Добавлен: 03.02.2024
Просмотров: 45
Скачиваний: 5
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Диплом
1.Введение
Сварка, для выполнения которой применяется зажженная электрическая дуга, является наиболее распространенным способом соединения металлов. Электродуговая сварка, отличающаяся исключительной универсальностью, сегодня успешно применяется практически повсеместно.
Электродуговую сварку выполняют с обязательным использованием источника большого тока, который при этом отличается невысоким напряжением. Такое напряжение одновременно подается как на сварочный электрод (один контакт), так и на свариваемую заготовку (второй контакт). В результате взаимодействия заготовки и электрода между ними образуется электрическая дуга, именно за счет нее и происходит плавление кромок соединяемых деталей. Использование такой дуги, которая и необходима для преобразования энергии электрического тока в тепловую, позволяет получать в зоне электродуговой сварки температуру порядка 5000 градусов, которой вполне достаточно для того, чтобы расплавить любые из известных человечеству металлов.
Технология электродуговой сварки предполагает одновременное плавление металла электрода и соединяемых деталей, за счет которых и формируется так называемая сварочная ванна. Именно в данной ванне и протекают все процессы, характерные для сварки: металл электрода взаимодействует с металлом соединяемых деталей, образуется шлак, который поднимается на поверхность расплавленной сварочной ванны и формирует защитную пленку.
2. Основная часть
2.1 Характеристика изделия, назначение и область применение
Обечайка – это, своего рода, заготовка для создания конических или же цилиндрических конструкций. Она изготавливается из листового металла и затем, с помощью сварки, соединяется противоположными краями, образуя резервуар, трубу или обод без торцов.

Рисунок 1 – Обечайка
Элемент обечайки:
-
днище — листовая конструкция, расположенная с торцов; -
пояс — отдельный замкнутый элемент; -
диафрагма — перегородка, полностью или частично перекрывающая поперечное сечение.
Обечайки находят применение в машиностроении, ракето-, авиа- и судостроении, химической, нефтегазовой, оборонной промышленности.
Использование:
-
прокладка различных коммуникаций; -
стенки люков; -
опоры мостов, водоводов, переходов, канализации; -
дымовые трубы, водосток, вентиляция, газоходы; -
сварные сосуды (котлы, емкости, баки, резервуары); -
в машиностроении (ролики, патрубки, барабаны, конические переходы); -
резонаторы музыкальных инструментов.
2.2 Применяемый материал, его характеристика
Для изготовления обечайки использовал материал сталь Ст3.
Сталь представляет собой материал, в котором основными элементами становятся железо и углерод, а другие вещества включаются в состав для изменения эксплуатационных качеств или контролируются в определенном диапазоне. Довольно больше распространение получила сталь 3. Она применяется для производства самых различных заготовок. Сталь Ст3 многим известна по трубам, которые применяются при создании систем теплоснабжения. Характеристики стали и ее особенности, к примеру, химический состав определяют не только широкое распространение металла, но и определенные особенности термической обработки.

Рисунок 2 - Сталь Ст3
Содержание
Химический состав
Каждая категория стали характеризуется своим определенным химическим составом. Он во многом определяет область применения создаваемых заготовок и сложности, которые возникают при термической обработке.
Химический состав стали Ст3 делает ее одним из самых распространенных материалов, которые можно встретить на рынке. Без этого металла сложно себе представить современные строительные работы.
Ключевыми моментами, которые касаются химического состава, назовем следующее:
-
Как ранее было отмечено, основными химическими элементами являются железо и углерод. Первый элемент имеет концентрацию 97%, углерода всего 0,14-0,22%. Именно углерод определяет показатель твердости и некоторые другие физико-химические свойства структуры. -
В состав структуры включается относительно небольшое количество легирующих элементов. Основными элементами стали хром и никель, концентрация которых составляет 0,3%. В этой же концентрации в состав включается медь.
Химический состав материала включает следующие элементы:
-
железо – 97%; -
углерод – 0,14-0,22%; -
никель, медь, хром – каждый не больше 0,3%; -
марганец - 0,4-0,65%; -
кремний - 0,05-0,17%; -
мышьяк менее 0,08%; -
серы не более 0,05; -
фосфор менее 0,04%.
При большом количестве разновидностей сталей у рассматриваемой жестко контролируется концентрация вредных примесей, которыми являются фосфор и сера. Кроме этого, в состав в большой концентрации входит азот, на который приходится около 0,1 массы.
Физические и механические свойства
Сталь Ст3, характеристики которой будут рассмотрены подробно, применяется в качестве основы при изготовлении просто огромного количества различных заготовок. Это можно связать с уникальными физическими и механическими свойствами. Механические свойства стали Ст3, которые контролируются при выпуске заготовок, следующие:
-
Временное сопротивление. -
Предел текучести. -
Степень изгиба под воздействием большого усилия. -
Относительное удлинение. -
Ударная вязкость при определенной температуре.
Наиболее важные технические характеристики углеродистой стали 3 следующие:
-
Поверхность имеет твердость 131 МПа. -
Плотность стали неоднородная, вес также может варьироваться в большом диапазоне. -
Свариваемость не характеризуется какими-либо ограничениями. -
К отпускной хрупкости структура не склонна.
Расшифровка марок Ст3
Провести расшифровку любой марки можно в соответствии с установленными стандартами и нормативной документации. Обозначение стали по ГОСТ позволяет при расшифровке марок определить основные качества. ГОСТ 380 определяет наличие следующих разновидностей металла:
Стоит учитывать, что индексы должны применяться при любой маркировке.
Марка материала может расшифровываться следующим образом:
-
СТ – обозначение, которое указывает на обыкновенное качество углеродистой стали. Примером назовем Ст3сп5. -
3 – цифра, являющаяся условным номером марки сплава. В зависимости от концентрации углерода могут применяться цифры в пределе о 0 до 6.
2.3 Сварочные материалы, используемые для изготовления обечайки, их краткая характеристика и условное обозначение
Для изготовления обечайки использовал сварочные материалы: сварочный трансформатор марка ТДМ -252 и электрод Э46А.

Рисунок 3 - Сварочный трансформатор ТДМ-252
Данное оборудование используется для того, чтобы обеспечить понижение напряжение с того уровня, который подается из сети, как правило, это 220 В или 380, в зависимости от количества фаз, до уровня, который нужен для сваривания. Естественно, что для холостого хода и для различных режимов требуются совершенно различные значения напряжения, поэтому, аппарат имеет регулировку параметров, которая помогает добиться нужного значения.
Таким образом, сварочный трансформатор ТДМ является регулируемым источником питания сварочного процесса. При помощи этого трансформатора можно осуществлять сварочный процесс ручной дуговой сваркой различных металлических предметов. Им же может производиться сварка тонкого металла и более толстых заготовок, в зависимости от параметров техники и выбранных режимов. От этого же зависит и необходимость в использовании дополнительных материалов. В данной серии представлено множество моделей, каждая из которых имеет свои особенности. Техника производится согласно ГОСТ 15150-69.
Электроды типа Э46А используют для сварки углеродистых сталей при повышенных требованиях к пластичности. Технические характеристики
Врем. сопр. разрыву: 46 кгс/мм2
Отн. удлинение: 22%
Ударная вязк.: 14 кгс*м/см2
Угол загиба при сварке электродами < 3 мм: 180 градусов
Эти сведения относятся к швам без последующей термообработки.
Содержание S в наплавке или шве: <=0.04%
Содержание P в наплавке или шве: <=0.045%
2.4 Оборудование и принадлежности сварщика, необходимые для изготовления обечайки
Работал на специально оборудованном рабочем месте для сварки.
Сварочный пост (рисунок 4) состоит из сварочного аппарата - источника питания дуги электрическим током, комплекта сварочных проводов, электрододержателя и собственно самого рабочего места, на котором работает сварщик. При постоянном расположении сварочный пост называют стационарным постом, при переменном - передвижным.
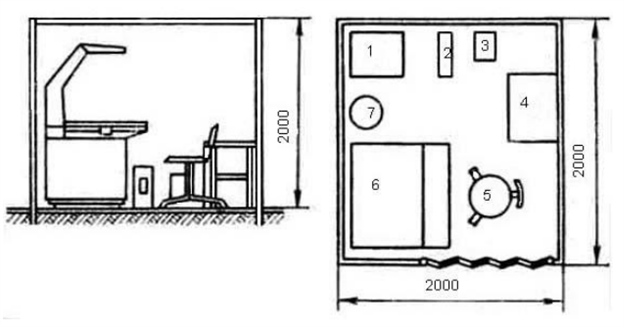
Рисунок 4 - Сварочный пост для ручной дуговой сварки
1 - источник питания; 2 - ящик для электродов; 3 - ящик для инструмента; 4 - стеллажи для деталей и готовых сварных узлов; 5 - стул сварщика; 6 - стол сварщика; 7 -
печь для прокалки электродов
Пост дуговой сварки постоянного тока включает:
- источник питания постоянного тока;
- балластный реостат;
- амперметр и вольтметр постоянного тока;
- сварочные провода;
- комплект инструментов сварщика: электрододержатель, маска (щиток), щетка металлическая, зубило-молоток, клеймо сварщика, пенал для электродов.
Пост сварки переменного тока отличается источником питания и типом измерительных приборов. Балластный реостат отсутствует.
Стационарные сварочные посты размещают в цехах для изготовления сварных строительных конструкций. К посту подают собранную под сварку конструкцию, и при выполнении нескольких сварных швов сварщик передвигается и его рабочее место меняется от шва к шву, а источник питания током и пусковая аппаратура остаются на месте. Передвижение сварщика может быть в пределах длины сварочного кабеля - не более 30 - 40 м; при большей длине растет падение напряжения в сварочной цепи, что препятствует нормальному процессу сварки.
При сварке небольших изделий сварочный пост оборудуют в открытой сверху кабине размерами в плане 2000 2000 мм; 2000 3000 мм и высотой не менее 2 м, которую изготавливают из любых несгораемых материалов (тонкие стальные листы, асбестоцементные плиты и т. п.). Вход в кабину делают в виде штор из брезента с огнестойкой пропиткой, а пол - из огнестойких материалов. Между стенками кабины и полом должен быть зазор не менее 50 (обычно 150 - 300) мм для вентиляции. Кабины должны освещаться естественным или искусственным светом (80 - 100 лк), вентилироваться (воздухообмен 40 м3/ч) и иметь местную вентиляцию. В кабине устанавливают металлический сварочный стол высотой 0,5 - 0,6 м (для работы сидя) или 0,9 м (для работы стоя). Вместо стола может быть установлен кантователь, позиционер или другое механическое оборудование, облегчающее поворот изделия для удобства сварки.
Сварщику необходим набор инструментов и принадлежностей и он должен быть обеспечен средствами личной защиты и спецодеждой.
К инструментам сварщика относятся:
1) Электрододержатель, от которого зависит производительность и безопасность труда. Электрододержатель должен быть лёгким (не более 0,5 кг) и удобным в обращении.
2) Щиток или маска применяется для предохранения глаз и кожи лица сварщика от вредного влияния инфракрасного излучения и брызг металла.