ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 28.07.2024
Просмотров: 250
Скачиваний: 0
СОДЕРЖАНИЕ
Лабораторная работа №1 Абсолютные измерения. Измерение линейных и угловых размеров
3.2. Обработка данных измерений
Определение точности измерения детали
Лабораторная работа № 4 Нормирование и измерение шероховатости поверхностей деталей машин
Нормирование параметра шероховатости Ra
Нормирование отклонений формы и расположения
Нормирование из худших условий сборки
Схемы измерений отклонений формы
Лабораторная работа № 8 Измерение точности зубчатого колеса
Средства для измерения зубчатых колёс
Примечание. Если в табл. 1 или 2 точность измерения отсутствует, ориентировочно можно принимать
![]() ;
; ![]()
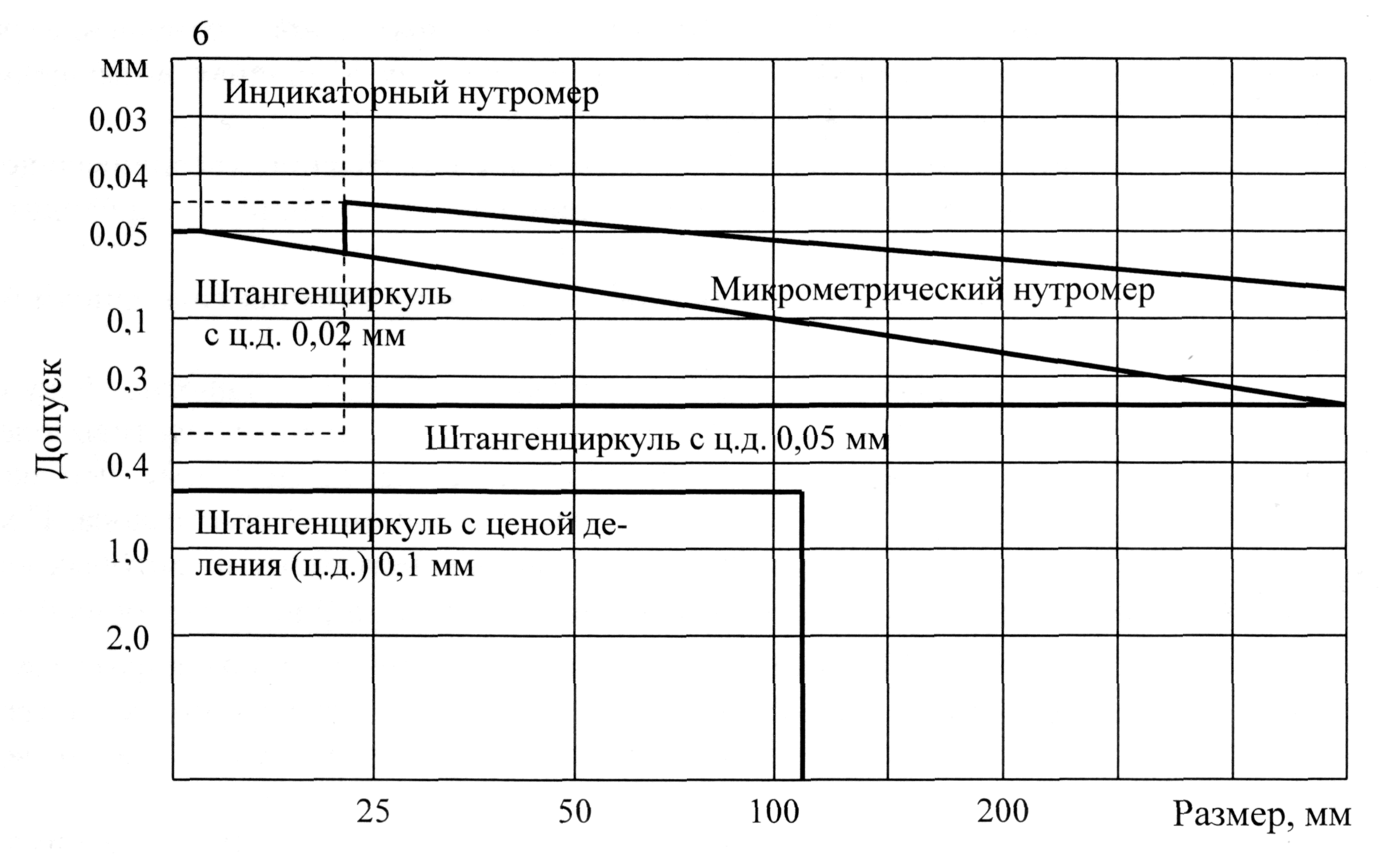
Рис. 3. Номограмма для выбора СИ отверстий
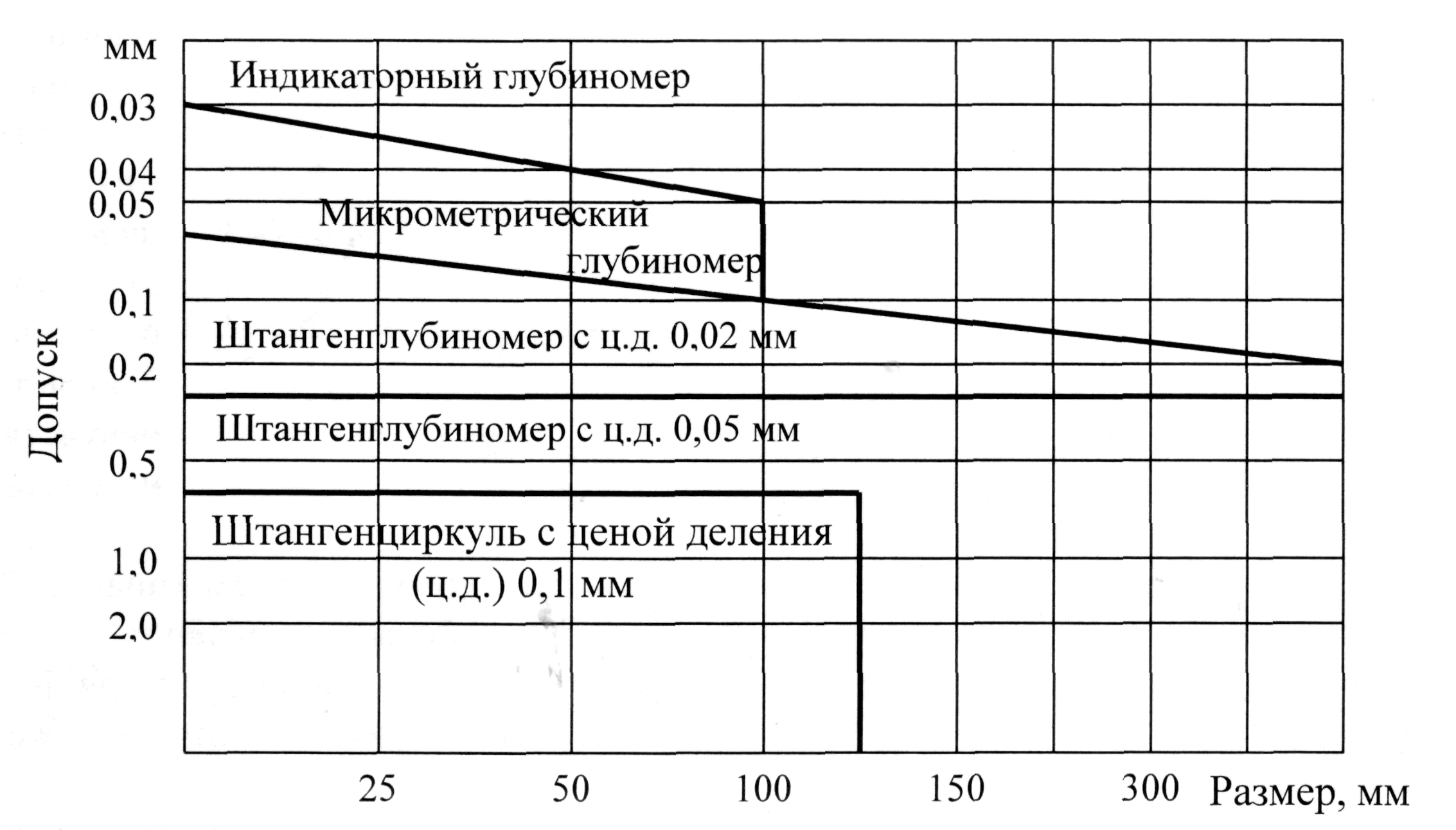
Рис. 4. Номограмма для выбора СИ глубины и высоты
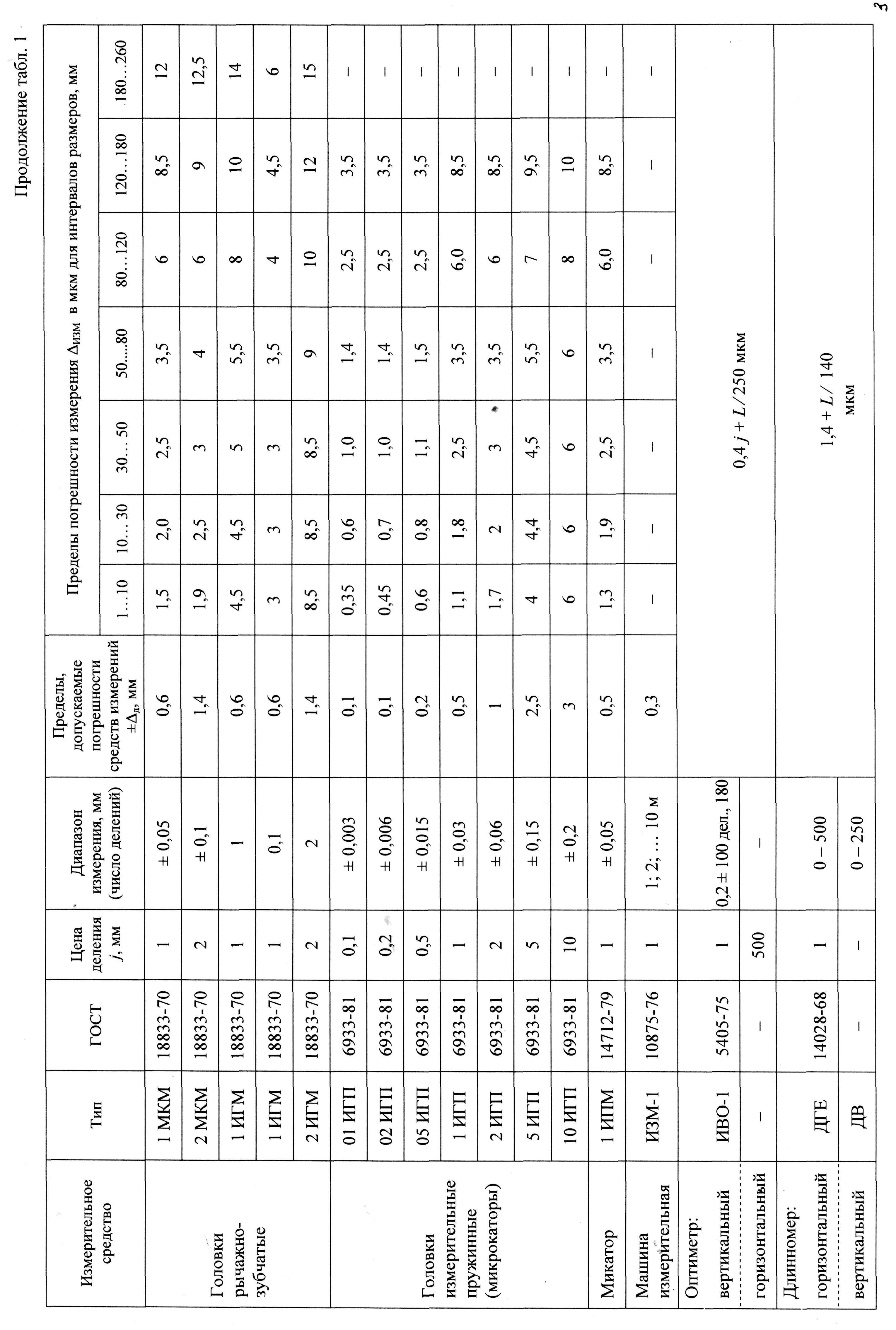
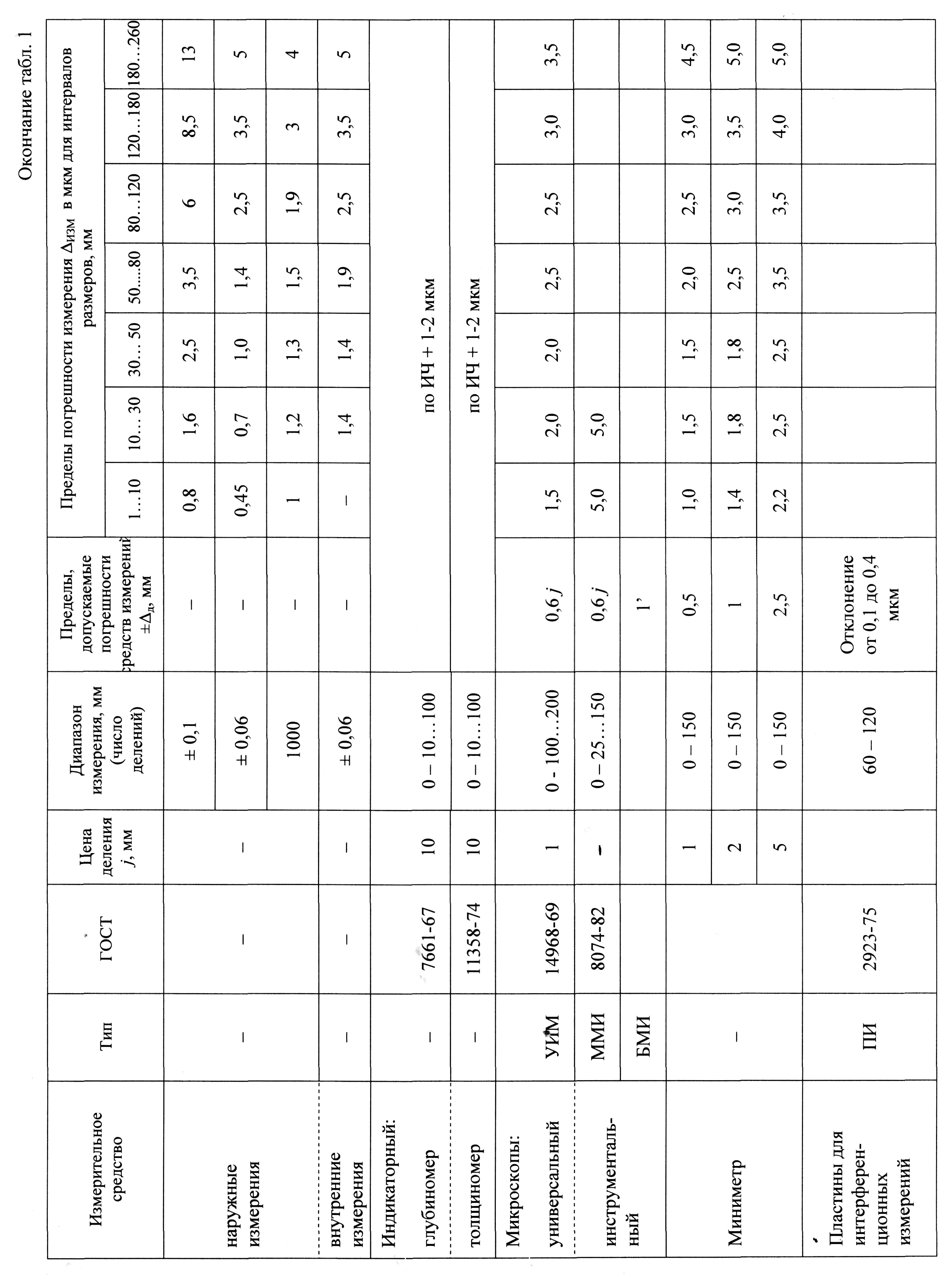
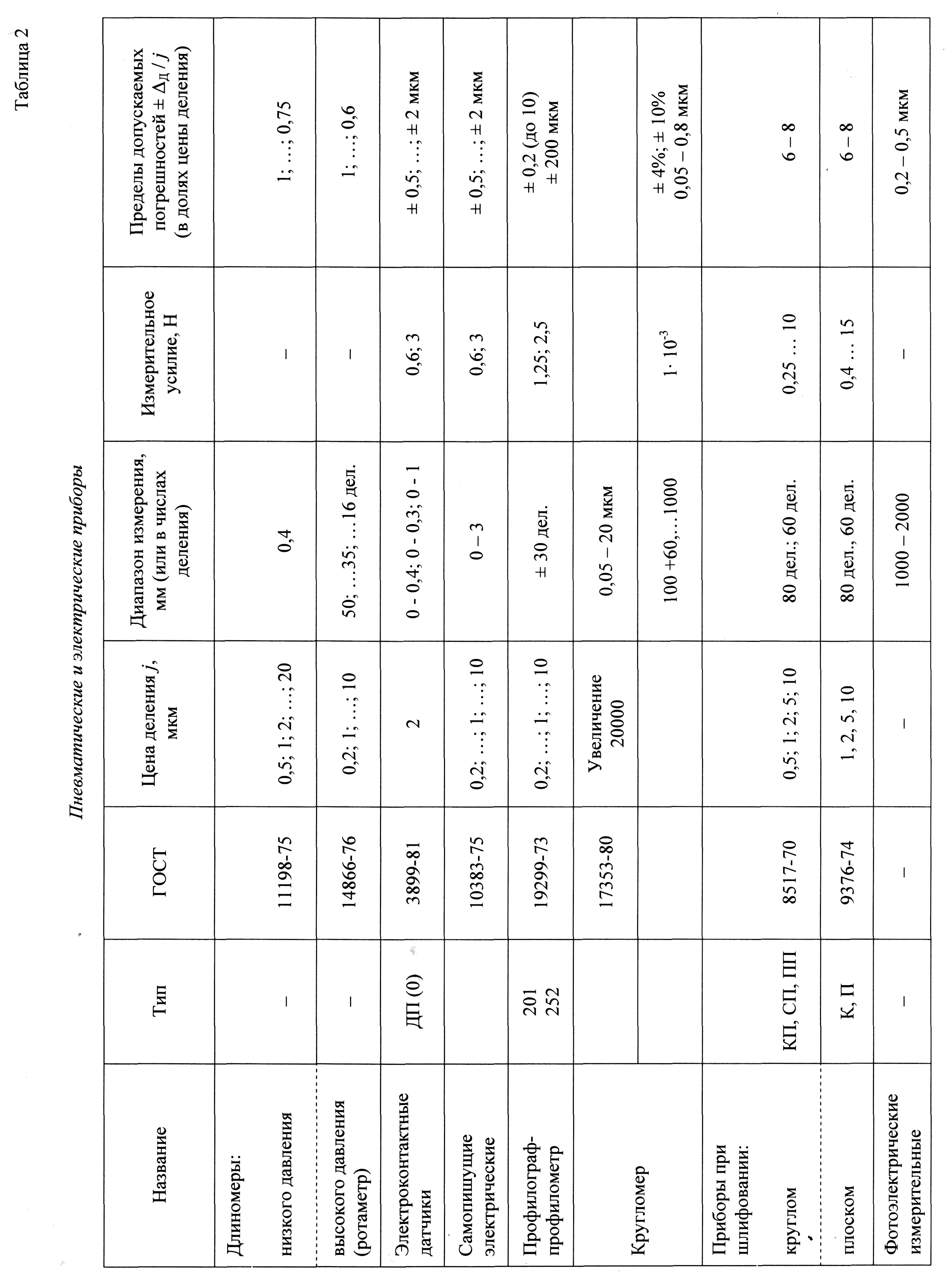
Для измерения отверстий, начиная с малого диаметра с высокой точностью, широко используются пневматические приборы (табл. 2): длинномеры высокого и низкого давления. Для рассортировки деталей по размерам и применения в измерительных автоматах и приборах со световой сигнализацией используются электрические и фотоэлектрические приборы (табл. 2).
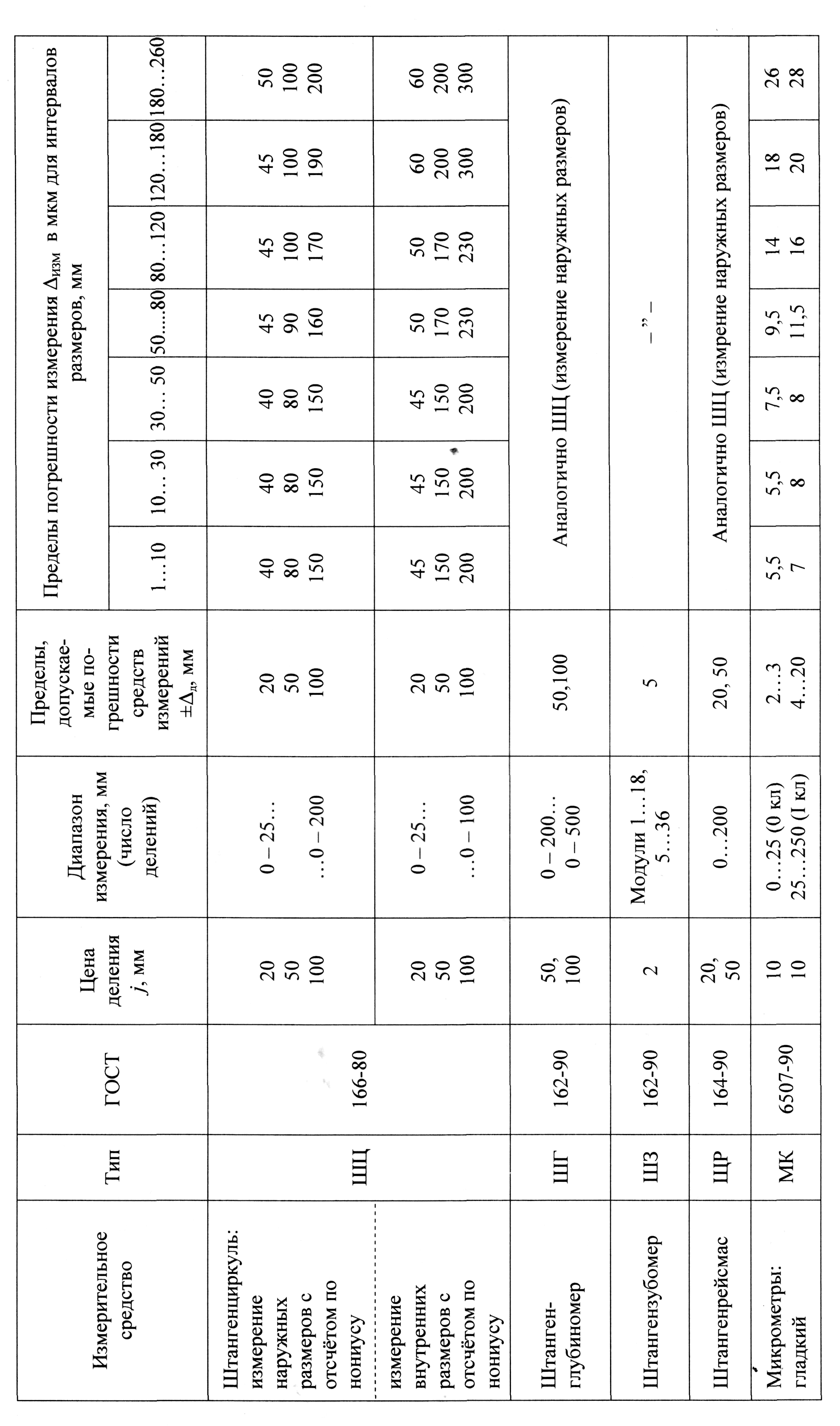
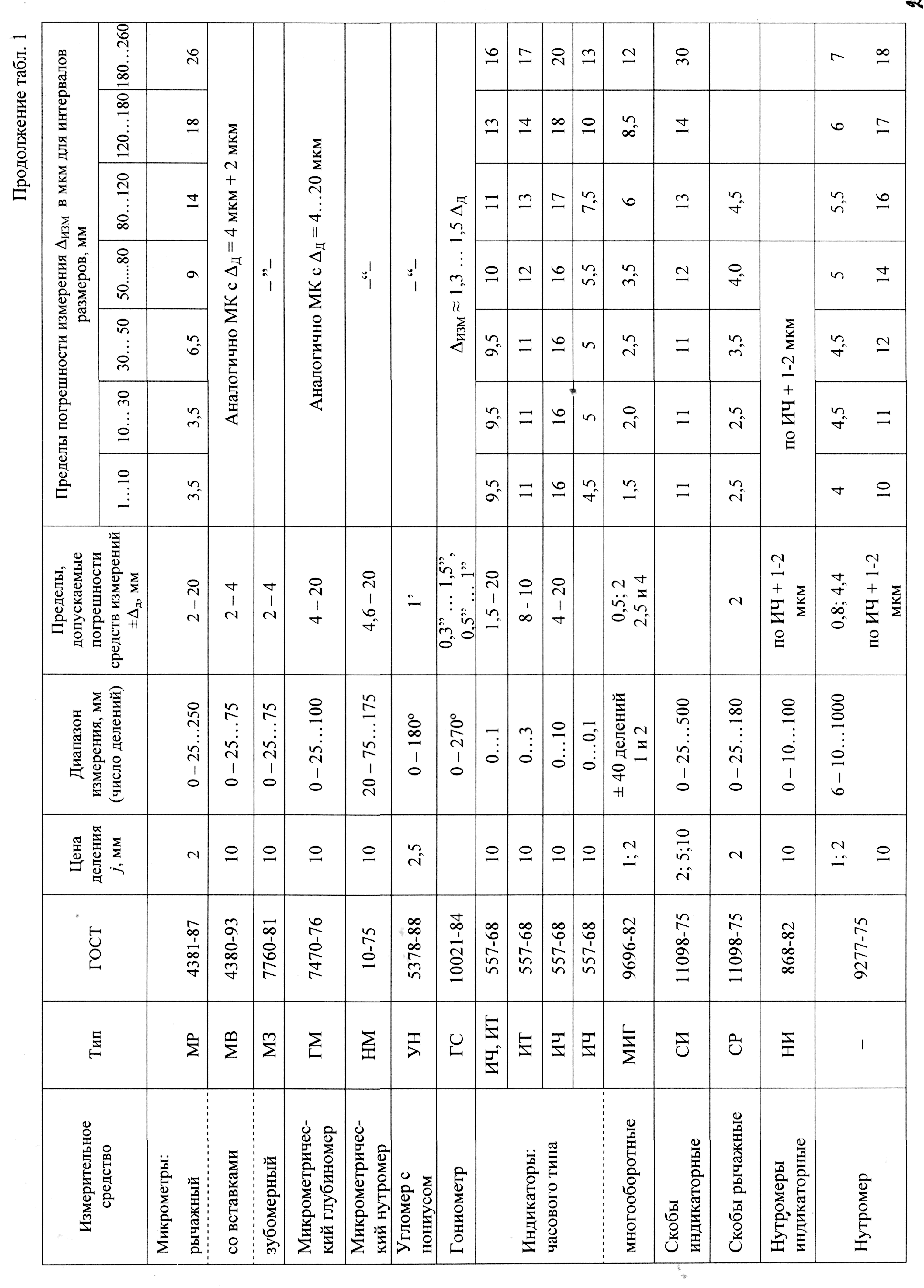
Допускаемые погрешности средств измерений, применяемых для контроля физических величин, приведены в табл. 1.
Пример. Выбрать измерительное средство для контроля вала в процессе изготовления, при контроле точности технологического процесса, при экспериментальных исследованиях: Ø90f8.
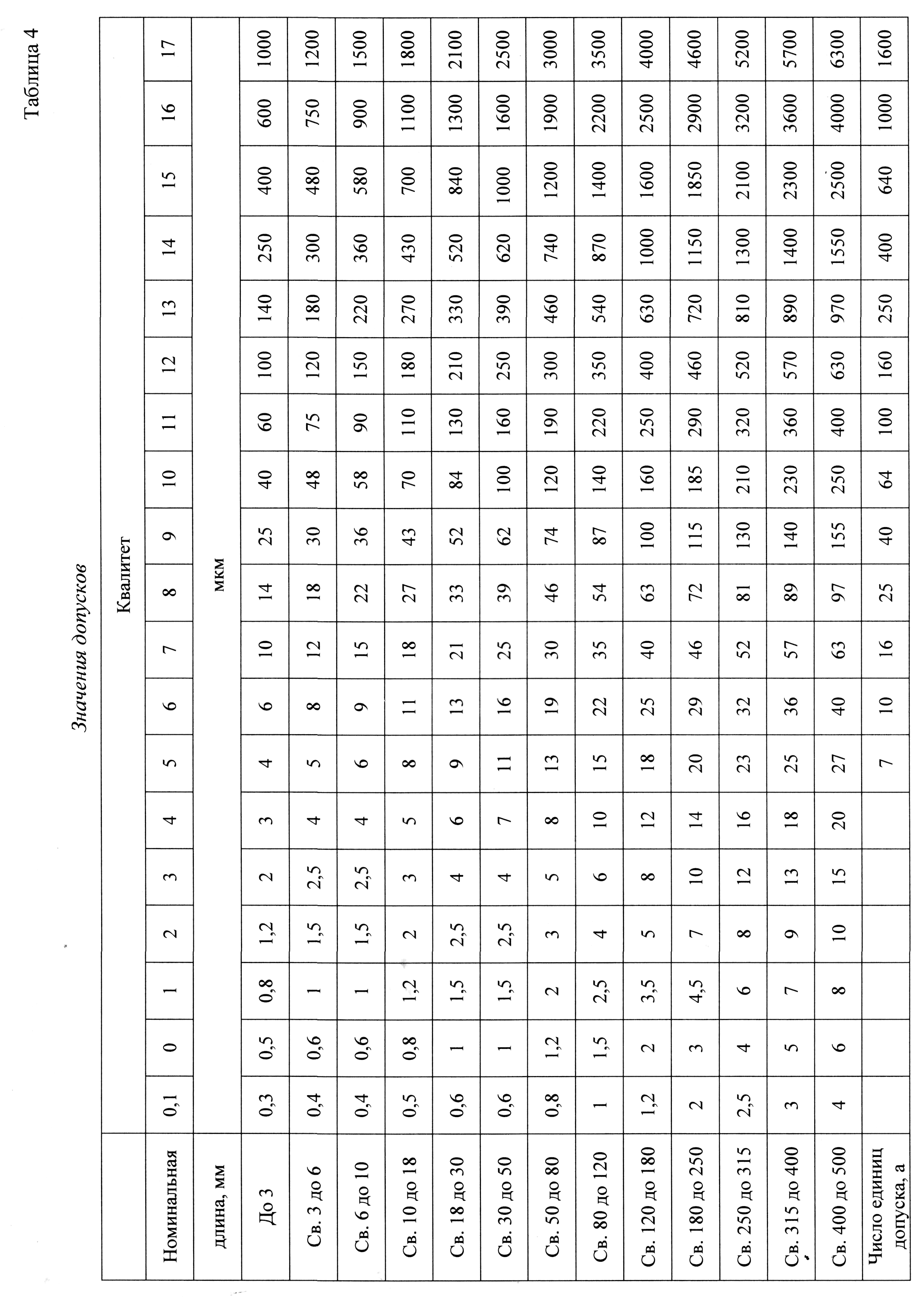
Решение. Производим ориентировочный выбор. Находим допуск вала Тd = 0,054 мм по табл. 4. По диаметру 90 мм и допуску 0,054 мм по рис. 2 ориентировочно выбираем микрометр с ценой деления 0,01 мм (МК-100).
Уточнённый способ.
Выбор измерительного средства в процессе производства. Кт = (1,5 … 2,5).
Принимаем
![]() .
.![]() мм.
мм.
По табл. 2 для заданного диаметра и полученной Δизм подходит микрометр МК-100 или СИ-100.
Выбор измерительного средства для контроля точности технологического процесса (Кт = 3,0…6).
Определим
![]() ,
,![]() мм.
мм.
По табл. 2 находим для интервала размеров 80…120 мм – оптиметры или оптические измерительные машины.
Выбор измерительного средства для исследовательских работ (Кт = 6…10).
![]() ,
, ![]() мм.
мм.
По табл. 2 оптиметры с погрешностью измерения 1,9 мкм для интервала размеров 80…120 мм.
Примечание. Для контроля отверстий выбор производится аналогично по рис. 3, табл. 1, 2; для контроля отклонений формы и расположения применяются различного рода индикаторы и измерительные головки.
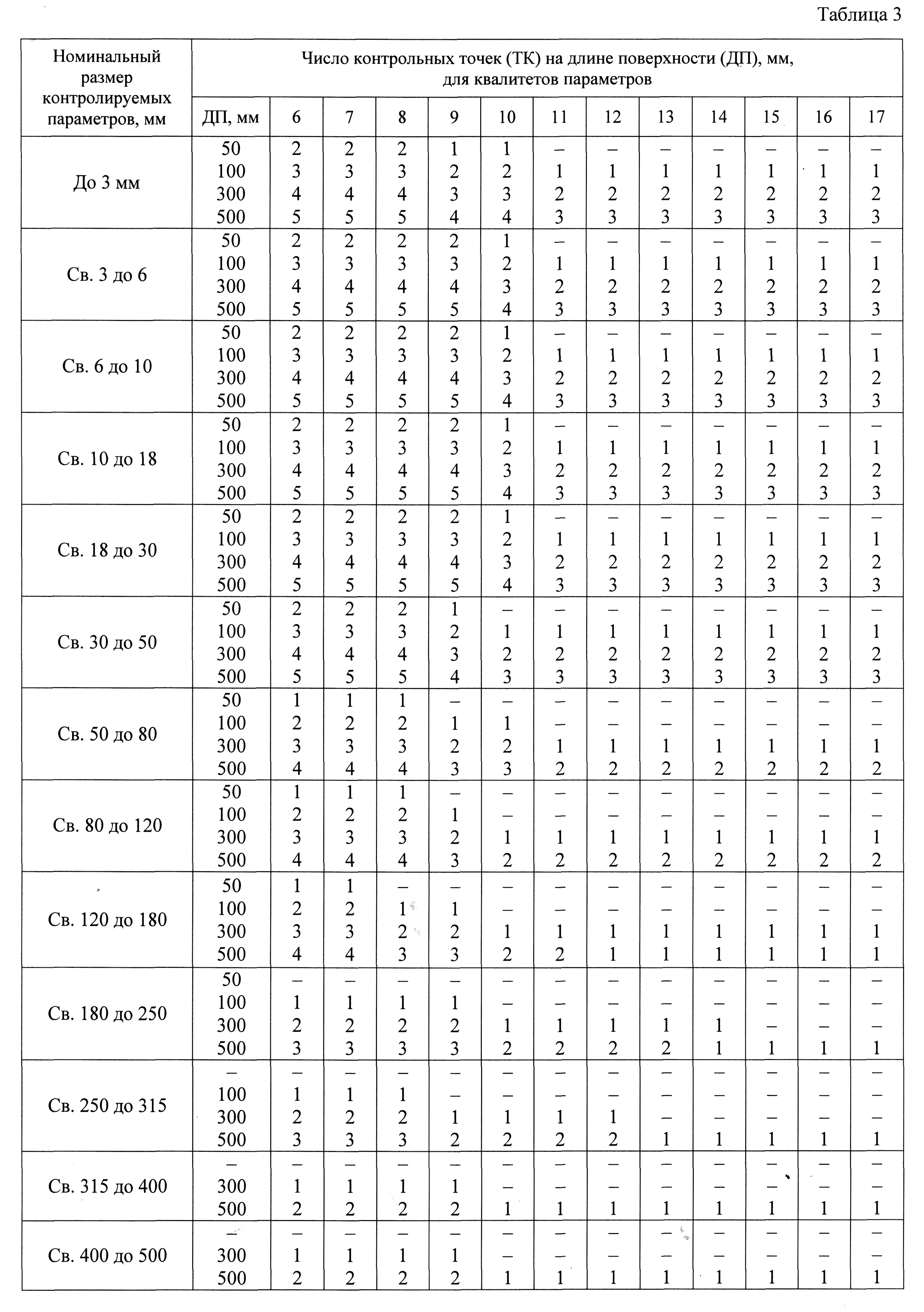
Определение числа контрольных точек. Перед проведением измерений выбирают не только метод контроля и средство измерения, но также оптимальное число точек контроля (ТК), поскольку слишком большое число точек измерений приводит к удорожанию процесса контроля и не может дать новых сведений, а заниженное число измерений не позволяет надёжно оценить выбранную точность метода.
В табл. 3 приведено рекомендуемое для изделий машиностроения число контрольных точек измерений в зависимости от измеряемого параметра, точности изготовления и длины контроля (для определения точности изготовления геометрической формы, отклонений формы и расположения, если контроль не предусмотрен по всему профилю или поверхности).
При определении точности измерений измерения проводят в одной точке не менее трёх раз.
Пример. Определить ТК для валика Ø50H7 длиной 200 мм. По табл. 3 определяем для интервала размеров свыше 30 до 50, для длины поверхности (ДП) до 200 мм и 7 квалитета ТК = 3.
При технологическом контроле число точек увеличивается в два раза по сравнению с производственным и т.д.
Примечание: данные в табл. 1 приведены в соответствии с ГОСТами соответствующих средств измерений, стандартами (СТП) предприятий и данными [5, табл. 5.2, с. 201].



Порядок выполнения работы
Изучить методические указания. Ознакомиться с прилагаемыми таблицами и рисунками.
По варианту, предлагаемому преподавателем, выбрать измерительное средство для контроля:
– вала в процессе производства;
– вала при контроле технологического процесса;
– вала при экспериментальных исследованиях;
– отверстия в процессе производства;
– отклонений формы и расположения в процессе производства (в качестве измерительного средства взять измерительную головку).
Определить число контрольных точек по длине поверхности.
Оформить отчёт по работе, который должен содержать:
– название и цель работы;
– расчётные формулы для определения требуемой точности измерения;
– свободную таблицу по следующему образцу;
|
Задание |
Вид контроля Kт |
Средство контроля |
Число контрольных точек |
|
|
Ориентировочным способом |
Уточнённым способом |
|||
– вывод о работе.
Задания
Вал:
1. Ø 24h7, l = 100 мм. 10. Ø 80h10, l = 400 мм.
2. Ø 63f7, l = 100 мм. 11. Ø 40e70, l = 40 мм.
3. Ø 45d9, l = 220 мм. 12. Ø 100h14, l = 20 мм.
4. Ø 125d11, l = 300 мм. 13. Ø 20h9, l = 40 мм.
5. Ø 210b12, l = 350 мм. 14. Ø 70d10, l = 150 мм.
6. Ø 50h8, l = 150 мм. 15. Ø 160h10, l = 100 мм.
7. Ø 18h9, l = 150 мм. 16. Ø 80h9, l = 250 мм.
8. Ø 50k6, l = 50 мм. 17. Ø 36m6, l = 50 мм.
9. Ø 120h11, l = 100 мм. 18. Ø 90h11, l = 80 мм.
Отверстие:
1. Ø 25H7, l = 100 мм. 10. Ø 50H8, l = 40 мм.
2. Ø 0,5H12, l = 5 мм. 11. Ø 70H10, l = 240 мм.
3. Ø 6H11, l = 10 мм. 12. Ø 5H14, l = 20 мм.
4. Ø 56D8, l = 250 мм. 13. Ø 20H7, l = 40 мм.
5. Ø 120C10, l = 150 мм. 14. Ø 180H11, l = 200 мм.
6. Ø 70F9, l = 120 мм. 15. Ø 60H9, l = 100 мм.
7. Ø 18H9, l = 350 мм. 16. Ø 45H10, l = 50 мм.
8. Ø 40H11, l = 80 мм. 17. Ø 80H11, l = 150 мм.
9. Ø 120H12, l = 100 мм. 18. Ø 160H12, l = 40 мм.
Допуск радиального биения вала (T↑) взять равным T↑ = 1,2 ∙ Td, где Td – допуск вала. После расчёта выбрать ближайшее стандартное значение по ГОСТ.
Выбрать средство контроля и число точек контроля радиального биения вала при производственном контроле по табл. 2 и 3.
Контрольные вопросы
Чем определяется выбор средства измерения?
Что называется систематической и случайной погрешностью измерения?
Какова величина коэффициента запаса точности при различных видах измерений?
Как определяется величина допустимой погрешности измерения?
Чем определяется число контрольных точек измерений?
Лабораторная работа № 8 Измерение точности зубчатого колеса
Цель работы: научиться измерять параметры, характеризующие точность зубчатых колес и передач.
Общие сведения
При назначении допусков на зубчатые колеса преследуются цели:
Обеспечение кинематической точности, т.е. согласованности углов поворотов ведущего и ведомого колес передачи.
Обеспечение плавности работы, т.е. ограничение циклических погрешностей многократно повторяющихся за один оборот колеса.
Обеспечение контакта зубьев, т.е. такого прилегания зубьев по длине и высоте, при котором нагрузка от одного зуба к другому передается по контактным линиям, максимально использующим активную поверхность зуба.
Обеспечение бокового зазора для устранения заклинивания зубьев при работе и ограничения холостых ходов в передаче.
Кинематическая
точность характеризуется величиной
кинематической погрешности, т.е. разности
между действительным и номинальным
(расчетным) углами поворота ведомого
колеса, выраженной в линейных величинах
длиною дуги по делительной окружности
Fк.п.к.
(рис. 1). Стандартами ограничивается
наибольшая кинематическая погрешность
передачи
![]() и колеса
и колеса![]() (рис. 2), т.е. наибольшая алгебраическая
разность значений кинематической
погрешности за полный оборот.
(рис. 2), т.е. наибольшая алгебраическая
разность значений кинематической
погрешности за полный оборот.