ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 11.01.2024
Просмотров: 20
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Фильтрование
Фильтрованием (фильтрацией) называется процесс обезвоживания материалов с содержанием влаги 30-50% путем отделения воды от твердых частиц с помощью пористой фильтрующей перегородки, проницаемой только для жидкой фазы. Твердые частицы при этом накапливаются на пористой перегородке в виде осадка, который периодически или непрерывно удаляют. Жидкая фаза, прошедшая через поры перегородки, называется фильтратом.
Процесс фильтрации состоит из двух основных стадий – собственно фильтрации и просушка осадка. Просушка начинается после того, как будет удалена основная масса воды. Воздух, проходя через осевший слой осадка, захватывает нахожящиеся в нем капельки воды и дополнительно обезвоживает его. Для успешной фильтрации необходимо обеспечить достаточную разность давлений с внешней и внутренней сторон фильтрующей перегородки.
Разница давлений на фильтрах может обеспечиваться за счет создания вакуума за перегородкой. В этом случае аппараты для фильтрования называются вакуум-фильтрами. Если разность давлений создается за счет внешнего избыточного давления, то такие фильтры называются фильтр-прессами.
На обогатительных фабриках для фильтрации концентратов перимущественно используют вакуум-фильтры, в которых разрежение создается вакуум-насосами. В качестве фильтрубщего материала применяются хлопчатобумажные технические, реже шерстяные ткани. В настоящее время для фильтрования широко применяются синтетические ткани: капрон, нейлон, лавсан и др. При фильтровании могут использоваться также металлические сетки с отверстиями размером 0,1-0,2 мм.
Вакуум-фильтры по конструкции основного рабочего органа подразделяют на барабанные, дисковые и ленточные. На обогатительных фабриках наибольшее распространение имеют фильтры первых двух типов. Принцип действия фильтров одинаков, но они отличаются формой и устройством фильтрующих элементов.
Б
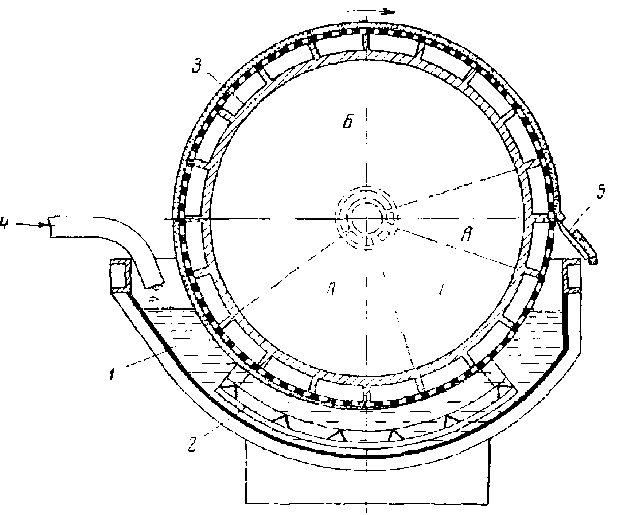 арабанный фильтр (рис. 68) представляет собой барабан, вращающийся вокруг горизонтальной оси. Барабан радиально разделен на секции (камеры), поочередно соединяемые с вакуум-насосом или воздуходувкой.
арабанный фильтр (рис. 68) представляет собой барабан, вращающийся вокруг горизонтальной оси. Барабан радиально разделен на секции (камеры), поочередно соединяемые с вакуум-насосом или воздуходувкой. Рис.68. Схема работы барабанного вакуум-фильтра:
А- зона набора осадка, В - зона подсушки; В - зона отдув-ки, Г- зона продувки ткани, 1- ванна фильтра, 2 - мешалки, 3- барабан фильтра, 4 - нож для съема кека (осадка), 5 - осадок.
Барабан частично погружен в ванну с фильтуемым материалом. Поверхность барабана покрыта фильтровальной тканью. При вращении барабана камеры, погруженные в ванну с пульпой, вначале соединяются с вакуумной системой. В результате разрежения вода из пульпы проходит через поры ткани, а твердые частицы осаждаются на ней (зона А).
При дальнейшем вращении барабана за счет разрежения продолжается отсос воды зона Б); затем камера подсоединяется к системе подачи сжатого воздуха, который раздувает ткань, что облегчает отделение осадка (зона В). Для более полного и быстрого снятия осадка используют срезающий нож. Перед заходом камеры вновь в ванну с пульпой ткань продувают воздухом с целью прочистки пор (зона Г).
Барабанные вакуум-фильтры изготавливают с фильтрующей поверхностью до
 . Диаметр фильтрующего барабана достигает 3000 мм, а длина 4000 мм.
. Диаметр фильтрующего барабана достигает 3000 мм, а длина 4000 мм. Дисковые вакуум-фильтры в отличие от барабанных имеют фильтрующие элементы в виде досков, собранных из нескольких отдельных сегментов (рис. 69), что позволяет при тех же внешних габаритах аппарата увелечить поверхность фильтрации до
 .
.
Рис. 69. Дисковой вакуум-фильтр:
1 - чан; 2- диск; 3 – сектор диска; 4 - вал; 5 – распределительная головка
Промышленные дисковые вакуум-фильтры имеют от 2 до 12 рабочих дисков диаметром 1,8 – 2,5 м, вращающихся с частотой 0,1 –
 . Они работают при вакууме 8-10 кПа; давление сжатого воздуха при отдувке осадка поддерживают в пределах 50-100 кПа. Удельная производительность дисковых вакуум-фильтров для концентратов цветной металлургии колеблется в пределах 0,1 – 2 т/ч на
. Они работают при вакууме 8-10 кПа; давление сжатого воздуха при отдувке осадка поддерживают в пределах 50-100 кПа. Удельная производительность дисковых вакуум-фильтров для концентратов цветной металлургии колеблется в пределах 0,1 – 2 т/ч на  фильтрующей поверхности.
фильтрующей поверхности. Ленточные вакуум-фильтры представляют собой замкнутую резиновую ленту с отверстиями, натянутую на два вращающихся барабана и покрытую фильтровальной тканью. Борта транспортирующей ленты скользят по двум направляющим планкам, а средняя ее
часть прилегает к колосниковой решетке, установленной над вакуумной камерой. Камера через патрубки присоединена к коллектору для сбора фильтрата. Пульпа на фильтр подается из питающего лотка на ленту под первой вакуум-камерой, а осадок снимается срезающим ножом при изгибе ленты на приводном барабане.
В металлургическом производстве широко используются барабанные и дисковые вакуум-фильтры, а также специальные фильтры, работающие под давлением пульпы или раствора. При малых масштабах производства сохранили свое практическое значение вакуум-фильтры периодического действия. Они представляют собой чаны (воронки) с горизонтально расположенным фильтрующим днищем, под которым находится камера, соединенная с вакуум-насосом. Такие фильтры на практике часто называют нутчами и нутч-фильтрами. Площадь фильтрующей поверхности у них - от 1 до
 . В нутч-фильтрах можно накапливать слой осадка толщиной до 400 мм.
. В нутч-фильтрах можно накапливать слой осадка толщиной до 400 мм.Характерной особенностью фильтр-прессов является возможность проведения процесса фильтрования при давлениях до 0,8 МПа и температуре до 80 градус Цельсий. В цветной металлургии в основном применяют рамные и камерные фильтр-прессы.
Рамный фильтр-пресс состоит из набора чередующихся рам и плит (пластин), изготовленных из чугуна, дерева или керамики (рис70). Между ними проложена фильтровальная ткань. Рамы и плиты, имеющие боковые опорные ручки, устанавливают между двумя стойками, соединенными горизонтальными направляющими. Гидравлическим устройством или ручным механизмом рабочие рамы и плиты плотно зажимают между неподвижной и подвижной торцовыми плитами.
Две соседние плиты с промежуточной рамой и с сажатой между ними фильтровальной тканью образуют индивидуально работающую фильтровальную ячейку. Раствор, проходящий через поры ткани, движется по углублениям (нарифлениям) на поверхности плит.
В верхней части рам и плит имеются отверстия, которые совпадают по направлению и образуют канал для ввода пульпы, подлежащей разделению, в фильровальные ячейки. В нижней части плит размещены отверстия с канальцами, по которым вытекает фильтрат, просачивающийся из внутренного пространства между двумя соседными плитами. Отверстия для стока фильтрата в каждой плите закрываются кранами.
Осадок твердой фазы отлагается на фильтрующей ткани. По мере заполнения камер осадком стекание жидкости из краников замедляется и, наконец, полностью прекращается. После этого при необходимости переходят к промывке осадка (кека).
Схемы работы фильтр-пресса в режимах фильтрации и промывки кека показаны на рис. 71.
Промывная жидкость поступает по одному или двум специальным каналам с обратной стороны фильтрующего слоя, проходит через слой осадка и просачивается в канал соседней плиты. Для этого оставляют открытыми краники у всех плит, считая от места поступления фильтруемого материала, и закрывают у всех нечетных. После промывки осадка в случае необходимости следует высушивание его сжатым воздухом или паром. По окончании операции фильтр разбирают и разгружают. Разгрузка и сборка фильтра занимают около 1 ч.
Рис. 70 Рамный фильтр-пресс с гидравлическим зажимом
В рамные фильтр-прессы пульпу подают преимущественно при помощи нагнетального насоса. Применяют иногда ее подачу самотеком из вышерасположенного напорного чана.
В насточщее время рамные фильтр-прессы применяют чаще всего не для фильтрации пульп, а для осветления растворов, а также для фильтрации и промывки богатых конечных продуктов, полученных, например, при осаждении ценных компонентов из растворов, и в некоторых других случаях.
Наиболее распространенными в цветной металлургии камерными фильтр-прессами являются свечевые и рукавные фильтры.
Свечевой фильтр-пресс (рис. 72) представляет собой герметичный толстостенный цилиндрический сосуд с двумя съемными сферическими крышками. Внутри корпуса рамещены фильтровальные свечи, состоящие из отдельных элементов длиной 250 мм с внутренним диаметром 70 мм и толщиной стенок 25 мм. Общая высота свечи 2м.
Рис. 71 Схемы работы фильт-пресса в режимах фильтрации (а) и прошивки кека (б)
Рис. 72 Свечевой фильтр-пресс
Фильтрующие элементы изготовливают из пористой керамики или металлокерамики. Верхние концы свечей прикреплены к стальной траверсе с ушками для снятия и транспортировки всей сборки свечей. Выемка ее производится при снятой верхней крышке.
Исходный раствор под давлением до 0,3 МПа подается в фильтр через патрубки в верхней крышке. Фильтрат проникает через поры керамических элементов и в нижней части фильтра через сборные коллекторы поступает в общий коллектор. Осадок удаляется с наружных стенок свечей обратным потоком фильтрата или сжатым воздухом. Вместе с жидкостью осадок проходит через решетку к выпускному патрубку. Процесс фильтрации заканчивается, когда толщина осадка достигает предельной толщины, о чем судят по росту давления в фильтре.
Один из типоразмеров свечевого фильтра имеет поверхность фильтрации, равную
 , внутренний диаметр 1600 мм, объем
, внутренний диаметр 1600 мм, объем  , число свечей - 56. Такой фильтр заменяет 5-6 рамных. В результате замены рамных фильтр-прессов возросла производительность труда, ликвидированы ручные работы, улкчшились санитарно-гигиенические условия труда.
, число свечей - 56. Такой фильтр заменяет 5-6 рамных. В результате замены рамных фильтр-прессов возросла производительность труда, ликвидированы ручные работы, улкчшились санитарно-гигиенические условия труда.Аналогичным по принципу действия саечевому фильтру является рукавный фильтр, в котором фильтрующие элементы выполнены в виде рукавов из фильтровальной ткани длиной 2-2,4 м и диаметром 60 мм, которые для жесткости заполняют мелким коксом.
Сушка
Сушка, не являясь обязательной стадией, часто завершает процесс. Она обеспечивает в случае необходимости практически полное удаление влаги. Сушку можно проводить как при температуре окружающего воздуха (естественная сушка), так и нагрева влажного материала (термическая или искусственная сушка). Обычно применяют термическую сушку.
Рис. 73 Трубчатая вращающаяся сушильная печь
Сушку в промышленных условиях проводят следующими способами: а) сушиванием на поду ( подовые сушилки); б) высушиванием во трубчатых печах путем непрерывного перемешивания влажного материала с горячими газами ( трубчатые сушилки); в) испарением влаги состоянии при подаче материала прямоточно с движением потока горячих газов ( печи кипящего слоя и трубы-сушилки).
Подовые сушилки в нестоящее время применяют очень редко, только при малых масштабах производства.
ФИЛЬТРАЦИЯ ЭЛЕКТРОЛИТА
Для фильтрации электролита от остатков органической фазы проектом предусмотрено две стадии: коагулятор и фильтрационная установка Spintek.
3.1 Переливная емкость (коагулятор)
Насыщенный электролит из S1 подается от коагулятор, где проходит 4 последовательных переливных камер. В результате разделения фаз, органика всплывает на поверхность и удерживается переливной перегородкой. Аппаратчик должен периодический собирать скопившуюся органику специальным совком.
3.2 Многослойный фильтр SPINTEK.
Второй стадией фильтрации является многослойный фильтр Spintek. Насыщенный электролит подается в рабочую емкость сверху.