ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 28.07.2024
Просмотров: 238
Скачиваний: 0
СОДЕРЖАНИЕ
Лабораторная работа №1 Абсолютные измерения. Измерение линейных и угловых размеров
3.2. Обработка данных измерений
Определение точности измерения детали
Лабораторная работа № 4 Нормирование и измерение шероховатости поверхностей деталей машин
Нормирование параметра шероховатости Ra
Нормирование отклонений формы и расположения
Нормирование из худших условий сборки
Схемы измерений отклонений формы
Лабораторная работа № 8 Измерение точности зубчатого колеса
Средства для измерения зубчатых колёс
Порядок выполнения работы
Изучить методические указания.
Изучить приборы и оборудование.
Нарисовать эскиз детали в соответствии заданием.
Пронормировать параметры шероховатости для детали (Ra), указать на чертеже.
Определить шероховатость поверхностей детали с помощью образцов шероховатости и профилометра, сравнить с требованиями чертежа. Сделать вывод о годности детали.
Снять профилограмму шероховатости поверхности детали с помощью профилографа, определить по полученной профилограмме параметры шероховатости поверхности.
Оформить отчет по работе, который должен содержать:
название и цель работы;
перечень оборудования и инструментов;
эскиз детали с указанием шероховатости;
результаты контроля с помощью образцов шероховатости и профилометра;
результаты расчета параметров шероховатости по профилограмме;
вывод о работе.
Методы контроля параметров шероховатости.
Контрольные вопросы
Какие параметры используются для оценки шероховатости поверхности?
Как нормируется параметр Ra?
Как указываются параметры шероховатости на чертежах?
Чем осуществляется контроль параметров шероховатости?
Какие параметры шероховатости относятся к высотным?
Какие параметры шероховатости измеряются в мм?
В зависимости от каких факторов назначаются параметры шероховатости?
Какие параметры шероховатости назначаются для изделий, работающих при знакопеременных нагрузках?
Лабораторная работа № 5
Определение и контроль основных параметров
метрической резьбы
Цель работы: научиться определять и контролировать основные параметры метрической резьбы.
Общие сведения
Метрическая
резьба (рис. 1) применяется главным
образом в качестве крепёжной для
резьбовых соединений. Это объясняется
тем, что по сравнению с другими резьбами
метрические резьбы имеют наиболее
высокий приведенный коэффициент трения.
Расположение полей допусков метрической
резьбы (типа
![]() )показано
на рис. 2.
)показано
на рис. 2.
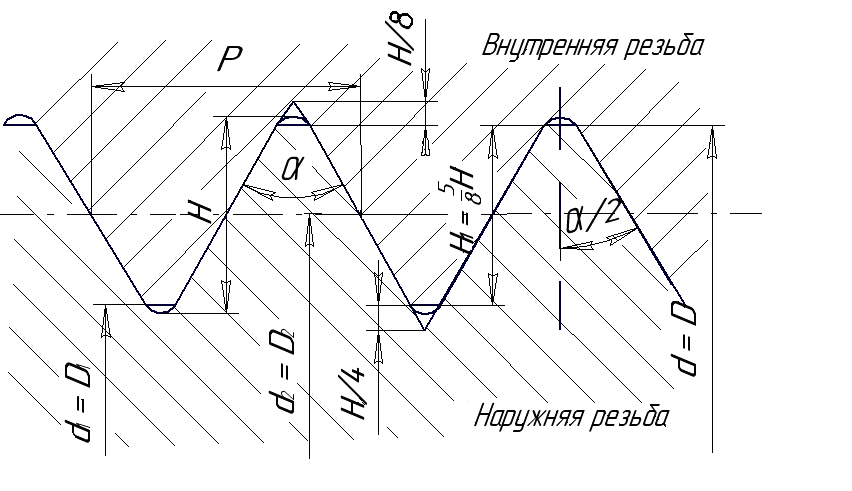
Рис. 1. Основные параметры метрической резьбы:
d, D – наружный диаметр; d2, D2 – средний диаметр;
d1, D1 – внутренний диаметр; Р – шаг; α – угол профиля;
Н1 – высота рабочего профиля; Н – высота исходного треугольника
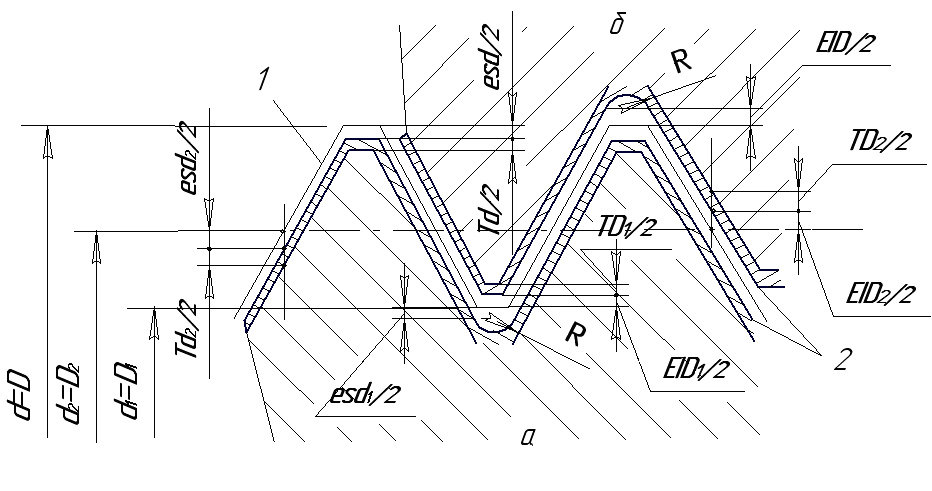
Рис. 2. Поле допусков наружной (а), внутренней (б) метрической резьбы:
1 – номинальный профиль резьбы, 2 – предельные профили резьбы
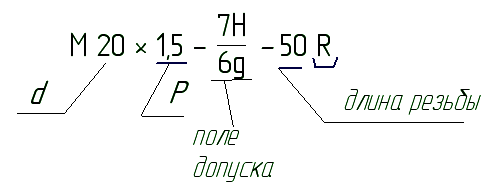
Крепёжная метрическая резьба обозначается буквой М, затем указывается номинальное значение наружного диаметра резьбы, шаг резьбы (мелкий), поле допуска резьбы, длина свинчивания (если значение отличается от «нормального N» по ГОСТ, обязательное скругление впадин резьбы буквой R (если оно необходимо).
Пример:
или М 20 – 6h (резьба наружная, метрическая, d = 20 мм; шаг резьбы – крупный, поле допуска 6g).
Поле допуска для внутренней резьбы состоит из полей допусков на средний диаметр D2 и внутренний диаметр D1 резьбы (7H 8H). Если поля допусков одинаковы, то 7H. Цифра обозначает степень точности резьбы (определяет величину допуска на параметр резьбы). Латинская буква – «основное отклонение» определяет положение поля допуска относительно нулевой линии, соответствующей номинальному значению. Поле допуска наружной резьбы состоит из поля допуска на средний диаметр d2 и наружный диаметр d (6g 8g или 7h).
Поля допусков впадин резьбы (D и d1) не регламентируются. Для них устанавливается одно отклонение: для D – нижнее предельное отклонение EI; для d – верхнее предельное отклонение es.
Посадки резьбовых соединений бывают трёх типов: с зазором, с натягом и переходные.
Для элементов резьбовых соединений с зазором допуск на средний диаметр резьбы включает отклонения на d2 (D2); отклонение по шагу резьбы fp и отклонение угла профиля fα. Поэтому погрешности этих параметров, как правило, отдельно не контролируют (за исключением точных, приборных резьб).
Для резьбовых соединений с натягом точность изготовления Р и угол α влияют на работоспособность соединения, поэтому отдельно производится контроль этих элементов резьбы.
Профиль метрической резьбы определяется по ГОСТ 9150-81; поля допусков, отклонения диаметров резьбовых соединений с зазором – по ГОСТ 16093-81, с натягом – по ГОСТ 4608-81; переходных – по ГОСТ 24834-81.
Параметры резьбы измеряются:
наружный диаметр наружной резьбы d – штангенциркулями, микрометрами, предельными гладкими калибрами или с помощью измерительных микроскопов;
внутренний диаметр внутренней резьбы D1 – штангенциркулями, нутромерами или предельными гладкими калибрами;
средний диаметр наружной резьбы d2 – при точных замерах методом трех проволочек, в производстве резьбовыми микрометрами МВ(Δизм = 0,025 – 0,2 мм), с помощью измерительных микроскопов (Δизм ≤ 0,005 мм) или предельными резьбовыми калибрами;
средний диаметр внутренней резьбы D2 – предельными резьбовыми калибрами или методом трех шариков, микрометрическими нутромерами со вставками;
внутренний диаметр наружной резьбы d1 и наружный диаметр внутренней резьбы D обычно не измеряются;
шаг резьбы Р – резьбовыми шаблонами, штангенциркулем по отпечаткам вершин соседних витков на бумаге или с помощью измерительного микроскопа;
угол профиля резьбы – измерительным микроскопом.
Приборы для измерения резьбы
Точный микрометр – калиберная скоба 853 для отверстий с резьбой (рис. 3)
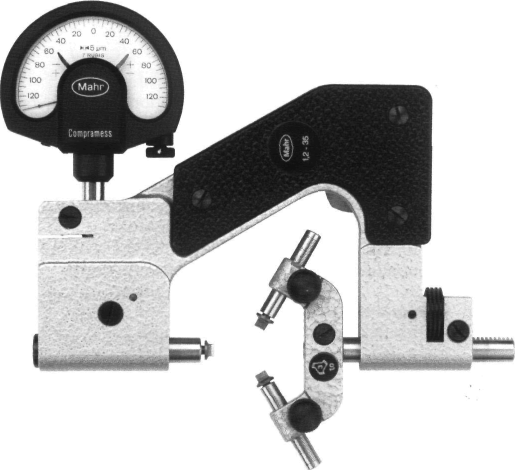
Рис. 3
Эталоны, калибры и меры
установочные эталоны для индикаторных приборов (рис. 4)

Рис. 4
резьбовые калибры, измерительные дорны (рис. 5)
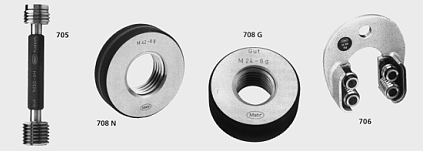
Рис. 5
Основным параметром, определяющим точность изготовления резьбы, является отклонение действительного среднего диаметра от номинального.
Измерение среднего диаметра резьбы методом трех проволочек
Выбирается диаметр проволочек dп
dп = P/ctg(α/2)
при α = 60° ctg(α/2) = 1,732.
Проверить нулевое положение микрометра. Поместить две проволочки во впадине резьбы со стороны микрометрического винта и одну со стороны пятки (рис. 3). Измерить расстояние М в трех сечениях. Вычислить средний диаметр резьбы по формуле:
dz = М ' – 3 dп + 0,866 Р.
Измерение наружного диаметра резьбы на микроскопе
Установить с помощью поперечного преобразователя горизонтальную линию перекрестия сетки без просвета по линии вершин профиля. Записать первый отсчет.
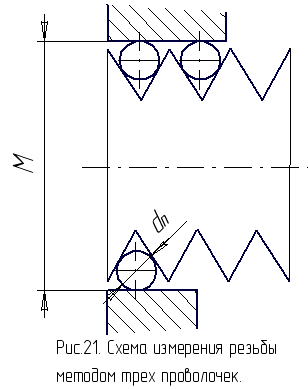
Рис. 3. Схема измерения резьбы методом трех проволочек
Перевести контур измеряемого изделия на противоположную сторону и снова установить горизонтальную линию сетки по всем вершинам профиля. Записать второй отсчет. Определить размер наружного диаметра как разность отсчетов.
Измерение среднего диаметра резьбы на микроскопе
Перекрестие сетки поперечным и продольным преобразователями установить на какую-либо точку примерно на середине стороны профиля (рис. 4). Маховичком угломерной головки совместить вертикальную пунктирную линию сетки с одной из сторон профиля. Записать первый отсчет. Перевести измеряемый профиль на другую сторону и совместить с перекрестием сетки, не меняя положения вертикальной штриховой линии, которая должна совпасть с противоположной стороной профиля. Сделать второй отсчет. Разность отсчетов есть размер среднего диаметра. Повторить то же измерение среднего диаметра по другой стороне профиля и взять среднее арифметическое из двух полученных значений.
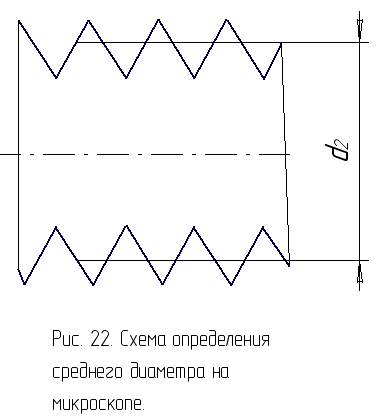
Рис. 4. Схема определения среднего диаметра на микроскопе
Измерение шага резьбы на микроскопе
Совместить вертикальную пунктирную линию сетки с одной из сторон профиля (рис. 5). Записать первый отсчет.
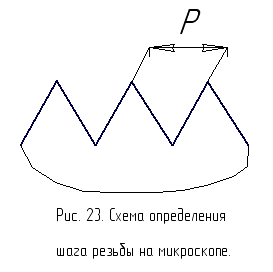
Рис. 5. Схема определения шага резьбы на микроскопе
Переместить измеряемый профиль в продольном направлении на величину шага и совместить вертикальную линию сетки с соответствующей стороной профиля. Записать второй отсчет.
Разность отсчетов – величина шага. Повторить замер несколько раз, взять среднее арифметическое.
Отчет по работе должен содержать:
название и цель работы, эскиз детали;
перечень и технические характеристики применяемых приборов; эскиз измеряемой детали;
результаты определения шага и наружного диаметра резьбы с помощью штангенциркуля;
схему измерения и результаты измерения среднего диаметра методом трех проволочек;
результаты измерения шага, наружного и среднего диаметров на измерительном микроскопе;
результат измерения среднего диаметра резьбы резьбовым микрометром;
результаты определения номинальных диаметров и полей допусков для контролируемой резьбы;
вывод по работе.
Оборудование и приборы
В работе используются: штангенциркуль, набор резьбовых шаблонов, набор измерительных проволочек, микрометр гладкий – тип МК, измерительный микроскоп – БМИ-1 П, детали с наружной резьбой, микрометр резьбовой – тип МВ.
Порядок выполнения работы
Нарисовать эскиз детали в соответствии с заданием.
Записать стандартное обозначение резьбы.
По ГОСТ 9150-81 определить номинальные диаметры резьбы.
По ГОСТ 16093-81 найти поля допусков для заданной резьбы.
Определить шаг резьбы резьбомером или штангенциркулем.
Измерить наружный диаметр резьбы штангенциркулем или МК: dизм. Определить отклонение наружного диаметра резьбы:
Δd = dизм – d.
Измерить средний диаметр резьбы методом трех проволочек. Определить отклонение среднего диаметра резьбы:
Δd2 = d2изм – d2.
Измерить средний диаметр резьбы резьбовым микрометром. Определить отклонение среднего диаметра резьбы:
Δd2 = d2изм – d2.
Сделать вывод о годности резьбы, сравнив отклонения Δd и Δd2 с заданными полями допусков.
Оформить отчет по работе.
Контрольные вопросы
Как измеряется наружный диаметр наружной резьбы?
Как измеряется внутренний диаметр внутренней резьбы?
Как измеряется шаг резьбы?
Как измеряется средний диаметр наружной резьбы методом трех проволочек?
Объяснить значение символов в стандартном обозначении резьбы.
Прочитать условное обозначение резьбы.
Лабораторная работа № 6
Измерение отклонения формы и расположения
поверхностей деталей машин
Цель работы: научиться нормировать и измерять отклонения формы и расположения поверхностей деталей машин.
Общие сведения
При изготовлении деталей величины отклонений формы и расположения реальных поверхностей от номинальных ограничивают допусками.
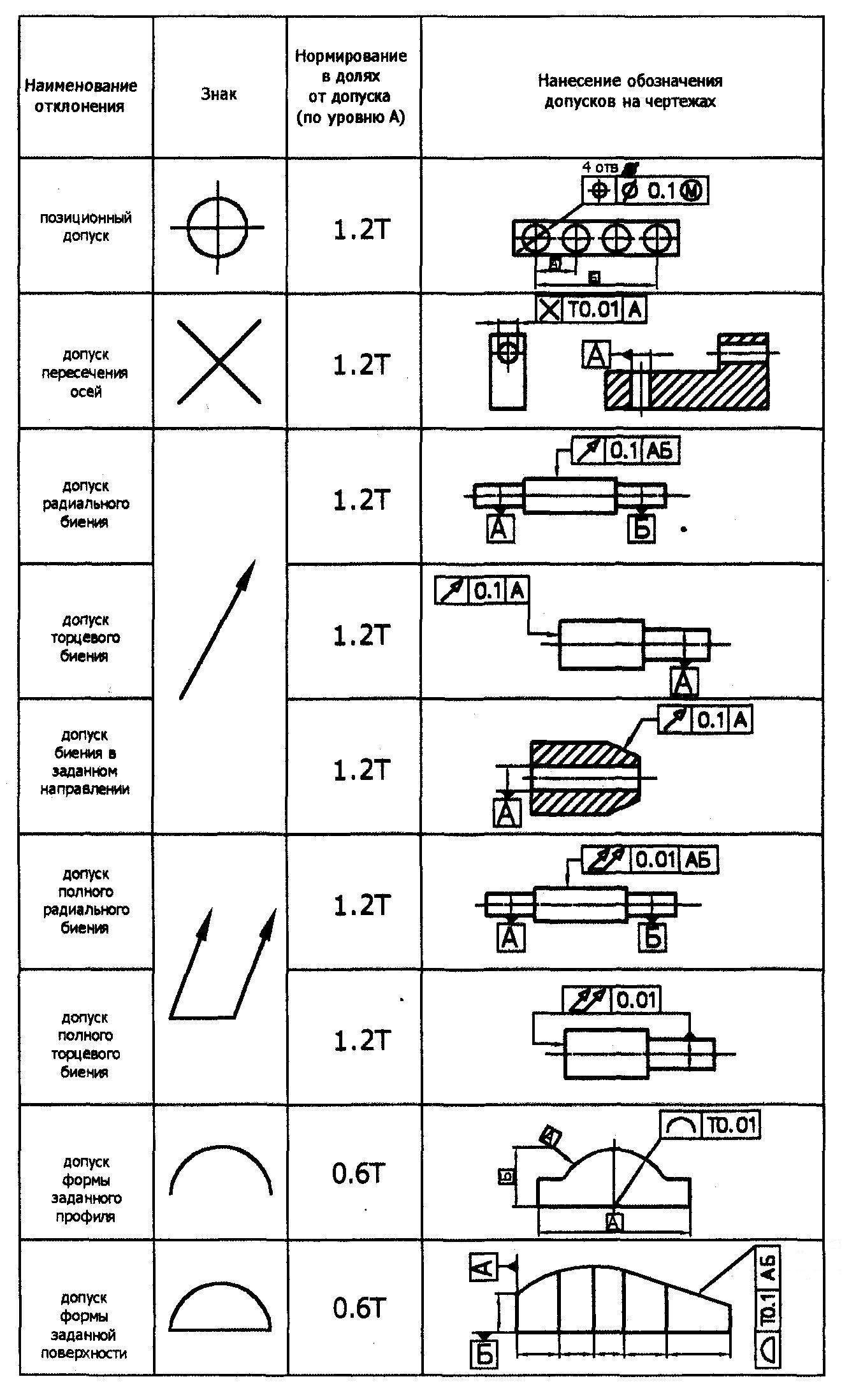
Условные обозначения допусков формы и расположения поверхностей приведены в табл. 1.
Таблица 1
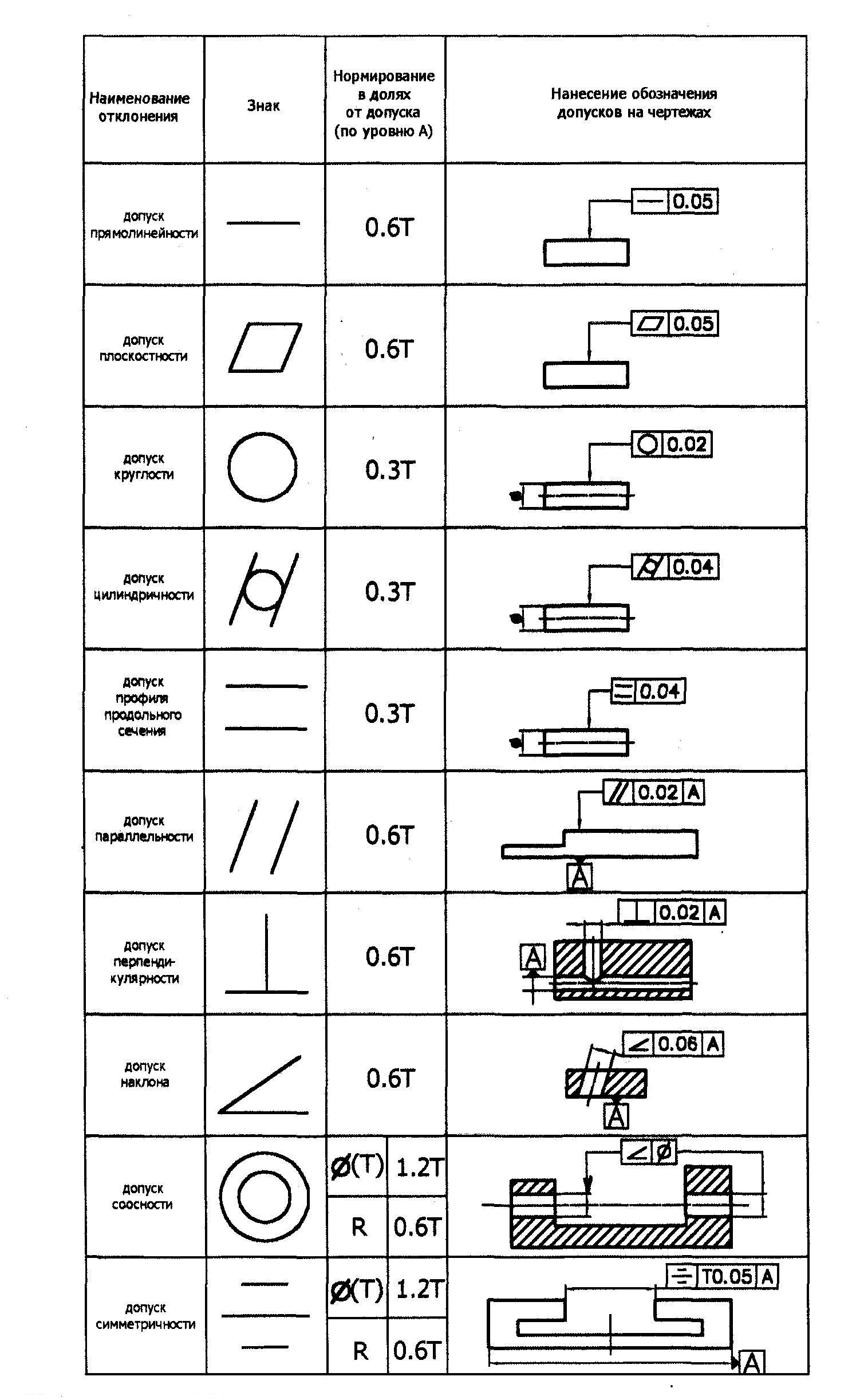
Окончание табл. 1
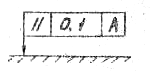
При оценке отклонений расположения отклонения формы, такие как прямолинейность, плоскостность (рис. 1) не учитываются (кроме биения).
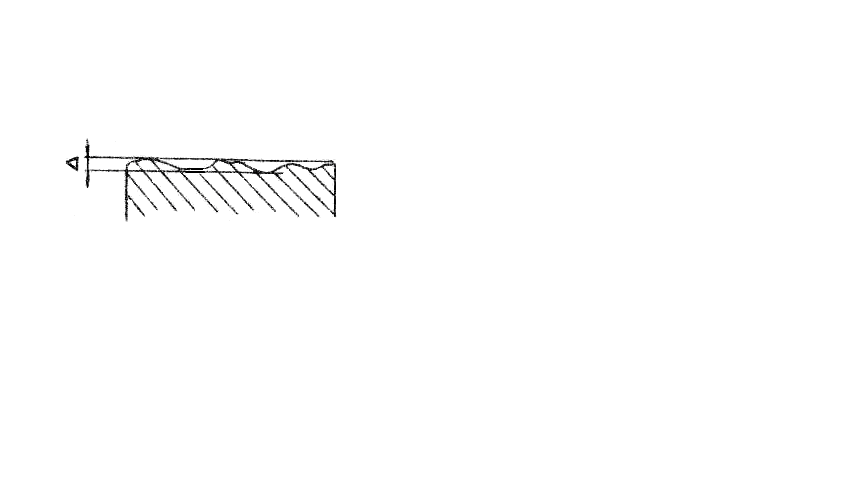
Рис. 1. Схема определения отклонения от прямолинейности или
плоскостности (∆ – величина отклонения)
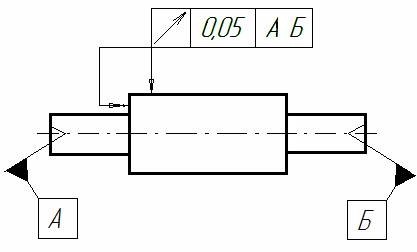
Допуски формы и расположения могут быть приняты как в радиальном, так и в диаметральном выражении (рис. 2, 3), например, поле допуска соосности – это область в пространстве, ограниченная цилиндром, диаметр которого равен допуску в диаметральном выражении Т или удвоенному допуску соосности в радиальном выражении R, а ось совпадает с базовой осью.
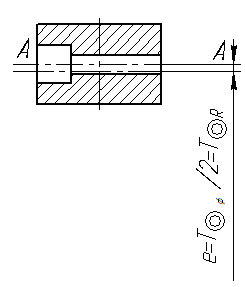
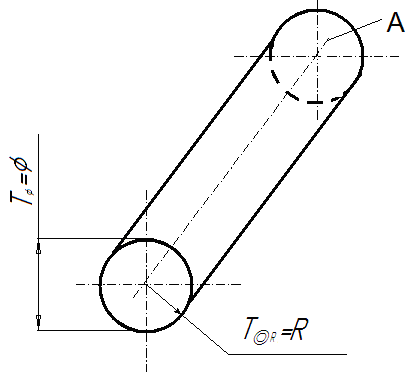
Рис. 2. Схема осей – эксцентриситет отклонения от соосности:
А – общая ось; е – отклонение; T – допускаемое отклонение
в диаметральном выражении; T/2 = R – допускаемое отклонение
в радиальном выражении
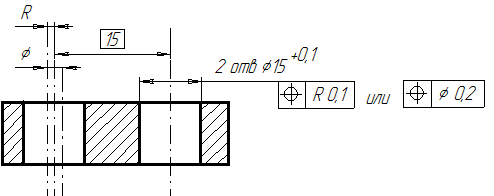
Рис. 3. Схема определения позиционного допуска: R – допуск в радиальном выражении; – допуск в диаметральном выражении
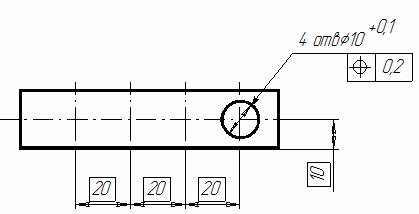
Допуски расположения могут быть независимыми и зависимыми (рис. 4). Независимым называют допуск, числовое значение которого постоянно для всей совокупности деталей, изготовляемых по данному чертежу, и не зависит от действительных размеров рассматриваемых поверхностей.
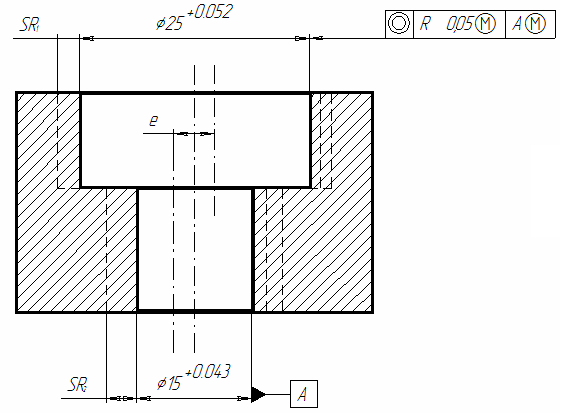
Рис. 4. Схема для определения величины зависимого допуска соосности:
А – обозначение базы; М – обозначение зависимого допуска
Зависимым называется допуск, который допускается превышать на величину, соответствующую отклонению действительного размера поверхности детали от проходного предела для отверстия Dmin; для вала dmax. Зависимые допуски назначают главным образом тогда, когда необходимо обеспечить собираемость деталей, сопрягающихся одновременно по нескольким поверхностям с заданными зазорами или натягами.
Для отверстий 25+0,052 и 15+0,043 назначен зависимый допуск соосности в радиальном выражении 0,05 мм. Значение допуска 0,05 относится к деталям, диаметры которых имеют наименьшие предельные размеры, т.е. 25 и 15. С увеличением диаметров образуются радиальные зазоры SR1 и SR2. Например, для деталей с размерами 25,02 и 15,04
SR1 = (25,02 – 25)/2 = 0,01 мм;
SR2 = (15,04 – 15)/2 = 0,02 мм.
В этом случае без нарушения условия собираемости детали по диаметрам 25+0,052 и 15+0,043 допускаемое отклонение от соосности будет больше на величину
е = SR1+ SR2.
Для нашего примера е = (0,02 + 0,04)/2 = 0,03 мм.
Тогда допуск соосности для деталей с 25,02 и 15,04 составит в радиусном выражении
![]() мм,
мм,
в диаметральном Т = 0,16 мм.
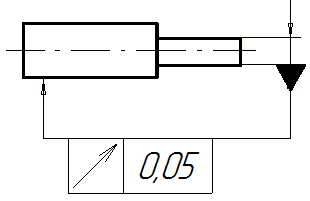
При условном обозначении данные о допусках формы и расположения (рис. 5) указывают в прямоугольной рамке, разделенной на части. В данных помещают: в первой – знак допуска; во второй – числовое значение допуска, мм; в третьей и т.д. – буквенное обозначение баз или поверхностей, с которыми связан допуск.
Перед числовым значением допуска следует указать символ или Т, если допуск задан в диаметральном выражении; R или T/2, если допуск задан в радиальном выражении; слово «сфера», если поле допуска сферическое.
 Для
значений, заданных в диаметра-льном
выражении, допускается знаки
и Т
не указывать.
Для
значений, заданных в диаметра-льном
выражении, допускается знаки
и Т
не указывать.
Пример обозначения допуска в диаметральном выражении
![]()
Пример обозначения допуска в радиальном выражении
![]()
Если необходимо назначить допуск на заданной длине поверхности, то ее указывают через знак дроби:
![]()