ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 28.07.2024
Просмотров: 269
Скачиваний: 0
СОДЕРЖАНИЕ
Лабораторная работа №1 Абсолютные измерения. Измерение линейных и угловых размеров
3.2. Обработка данных измерений
Определение точности измерения детали
Лабораторная работа № 4 Нормирование и измерение шероховатости поверхностей деталей машин
Нормирование параметра шероховатости Ra
Нормирование отклонений формы и расположения
Нормирование из худших условий сборки
Схемы измерений отклонений формы
Лабораторная работа № 8 Измерение точности зубчатого колеса
Средства для измерения зубчатых колёс
– листовые, для измерения толщины листов и лент (тип МЛ) – рис. 18;
– трубные, для измерения толщины стенок труб (тип МТ) – рис. 19;
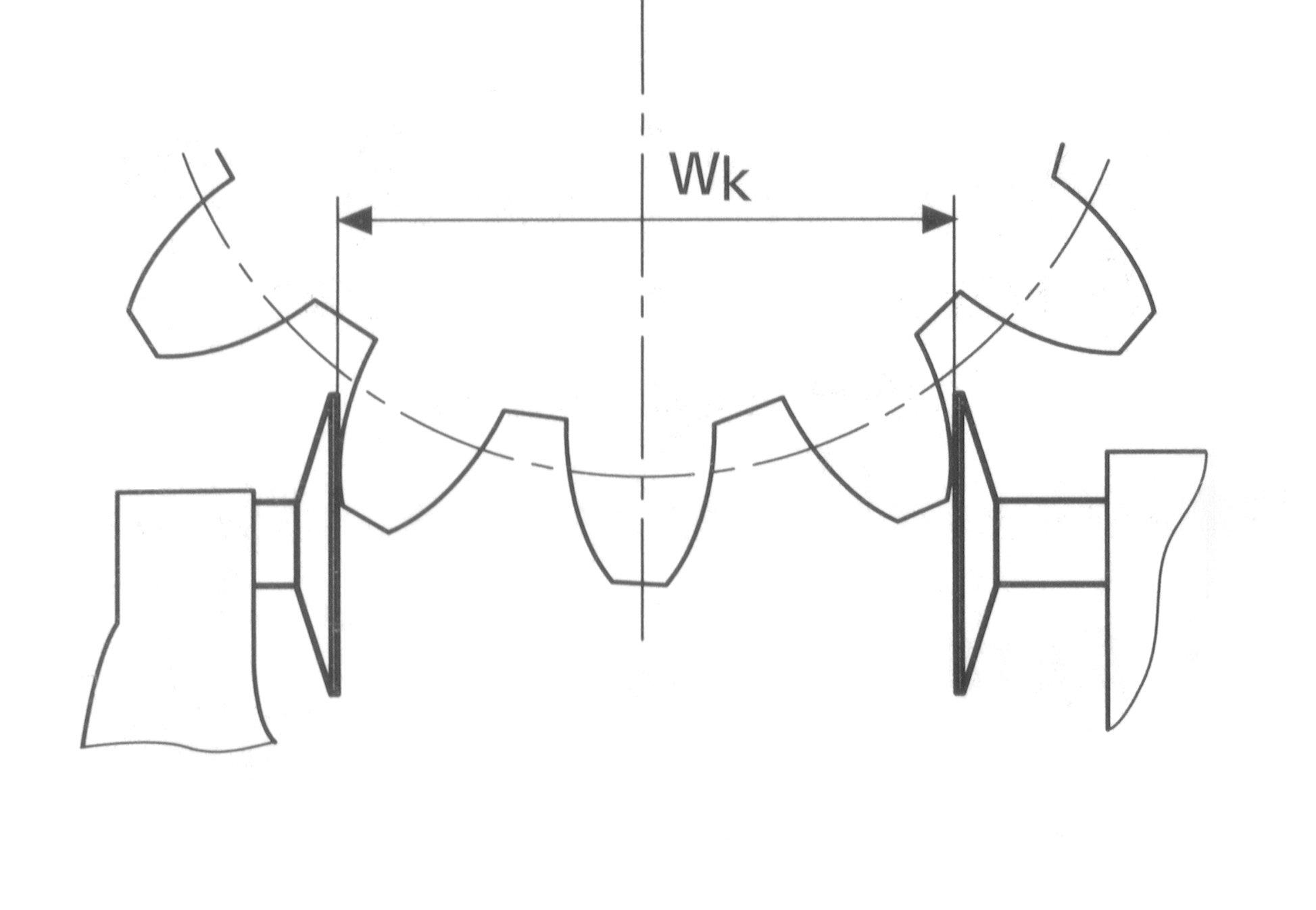
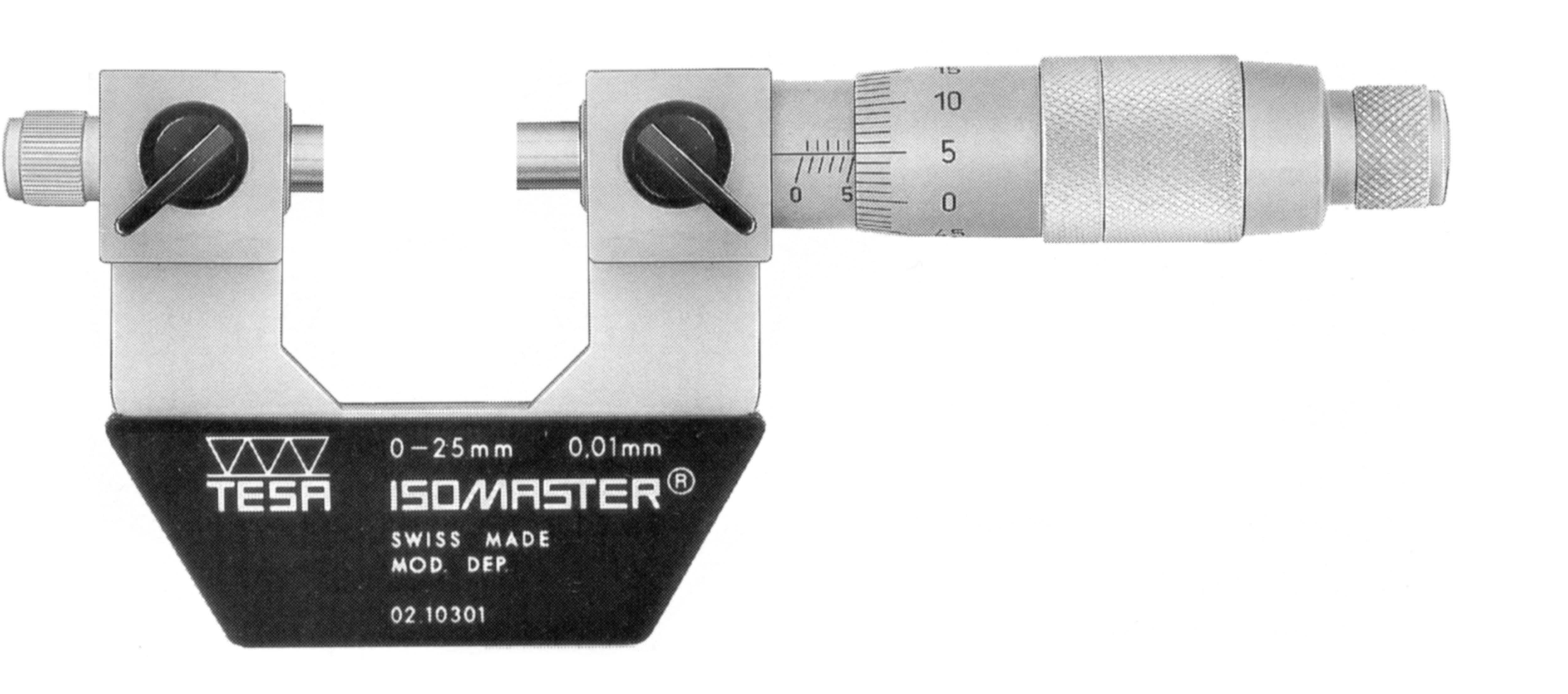
– зубомерные, для измерения длины общей нормали зубчатых колёс (тип МЗ) – рис. 20, а и схема замера – рис. 20, б;
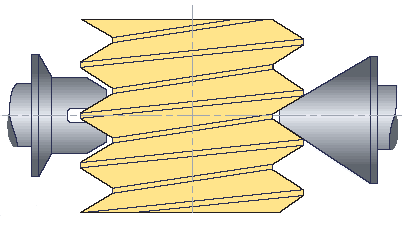
– со вставками для измерения средних диаметров метрических (тип МВМ), трапецеидальных резьб и фасонных деталей (тип МВТ) – рис. 21, а и схема замера – рис. 21, б;
– с плоской прямоугольной измерительной поверхностью, служащей для измерения фрез с разведенными зубьями – рис. 22.
Наибольшее применение нашли гладкие микрометры (рис. 16 и рис. 24 – для больших размеров). Эти микрометры изготавливаются со следующими пределами измерений: 0…25, 25…50, 50…75, 75…100, 100…125, 125…150, 150…175, 175…200, 200…225, 225…250, 250…275, 275…300, 300…400, 400…500, 500…600 мм.
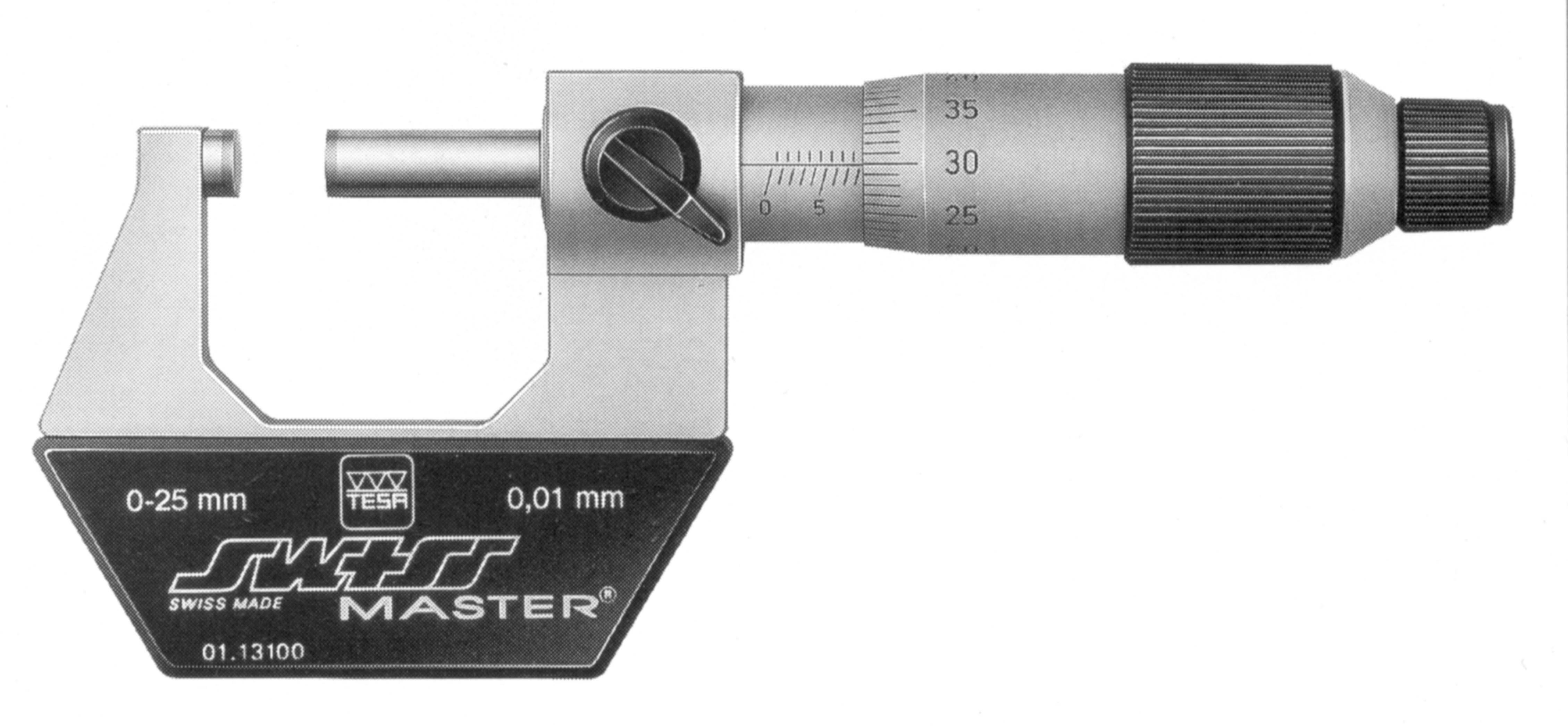
Рис. 16. Микрометр гладкий: 1 – скоба; 2 – пятка; 3 – микрометрический винт; 4 – стопор; 5 – стебель; 6 – барабан; 7 – трещотка
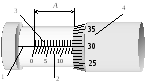
Рис. 17. Схема определения размера при измерении микрометром: 1 – осевая линия; 2 – штрихи основной шкалы; 3 – штрихи дополнительной шкалы;
4 – барабан
На стебле микрометра нанесена (рис. 17) осевая линия 1, под которой расположены штрихи основной шкалы 2 с ценой деления 1 мм. Над осевой линией нанесены штрихи дополнительной шкалы 3, каждый из которых делит пополам расстояние между штрихами основной шкалы. На барабане равномерно по окружности нанесены штрихи шкалы барабана 4. При повороте барабана на один оборот он перемещается в осевом направлении на 0,5 мм. Окружность барабана разделена на 50 делений, каждое из которых соответствует осевому перемещению барабана на 0,01 мм.
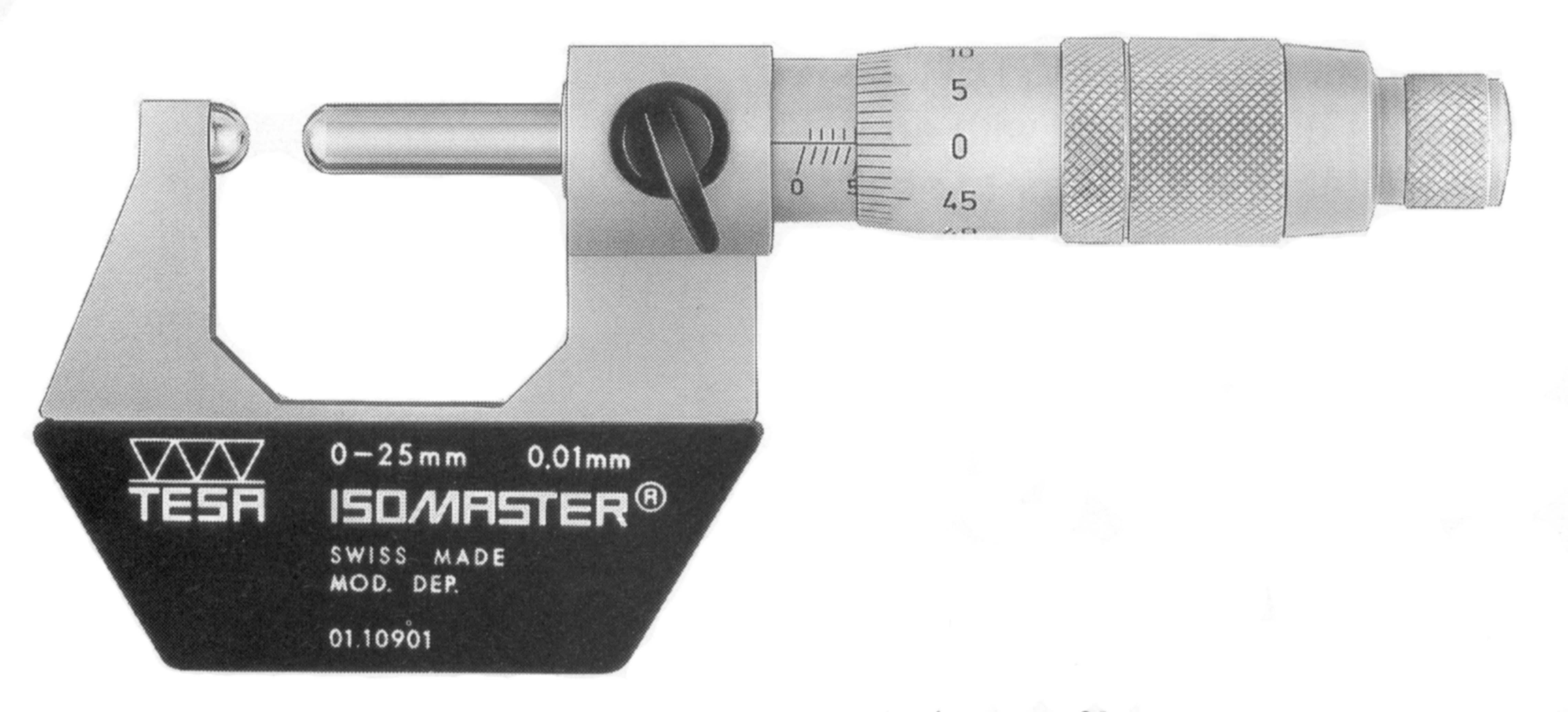
Рис. 18

Рис. 19

а б
Рис. 20

а
б
Рис. 21

Рис. 22
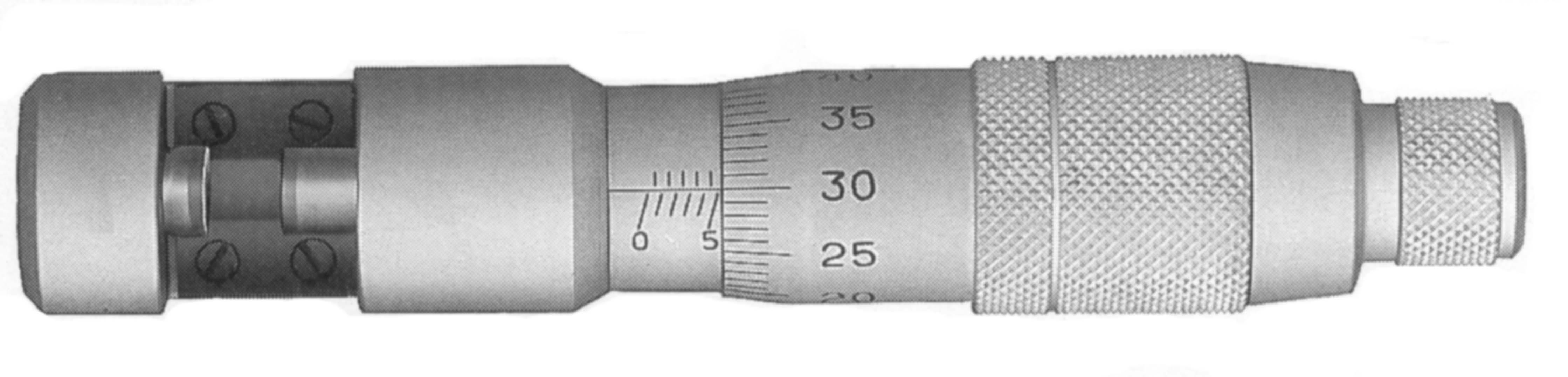
Рис. 23. Микрометрический нутромер

Рис. 24
При измерениях всегда нужно обращать внимание на то, закрывает ли край барабана штрих дополнительной шкалы, расположенной на данном участке основной шкалы. Если закрывает, то размер вычисляется по формуле:
![]() ,
,
где А – размер; n1 – число целых делений основной шкалы, расположенных на участке от нулевого штриха до края барабана; i1, i2 – цена деления основной шкалы и шкалы барабана; n2 – число целых делений шкалы барабана, отсчитанных от нулевого штриха до осевой линии.
Если край барабана не закрывает штрих дополнительной шкалы, то измеренный размер вычисляется по формуле:
![]() ,
,
где 0,5 – расстояние от штриха основной шкалы до соседнего штриха дополнительной шкалы.
Перед работой следует совместить пятку и микрометрический винт и проверить установку на «0» всех шкал микрометра. При несовпадении определить погрешность и учитывать ее при измерениях:
А = Хизм – хс.и.
Угломеры
Угломеры применяют для измерения наружных и внутренних углов. Различают угломеры для измерения наружных углов (тип УМ) (рис. 25) и угломеры для измерения наружных и внутренних углов (тип УН).
На
основе нанесена шкала углов от 0о
до 90о
с ценой деления 1
градус, на нониусе – шкала от 0о
до 60о
с ценой деления
![]() .соответственно,
точность измерения нониусными угломерами
может быть
.соответственно,
точность измерения нониусными угломерами
может быть
![]() .
.
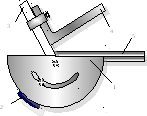
Рис. 25. Угломер нониусный типа УМ:
1 – основание; 2 – нониус; 3 – линейка подвижная;
4 – линейка съемная; 5 – линейка неподвижная
Определение измеряемого размера проводится так же, как и при измерении штангенциркулем.
Оборудование и приборы. В работе используются: штангенциркули типов ШЦ-I, ШЦ-II, микрометр – тип МК, угломер – тип УМ, детали машин.
Порядок выполнения работы
Изучить методические указания.
Изучить конструкцию и методику измерений с помощью штангенциркулей, микрометров и угломеров.
Зарисовать эскиз детали в соответствии с заданием (чертежом).
Измерить линейные и угловые размеры детали, проставить на чертеже с указанием номера средства измерения.
Оформить отчет по работе, который должен содержать:
название и цель работы;
перечень инструментов и приборов, использованных в работе, с указанием точности и пределов измерения, результаты измерений;
эскиз детали в соответствии с заданием;
вывод по работе.
Контрольные вопросы
Назовите типы шкал? (на СРС по учебной литературе)
Какие существуют виды измерений?
Каковы методы измерений?
Конструкция штангенциркулей и методика измерений.
Конструкция микрометра и методика измерений.
Конструкция угломера и методика измерений.
Определение точности и пределов измерения штангенинструмента, микрометрического инструмента и угломеров.
Лабораторная работа № 2
Относительные измерения.
Измерение линейных и угловых размеров
Цель работы: научиться пользоваться скобами рычажными, индикаторами, индикаторными нутромерами.
Общие сведения
Относительное измерение – это измерение отношения величины к одноименной величине, играющей роль единицы, или изменения величины по отношению к одноименной величине, принимаемой за исходную.
Прямые измерения – это измерения, проводимые прямым методом, при котором искомое значение величины получают непосредственно.
Косвенные измерения – это измерения, проводимые косвенным методом, при котором искомое значение физической величины определяется на основании результатов прямых измерений других физических величин, функционально связанных с искомой величиной.
Относительные измерения, как правило, дают более высокую точность и производительность, чем абсолютные, и применяются при контроле точных размеров деталей, отклонений формы и расположения поверхностей.
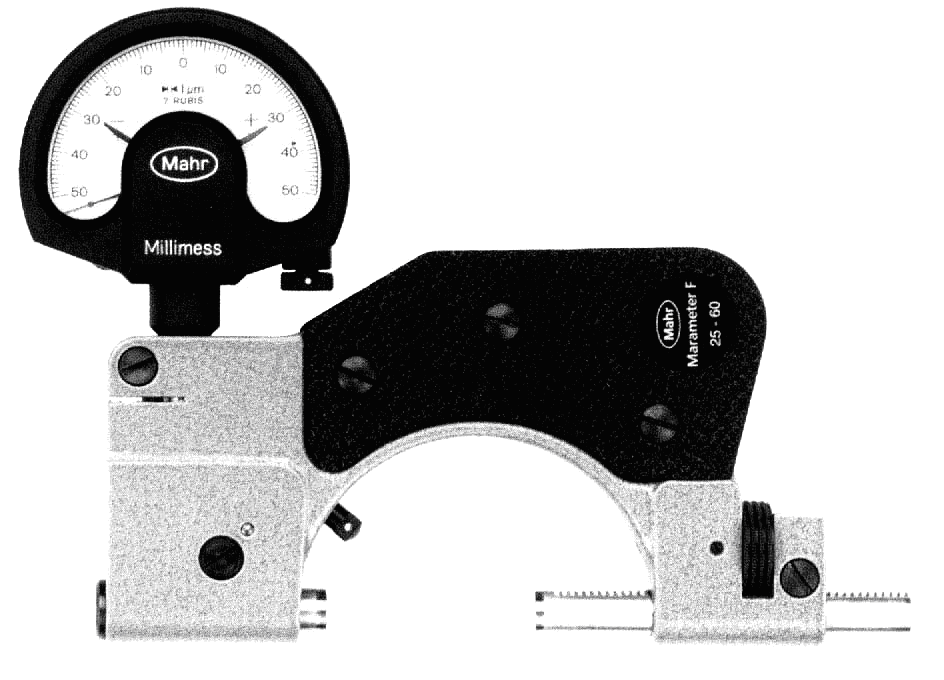
Рис. 1. Скоба рычажная: 1 – скоба; 2 – подвижная пятка; 3 – микрометрический винт; 4 – стопор; 5 – микрометрическая гайка;
6 – отсчетное устройство; 7 – указатель пределов допуска;
8 – кнопка отжима подвижной пятки
Наиболее широкое распространение получили относительные измерения с помощью скоб рычажных, рычажных микрометров, индикаторов и индикаторных нутромеров.
Рис.
2. Плоскопараллельные концевые
меры

Перед началом измерений устанавливают скобу рычажную на исходный размер по эталону. В качестве эталона может использоваться блок плоскопараллельных концевых мер (рис. 2). Перемещением микрометрического винта поверхность подвижной пятки вводят в соприкосновение с эталоном, при этом стрелка отсчетного устройства должна совпадать с нулевым штрихом шкалы отсчетного устройства. После установки на «0» стопором 4 фиксируют положение стрелки.
При измерении деталей определяются отклонения от исходного размера. При нажатии на кнопку подвижная пятка отходит от микрометрического винта на расстояние больше измеряемого. Измеряемая деталь помещается между подвижной пяткой и микрометрическим винтом, и кнопка 8 опускается. При этом подвижная пятка и микрометрический винт соприкасаются с поверхностью детали. Положение стрелки отсчетного устройства показывает величину отклонения размера детали от исходного размера в сторону увеличения (+) или в сторону уменьшения (–). Величина размера определяется по формуле:
A = Aн ± n∙i,
где A – измеренный действительный размер; n – число делений шкалы отсчетного устройства от нулевого деления до стрелки; i – цена деления отсчетного устройства.