Файл: Технические характеристики и описание конструкции. 6.docx
Добавлен: 26.10.2023
Просмотров: 118
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
Глава 1. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ И ОПИСАНИЕ КОНСТРУКЦИИ.
1.2. Назначенние и классификация.
1.3. Конструкция цилиндрического горизонтального стального резервуара.
Глава 2. ВЫБОР СВАРОЧНЫХ МАТЕРИАЛОВ, ОБОРУДОВАНИЯ И ИНСТРУМЕНТОВ ДЛЯ СБОРКИ И СВАРКИ КОНСТРУКЦИИ.
2.1. Выбор сварочного материала.
ГЛАВА 3. ПРОЦЕСС СБОРКИ И СВАРКИ КОНСТРУКЦИИ
3.1. Технология изготовления резервуара
3.2. Выбор параметров режима сварки.
ГЛАВА 4. Контроль качества сварных швов
4.1. Визуальное испытание конструкции.
4.2. Проверка керосином сводится к ряду последовательных операций:
ГЛАВА 5. ОХРАНА ТРУДА И ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ ПРИ ВЫПОЛНЕНИИ СВАРОЧНЫХ РАБОТ
СОДЕРЖАНИЕ
ВВЕДЕНИЕ 4
Глава 1. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ И ОПИСАНИЕ КОНСТРУКЦИИ. 6
1.1. Общие сведения. 6
1.2. Назначенние и классификация. 7
1.3. Конструкция цилиндрического горизонтального стального резервуара. 8
Глава 2. ВЫБОР СВАРОЧНЫХ МАТЕРИАЛОВ, ОБОРУДОВАНИЯ И ИНСТРУМЕНТОВ ДЛЯ СБОРКИ И СВАРКИ КОНСТРУКЦИИ. 11
2.1. Выбор сварочного материала. 11
2.2. Выбор оборудования. 12
ГЛАВА 3. ПРОЦЕСС СБОРКИ И СВАРКИ КОНСТРУКЦИИ 17
3.1. Технология изготовления резервуара 17
3.2. Выбор параметров режима сварки. 18
ГЛАВА 4. Контроль качества сварных швов 20
4.1. Визуальное испытание конструкции. 20
4.2. Проверка керосином сводится к ряду последовательных операций: 21
ГЛАВА 5. ОХРАНА ТРУДА И ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ ПРИ ВЫПОЛНЕНИИ СВАРОЧНЫХ РАБОТ 22
ЗАКЛЮЧЕНИЕ. 26
СПИСОК ЛИТЕРАТУРЫ 27
ВВЕДЕНИЕ
Сварка является одним из ведущих технологических процессов обработки металлов. Сварка широко применяется в основных отраслях производства, потребляющих металлопрокат, т.к. резко сокращается расход металла, сроки выполнения работ и трудоёмкость производственных процессов. Выпуск сварных конструкций и уровень механизации сварных процессов постоянно повышается. Успехи в области автоматизации сварочных процессов позволили коренным образом изменить технологию изготовления важных хозяйственных объектов, таких как доменные печи, турбины, химическое оборудование.
Процесс сварки делят на три класса (ГОСТ 19521_74): термический, термомеханический и механический.
Термический класс объединяет виды сварки, осуществляемые плавлением металла. К этому классу относят все виды дуговой, газовой, электрошлаковой, плазменной, электроннолучевой, лазерной, термитной и световой сварки.
Термомеханический класс включает виды сварки, осуществляемые давлением с использованием тепловой энергии. К этому классу относят все виды контактной, диффузионной, высокочастотной и кузнечной сварки.
К механическому классу относятся виды сварки, выполняемые давлением с дополнительной механической энергией. К этому классу относят холодную, ультразвуковую, магнитно-импульсную сварку и сварку трением и взрывом.
Многие из указанных видов сварки в свою очередь подразделяются по различным техническим и технологическим признакам. Например: дуговая сварка по техническим признакамподразделяется в зависимости от способа защиты металла в зоне сварки, от степени механизации видов дуговой сварки, от непрерывности процесса и т. п.; по технологическим признакам— в зависимости от формы сварного соединения, рода и полярности сварочного тока, вида плавящегося или неплавящегося электрода, характера воздействия дуги на металл и т. п. Аналогично подразделяются по указанным признакам контактная, газовая и электрошлаковая сварка. Такое подразделение процесса сварки предусмотрено ГОСТ 2601_84 и др.
Тема дипломной работы: Сборка и сварка емкостей из углеродной стали.
Актуальность: емкостей из углеродной стали имеют предельно простую конструкцию, что обуславливает довольно низкую стоимость и простоту эксплуатации. Сложно назвать отрасль, в которой не используются всевозможные емкости, в том числе из углеродистой стали. До тех пор, пока существуют жидкости, существует актуальность емкостей, в которых они содержаться.
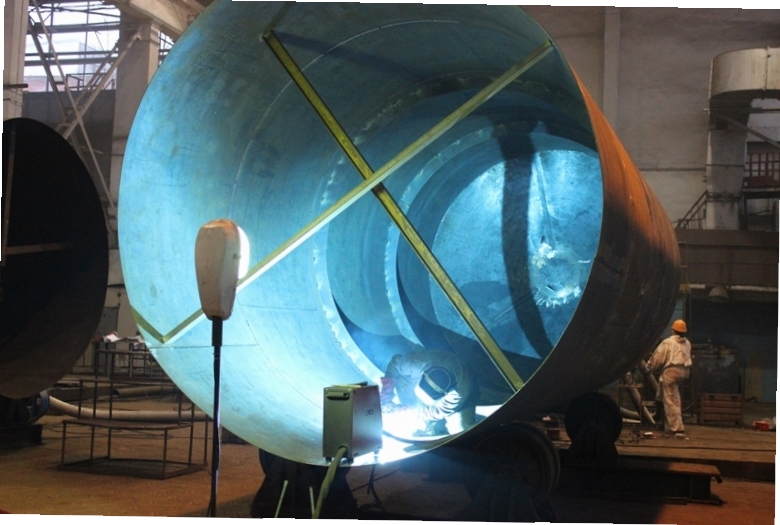
Рис.1.1. - Изготовление ёмкости
Цель: проектирование технологического процесса сборки и сварки емкости из конструкционной углеродистой стали марки Ст3.
Задачи:
-описать назначение конструкции;
-выбрать соответствующие сварочные материалы, оборудование и инструмент;
-выбрать режим сварки;
-описать технологический процесс сборки и сварки конструкции;
-описать контроль качества сварных швов;
-описать охрану труда и охрану окружающей среды при выполнении сварочных работ.
Глава 1. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ И ОПИСАНИЕ КОНСТРУКЦИИ.
1.1. Общие сведения.
Все цилиндрические стальные резервуары, как технические сооружения, состоят из конструктивных частей, соединенных в единое целое на сварке, а также комплекта оборудования и комплектующих конструкций. Последние в совокупности предназначаются для обеспечения надежности, удобных и безопасных условий эксплуатации резервуаров. Конкретный их перечень зависит от вида и физико-химических свойств хранимого продукта, района сооружения и эксплуатации, генерального конструктивного решения резервуара и других факторов.
С учетом всего этого установлены комплекты оборудования и комплектующих конструкций для следующих групп резервуаров:
со стационарной крышей без понтона — для нефти и светлых нефтепродуктов;
со стационарной крышей без понтона — для темных нефтепродуктов;
со стационарной крышей с понтоном — для нефти и светлых нефтепродуктов;
с плавающей крышей — для нефти;
со стационарной крышей в северном исполнении — для нефти и нефтепродуктов.
Все разнообразие оборудования и комплектующих конструкций можно разделить на группы по их функциональному назначению:
1) Предназначенные для сокращения потерь нефти и нефтепродуктов от испарения и регулирования давления в газовоздушном пространстве: дыхательная и предохранительная арматура, диски-отражатели, газо-уравнительная система трубопроводов (ГУС), газовая обвязка (ГО) (плавающие крыши и понтоны резервуаров не включены в эту группу ввиду того, что они относятся к конструктивным элементам резервуара, а также к ограждающим конструкциям.
2) Для осуществления сливоналивных операций: приёмораздаточные патрубки (ПРП), приёмораздаточные устройства (ПРУ) с различными приводами, хлопуши на ПРП и механизмы управления ими, подъемная труба с механизмом управления, фильтры и муфты сливные, клапаны приемные, узлы рециркуляции паров продукта, плавучие заборные устройства и всасывающие установки, подогреватели продукта в резервуаре и др.
3) Используемые при техническом обслуживании и ремонте резервуаров: люки-лазы в стенке, световой, монтажный люки, патрубок монтажный на крыше, сифонный кран, водосливной кран, лестницы, площадки переходные и смотровые;
4) Для проведения очистных операций: винтовые мешалки с электроприводом, стационарная разводка труб с размывающими соплами, придонный очистной люк в стенке, патрубок зачистной, зумпфы;
5) Оборудование и приборы для контроля качества и количества продукта в резервуаре: местные и дистанционные измерители уровня, сигнализаторы максимального и аварийного уровней, а также минимального оперативного уровня, люк замерный на крыше, дистанционные и местные пробоотборники и др.
Перечень предусмотренного проектом оборудования может быть разделен на отдельные группы и по таким признакам, как
По месту расположения:
-устанавливаемые на крышах;
-устанавливаемые на стенке;
-устанавливаемые внутри резервуаров;
-устанавливаемые на территории резервуарного парка;
По форме изготовления и поставки на монтаж:
-изготовляемые на заводе резервуарных конструкций (так называемые комплектующие изделия);
-оборудование, изготавливаемое на специализированных заводах по выпуску технологического оборудования, аппаратов и приборов для предприятий топливно-энергетического комплекса (заказное оборудование).
На каждом резервуаре и по резервуарному парку в целом создаются системы защиты и обеспечения работоспособности, в которые входят некоторые из вышеперечисленных видов оборудования и конструкций, а также различные приборы и устройства.
1.2. Назначенние и классификация.
Предназначение стальных резервуаров:
-
приём, хранение, выдача и учёт (количественный и качественный) нефтесодержащих стоков, нефти и нефтепродуктов; -
хранение и отстой пластовой воды и механических примесей; -
хранение пожарной или питьевой воды; -
хранение жидких пищевых (при условии обеспечения санитарно-гигиенических норм), агрессивных химических продуктов, минеральных удобрений; -
смешение нефти и нефтепродуктов и другие технологические процессы добычи, транспорта и хранения; -
изотермические баки для хранения сжиженных газов; -
баки-аккумуляторы - для горячей воды.
Классификация стальных резервуаров:
Могут быть: цилиндрические, изотермические и баки-аккумуляторы; они различаются: назначением, расположением, материалом изготовления.
По методам изготовления и монтажа листовых металлоконструкций:
-
в рулонном исполнении — резервуары рулонной сборки, для которых листовые конструкции стенки, днища, понтона и крыш (стационарной, плавающей) изготовляются и монтируются в виде рулонируемых полотнищ; -
полистовом исполнении — резервуары полистовой сборки, изготовление и монтаж всех листовых конструкций которых ведётся из отдельных листов; -
комбинированном исполнении — резервуары комбинированной сборки, стенки которых изготавливаются и монтируются из отдельных листов, а листовые конструкции днища, стационарной крыши, плавающей крыши или понтона (все или некоторые из них) — в виде рулонируемых полотнищ.
1.3. Конструкция цилиндрического горизонтального стального резервуара.
Стальные горизонтальные резервуары и емкости состоят из: корпуса (стенки), двух днищ, кольца жесткости, опорные диафрагмы, опоры.
Стенки горизонтальных емкостей выполняются из нескольких обечаек, сваренных полистовым или рулонным методом. Различные компоненты свариваются встык, для монтажных соединений выполняется сварка внахлест.
Емкости горизонтальные цилиндрические служат для хранения воды и нефтепродуктов. Стальные резервуары могут быть выполнены в виде горизонтальных емкостей для воды и подземных емкостей для нефтепродуктов.
Из всего многообразия горизонтальных резервуаров была выбрана горизонтальная емкость объёмом 5 м3 . (см. рис.1.2.)
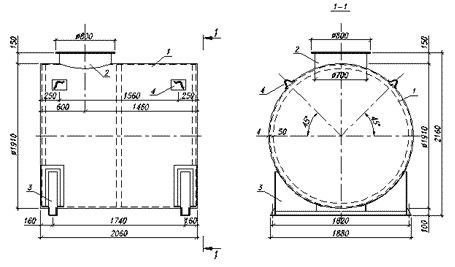
Рис 1.2. Чертеж РГН-5м3.
Резервуар представляет собой цилиндрическое изделие длиной 2060 мм, максимальным диаметром 1910 мм, включающее в себя два плоских днища, один люк, один штуцер и один патрубок, корпус которого выполнен из материала сталь Ст3, 4 мм (рис. 1).
Таблица 1.
Технические характеристики РГН-5м3
| Объем | 5 м3 |
| Диаметр [мм] | 1910 |
| Длинна [мм] | 2060 |
| Масса [кг] | 778 |
| Высота [мм] | 2176 |
| Материал | Ст3, 4 мм |
В стандартной конструкции резервуара предусмотрен люк-лаз с крышкой, один фланцевый патрубок и один штуцер, размер и расположение которых определяется в зависимости от потребностей клиента.
Глава 2. ВЫБОР СВАРОЧНЫХ МАТЕРИАЛОВ, ОБОРУДОВАНИЯ И ИНСТРУМЕНТОВ ДЛЯ СБОРКИ И СВАРКИ КОНСТРУКЦИИ.
2.1. Выбор сварочного материала.
Исходя из того, что конструкция ёмкости не требует применения специальных материалов, для всего изделия применим одну сталь, а именно конструкционную углеродистую сталь марки Ст3.
Свариваемость сталей определяется по эквивалентному содержанию углерода по формуле (1.1)
| Cэк= С +  + +  + +  , , | (1.1) |
где Cэк - эквивалент углерода, С - содержание углерода, Mn - содержание марганца, Cr - содержание хрома, Mo - содержание молибдена, V- содержание ванадия, Ni - содержание никеля, Cu - содержание меди.
Таблица 2.
Химический состав в % материала Ст3.
| C | Si | Mn | Ni | S | P | Cr | N | Cu | As |
| 0.14 - 0.22 | 0.05 - 0.15 | 0.4 - 0.65 | до 0.3 | до 0.05 | до 0.04 | до 0.3 | до 0.008 | до 0.3 | до 0.08 |
Для расчёта фактического значения свариваемости стали Ст3 используем формулу (1.1) и исходные данные в таблице 2.
| Cэк = 0,15 +  + +  + +  = 0,24 = 0,24 | (2.2) |
Таблица 3.
Свариваемость сталей.
| Группа свариваемости | Cэк , % | Условия сварки |
| Хорошая | До 0,25 вкл. | Без ограничений, в широком диапазоне режимов сварки независимо от толщины металла, жесткости конструкций, температуры окружающей среды. |
| Удовлетворительная | Свыше 0,25 до 0,35 вкл. | Сварка только при температуре окружающей среды не ниже -5С, толщине металла менее 20мм при отсутствии ветра. |
| Ограниченная | Свыше 0,35 до 0,45 вкл. | Сварка с предварительным или сопутствующим подогревом до 250С, и жестком диапазоне режимов сварки. |
| Плохая | Свыше 0,45 | Сварка с предварительным и сопутствующим подогревом, термообработкой после сварки. |