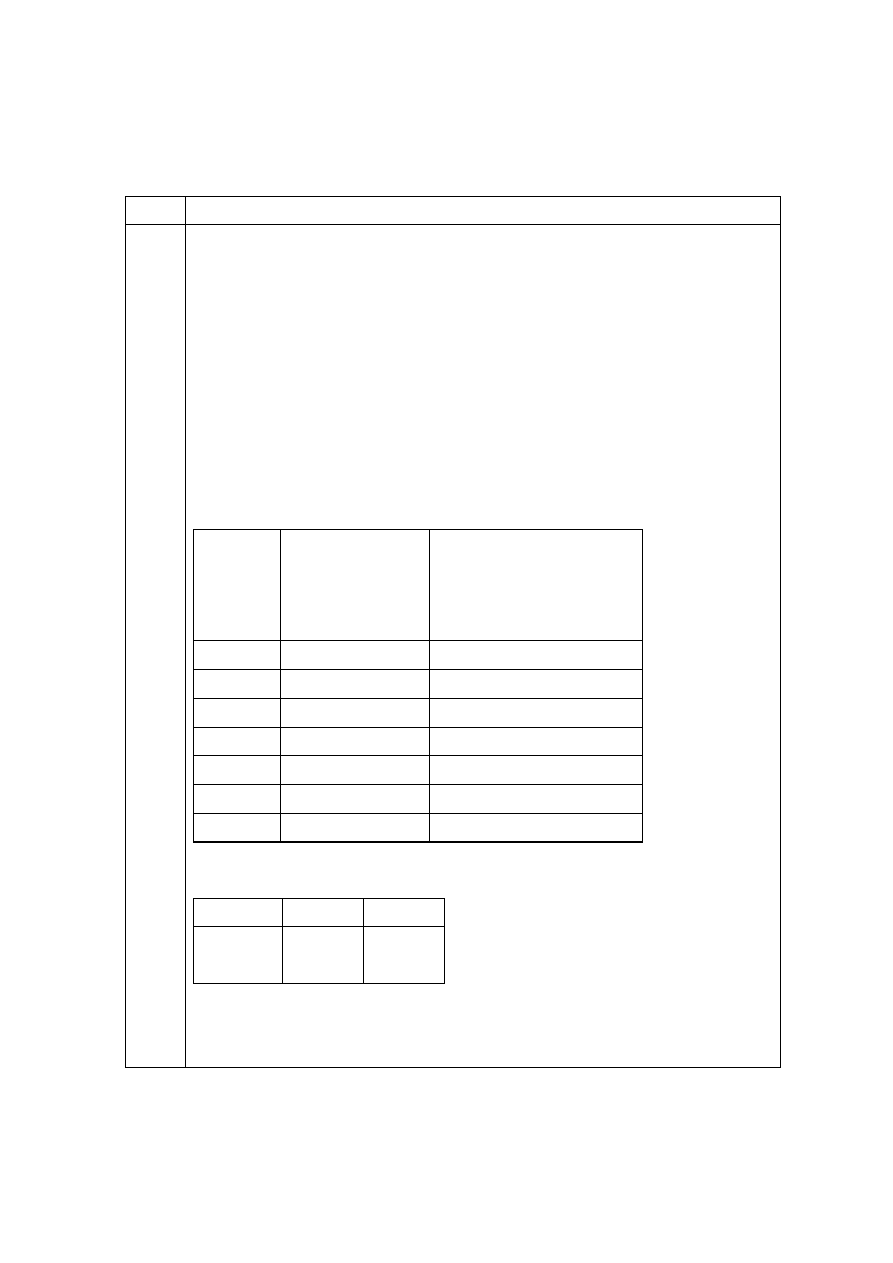
Приложение А
Варианты индивидуальных заданий
№
Задание
1
Предприятие занимается изготовлением продукции A.
Для изготовления одной единицы A требуются следу-
ющие комплектующие: B (2 шт.), C (1 шт.), D (3 шт.).
Для производства комплектующего B требуется нали-
чие комплектующих X (2 шт.), Y (2 шт.). Изделие X со-
бирается из комплектующих Z (1 шт.), Y (2 шт.), C (1
шт.).
В качестве планового периода заказа/производства на
предприятии используется одна неделя. Страховые за-
пасы не используются.
Текущие запасы на складе:
Учет-
ные
еди-
ницы
Размер те-
кущих запа-
сов
Время закуп-
ки/производства
A
10
-
B
100
2
C
50
1
D
150
2
X
30
2
Y
200
3
Z
100
1
Плановые периоды основного производственного пла-
на-графика производства изделия A.
P1
P2
P3
100
шт.
100
шт.
100
шт.
Произведите расчет MRP-цикла и составьте основной
производственный план график производства. Какой
иерархический уровень занимает комплектующая Y?