ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 28.07.2024
Просмотров: 287
Скачиваний: 0
СОДЕРЖАНИЕ
Лабораторная работа №1 Абсолютные измерения. Измерение линейных и угловых размеров
3.2. Обработка данных измерений
Определение точности измерения детали
Лабораторная работа № 4 Нормирование и измерение шероховатости поверхностей деталей машин
Нормирование параметра шероховатости Ra
Нормирование отклонений формы и расположения
Нормирование из худших условий сборки
Схемы измерений отклонений формы
Лабораторная работа № 8 Измерение точности зубчатого колеса
Средства для измерения зубчатых колёс
Измерить отклонение от соосности детали «Втулка» и сравнить значение с величиной зависимого допуска. Сделать вывод о годности детали.
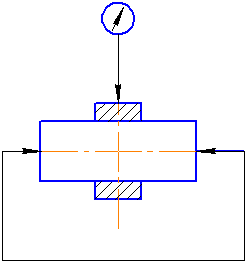
Порядок измерения: 1) поместить деталь «Втулка» на оправку; 2) оправку поместить между центрами, закрепить; 3) установить индикатор на поверхность втулки; 4) установить циферблат индикатора на «0»; 5) повернуть деталь вокруг оси и определить максимальный размах стрелки индикатора в обе стороны от «0». Полученное значение является отклонением от соосности в диаметральном выражении. Схема замера представлена на рис. 13.
![]()
Рис. 13. Схема замера отклонения от соосности детали «Втулка»
Примечание. измерения соосности и радиального биения идентичны, так как радиальное биение – это сумма двух отклонений – соосности и круглости. Но величина отклонения от круглости в несколько раз (4) меньше соосности и соизмерима с ценой деления измерительного средства.
Оформить отчет по работе, который должен содержать:
а) название и цель работы;
б) перечень оборудования и инструмента;
в) эскиз детали «Вал» с указанием допусков полного радиального биения, допусков круглости и цилиндричности на указанной длине; схемы измерения, результаты измерения;
г) эскиз детали «Призма» с указанием допуска плоскостности и параллельности измеряемой поверхности относительно базовой поверхности, схему измерения, результаты измерений;
д) эскиз детали «Шайба» с указанием допуска расположения центров отверстий, результаты измерений;
е) эскиз детали «Втулка»; результаты измерений; результаты определения зависимого допуска для детали «Втулка»; результаты замера соосности;
ж) выводы по работе: заключение о годности каждой из деталей.
Схемы измерений отклонений формы
И РАСПОЛОЖЕНИЯ
1. Схемы контроля отклонений от круглости и цилиндричности
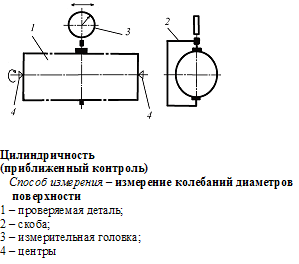
Цилиндричность (приближенный контроль)
Способ измерения – измерение колебаний диаметров поверхности:
1 – проверяемая поверхность;
2 – скоба;
3 – измерительная головка;
4 – центры
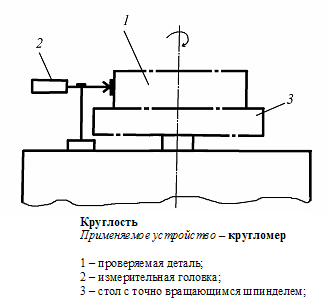
Круглость
Применяемое устройство – кругломер:
1 – проверяемая деталь;
2 – измерительная головка;
3 – стол с точно вращающимся шпинделем
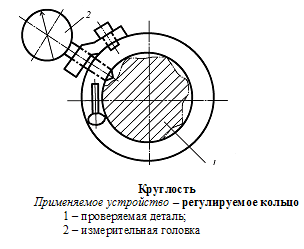
Круглость
Применяемое устройство – регулируемое кольцо:
1 – проверяемая деталь;
2 – измерительная головка
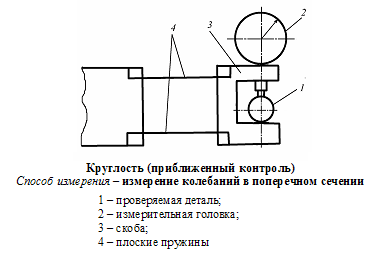
Круглость (приближенный контроль)
Способ измерения – измерение колебаний в поперечном сечении:
1 – проверяемая деталь;
2 – измерительная головка;
3 – скоба;
4 – плоские пружины
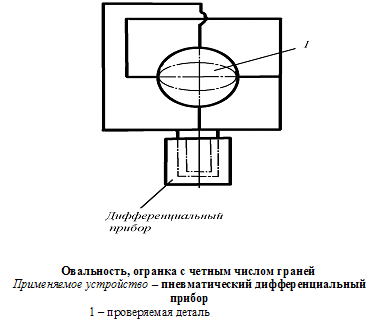
Дифференциальный прибор
Овальность, огранка с четным числом граней
Применяемое устройство – пневматический дифференциальный прибор:
1 – проверяемая деталь
а б
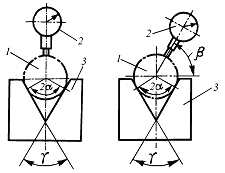
Огранка
Применяемое устройство – призма:
1 – проверяемая деталь;
2 – измерительная головка;
3 – призма
а б
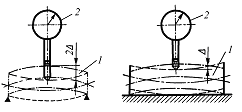
Изогнутость оси (отклонение оси от прямолинейности)
Применяемое устройство – а) ножевые опоры; б) плоский стол.
1 – проверяемая деталь;
2 – измерительная головка
2. Схемы контроля взаимного расположения плоскостей,
отверстий
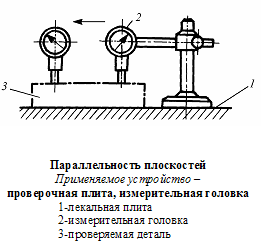
Параллельность плоскостей
Применяемое устройство – проверочная плита, измерительная головка:
1 – лекальная плита;
2 – измерительная головка;
3 – проверяемая деталь
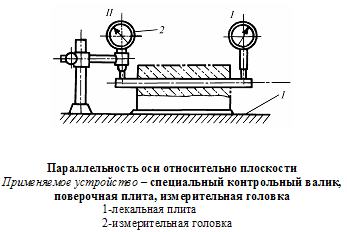
Параллельность оси относительно плоскости
Применяемое устройство – специальный контрольный валик,
проверочная плита, измерительная головка:
1 – лекальная плита;
2 – измерительная головка
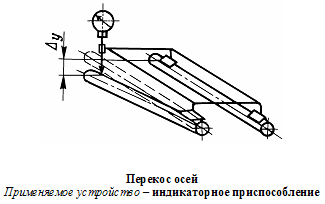
Перекос осей
Применяемое устройство – индикаторное приспособление
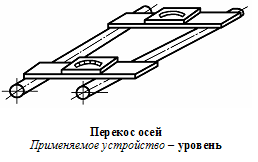
Перекос осей
Применяемое устройство – уровень
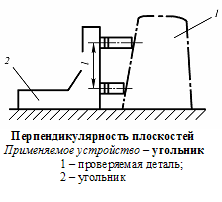
Перпендикулярность плоскостей
Применяемое устройство – угольник:
1 – проверяемая деталь;
2 – угольник
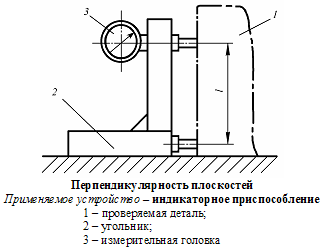
Перпендикулярность плоскостей
Применяемое устройство – индикаторное приспособление:
1 – проверяемая деталь;
2 – угольник;
3 – измерительная головка
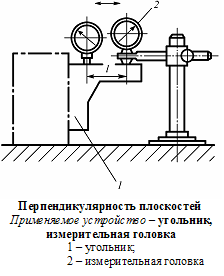
Перпендикулярность плоскостей
Применяемое устройство – угольник, измерительная головка:
1 – угольник;
2 – измерительная головка
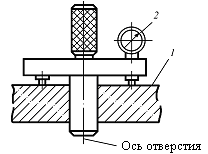
Перпендикулярность отверстия относительно плоскости
Применяемое устройство – угольник:
1 – проверяемая деталь;
2 – угольник;
3 – оправка
Перпендикулярность оси отверстия относительно плоскости
Применяемое устройство – индикаторное приспособление:
1 – проверяемая деталь;
2 – измерительная головка
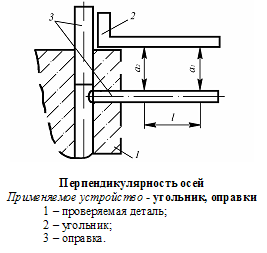
Перпендикулярность осей
Применяемое устройство – угольник, оправки:
1 – проверяемая деталь;
2 – угольник;
3 – оправка
Перпендикулярность осей
Применяемое устройство – индикаторное приспособление:
1 – проверяемая деталь;
2 – измерительная головка;
3 – упор
Перпендикулярность осей отверстия и наружной поверхности
Применяемое устройство – индикаторное приспособление:
1 – проверяемая деталь;
2 – измерительная головка;
3 – упор

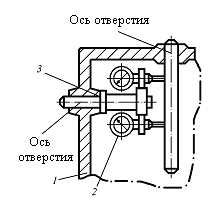
Пересечение осей отверстий корпусной детали
Применяемое устройство – проверочная плита, оправки,
измерительная головка
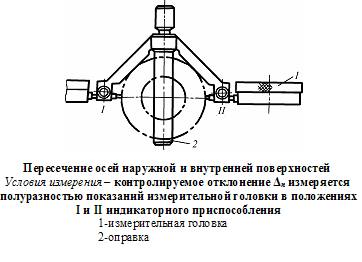
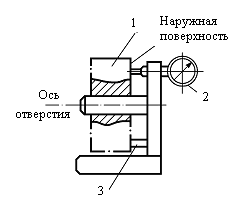
Пересечение осей наружной и внутренней поверхностей
Условия измерения – контролируемое отклонение Δк измеряется
полуразностью показаний измерительной головки в положениях
I и II индикаторного приспособления:
1 – измерительная головка;
2 – оправка
3. Схемы контроля радиального и торцового биения
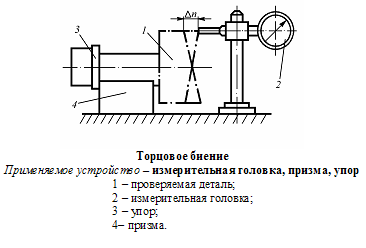
Торцовое биение
Применяемое устройство – измерительная головка, призма, упор:
1 – проверяемая деталь;
2 – измерительная головка;
3 – упор;
4 – призма
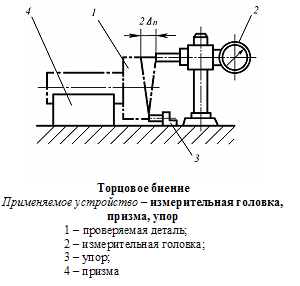
Торцовое биение
Применяемое устройство – измерительная головка, призма, упор:
1 – проверяемая деталь;
2 – измерительная головка;
3 – упор;
4 – призма
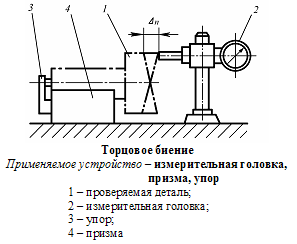
Торцовое биение
Применяемое устройство – измерительная головка, призма, упор:
1 – проверяемая деталь;
2 – измерительная головка;
3 – упор;
4 – призма
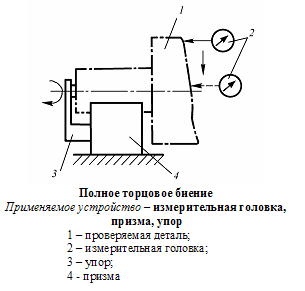
Полное торцовое биение
Применяемое устройство – измерительная головка, призма, упор:
1 – проверяемая деталь;
2 – измерительная головка;
3 – упор;
4 – призма
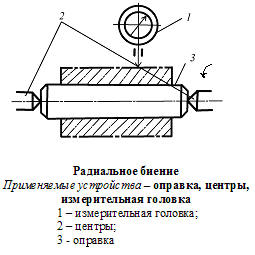
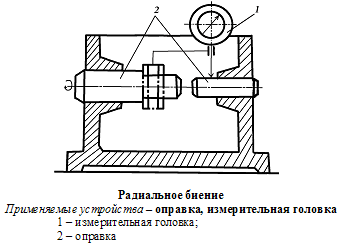
Радиальное биение
Применяемое устройство – оправка, центры, измерительная головка:
1 – измерительная головка;
2 – центры;
3 – оправка
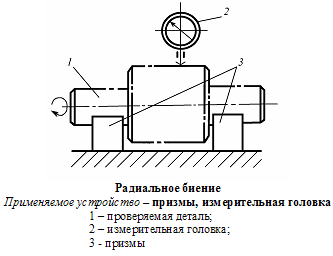
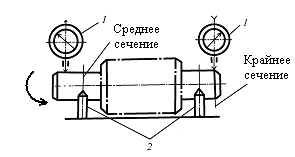
Радиальное биение
Применяемое устройство – призмы, измерительная головка:
1 – проверяемая деталь;
2 – измерительная головка;
3 – призмы
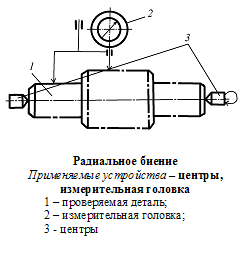
Радиальное биение
Применяемое устройство – центры, измерительная головка:
1 – проверяемая деталь;
2 – измерительная головка;
3 – центры
Радиальное биение
Применяемое устройство – оправка, измерительная головка:
1 – измерительная головка;
2 – оправка
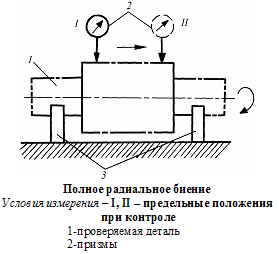
Полное радиальное биение
Условия измерения – I, II – предельные положения при контроле:
1 – проверяемая деталь;
2 – призмы
4. Схемы контроля соосности
Соосность двух поверхностей шеек валов относительно общей оси