Файл: 2. 3 Расчёт и выбор аппаратуры управления Расчет ведется по методике источника 18.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 04.02.2024
Просмотров: 85
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
– угла обхвата барабана лентой.
Число прокладок в ленте Z, шт., определяем по формуле
где – предварительно максимальное натяжение ленты кН;
– предварительно максимальное натяжение ленты кН;
 – запас прочности
– запас прочности  ;
;
В – ширина ленты желобчатой формы м;
 – предел прочности прокладок
– предел прочности прокладок  .
.
Принимаем z=4. Толщина резиновых обкладок на рабочей стороне ленты δ1=6мм, на нерабочей δ2=2мм.
Линейную плотность ленты p, 3, определяем по формуле
3, определяем по формуле
где B – ширина ленты желобчатой формы, м;
Z – число прокладок в ленте, шт;
 – толщина обкладок на рабочей ленте, мм;
– толщина обкладок на рабочей ленте, мм;
 – толщина обкладок на не рабочей ленте, мм.
– толщина обкладок на не рабочей ленте, мм.
 3
3
Среднюю линейную плотность транспортируемого груза рг, 3, определяем по формуле
где Q – производительность, т/час;
v – скорость движения ленты конвейера, м/с.
При ширине ленты B=1000 мм наружный диаметр ролика Dp=159. Для плоских роликов с хорошо защищенными от пыли шарикоподшипниками коэффициент сопротивления качения
 , для желобчатых роликоопор
, для желобчатых роликоопор 
Шаг роликов на рабочей ветви конвейера Lp, определяется по формуле
определяется по формуле
где A – коэффициент при плотности груза, при плотности более 1,5 т равен 1550 мм;
B – ширина ленты желобчатой формы, мм.
 .
.
Масса ролика рабочей ветви mж , кг, определяется по формуле
где B – ширина ленты желобчатой формы, м.

Условную линейную плотность желобчатых роликов pр.ж, определяют по формуле
определяют по формуле
где – масса ролика рабочей ветви, кг;
– масса ролика рабочей ветви, кг;
 – шаг роликов на рабочей ветви конвейера, м.
– шаг роликов на рабочей ветви конвейера, м.
Шаг роликов на холостой ветви Lx, определяется по формуле
определяется по формуле
где – шаг роликов на рабочей ветви конвейера, мм.

Масса роликов на холостой ветви mп, кг, определяется по формуле
где - ширина ленты желобчатой формы, м.
- ширина ленты желобчатой формы, м.

Линейная плотность плоских роликов pр.п , холостой ветви
холостой ветви
где - масса роликов на холостой ветви, кг;
- масса роликов на холостой ветви, кг;
 – шаг роликов на холостой ветви, м.
– шаг роликов на холостой ветви, м.
Определяем диаметр приводного барабана
 , по формуле
, по формуле
где Z – число прокладок в ленте, шт.

По стандартному ряду принимаем
Длина барабана В1, мм, определяется по формуле
где B – ширина ленты желобчатой формы, мм.

Чтобы лента не сходила с барабана, он имеет стрелу выпуклости.
Стрела выпуклости мм, определяется по формуле
мм, определяется по формуле
где – длина барабана, мм.
– длина барабана, мм.

Диаметр натяжного барабана Dн, мм, определяется по формуле
где - диаметр приводного барабана мм.
- диаметр приводного барабана мм.
Определяем натяжение ленты методом обхода контура по точкам.
Находим натяжение ленты рабочей ветви конвейера Fp, Н, по формуле
где - горизонтальная проекция конвейера, мм;
- горизонтальная проекция конвейера, мм;

- линейная плотность желобчатых роликов, кг/м;
 - линейная плотность ленты, кг/м;
- линейная плотность ленты, кг/м;
 - линейная плотность груза, кг/м;
- линейная плотность груза, кг/м;
 - коэффициент сопротивления для желобчатых роликоопор Kωж = 0,025;
- коэффициент сопротивления для желобчатых роликоопор Kωж = 0,025;
 - ускорение свободного падения ɡ = 9,81.
- ускорение свободного падения ɡ = 9,81.

Находим в точке 2F2=F1+F1…2 ,
Находим в точке 3 , F3=F2+F2…3
Находим в точке 4 F4=F3+F3…4 ,
При расположении привода на головном конце конвейера
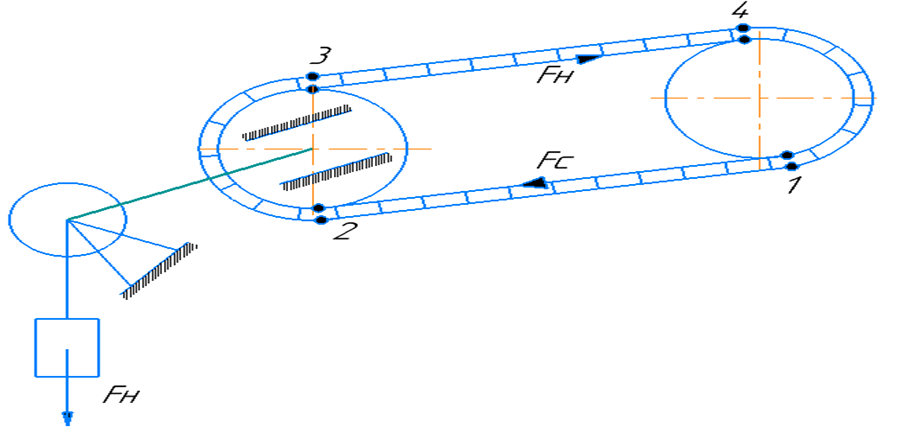
Рисунок 2.1 – Схема обхода контура по точкам
где – натяжение сбегающей с барабана, кН.
– натяжение сбегающей с барабана, кН.
Определяем сопротивление на участке 1…2
на участке 1…2
где - горизонтальная проекция конвейера, м;
- горизонтальная проекция конвейера, м;
 - коэффициент сопротивления для желобчатых роликоопор;
- коэффициент сопротивления для желобчатых роликоопор;
 – линейная плотность ленты, кг/м3;
– линейная плотность ленты, кг/м3;
H – высота подъема груза, м;
g – ускорение свободного падения.
Определяем сопротивление на участке 2…3
где
Число прокладок в ленте Z, шт., определяем по формуле
| |  , , |
где
– предварительно максимальное натяжение ленты кН; – запас прочности ;В – ширина ленты желобчатой формы м;
– предел прочности прокладок . Принимаем z=4. Толщина резиновых обкладок на рабочей стороне ленты δ1=6мм, на нерабочей δ2=2мм.
Линейную плотность ленты p,
3, определяем по формуле| |  , , | |
где B – ширина ленты желобчатой формы, м;
Z – число прокладок в ленте, шт;
– толщина обкладок на рабочей ленте, мм; – толщина обкладок на не рабочей ленте, мм. 3Среднюю линейную плотность транспортируемого груза рг,
3, определяем по формуле| |  | |
где Q – производительность, т/час;
v – скорость движения ленты конвейера, м/с.
При ширине ленты B=1000 мм наружный диаметр ролика Dp=159. Для плоских роликов с хорошо защищенными от пыли шарикоподшипниками коэффициент сопротивления качения
, для желобчатых роликоопор Шаг роликов на рабочей ветви конвейера Lp,
определяется по формуле| |  , , | |
где A – коэффициент при плотности груза, при плотности более 1,5 т равен 1550 мм;
B – ширина ленты желобчатой формы, мм.
.Масса ролика рабочей ветви mж , кг, определяется по формуле
| |  , , | |
где B – ширина ленты желобчатой формы, м.
Условную линейную плотность желобчатых роликов pр.ж,
определяют по формуле| |  | |
где
– масса ролика рабочей ветви, кг; – шаг роликов на рабочей ветви конвейера, м. Шаг роликов на холостой ветви Lx,
определяется по формуле| |  , , |
где
– шаг роликов на рабочей ветви конвейера, мм. Масса роликов на холостой ветви mп, кг, определяется по формуле
| |  , , | |
где
- ширина ленты желобчатой формы, м. Линейная плотность плоских роликов pр.п ,
холостой ветви| |  | |
где
- масса роликов на холостой ветви, кг; – шаг роликов на холостой ветви, м. Определяем диаметр приводного барабана
, по формуле| |  , , | |
где Z – число прокладок в ленте, шт.
По стандартному ряду принимаем
Длина барабана В1, мм, определяется по формуле
| |  , , | |
где B – ширина ленты желобчатой формы, мм.
Чтобы лента не сходила с барабана, он имеет стрелу выпуклости.
Стрела выпуклости
мм, определяется по формуле| |  , , | |
где
– длина барабана, мм. Диаметр натяжного барабана Dн, мм, определяется по формуле
| |  | |
где
- диаметр приводного барабана мм. Определяем натяжение ленты методом обхода контура по точкам.
Находим натяжение ленты рабочей ветви конвейера Fp, Н, по формуле
| |  , , | |
где
- горизонтальная проекция конвейера, мм;
- линейная плотность желобчатых роликов, кг/м;
- линейная плотность ленты, кг/м; - линейная плотность груза, кг/м; - коэффициент сопротивления для желобчатых роликоопор Kωж = 0,025; - ускорение свободного падения ɡ = 9,81. Находим в точке 2F2=F1+F1…2 ,
Находим в точке 3 , F3=F2+F2…3
Находим в точке 4 F4=F3+F3…4 ,
При расположении привода на головном конце конвейера
Рисунок 2.1 – Схема обхода контура по точкам
| |  | |
где
– натяжение сбегающей с барабана, кН.Определяем сопротивление
на участке 1…2| |  , , | |
где
- горизонтальная проекция конвейера, м; - коэффициент сопротивления для желобчатых роликоопор; – линейная плотность ленты, кг/м3;H – высота подъема груза, м;
g – ускорение свободного падения.
Определяем сопротивление на участке 2…3
| |  | |
где