Файл: российский государственный геологоразведочный университет имени серго орджоникидзе.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 06.11.2023
Просмотров: 27
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
МИНИСТЕРСТВО ОБЩЕОБРАЗОВАТЕЛЬНОГО И ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
«РОССИЙСКИЙ ГОСУДАРСТВЕННЫЙ ГЕОЛОГОРАЗВЕДОЧНЫЙ УНИВЕРСИТЕТ ИМЕНИ СЕРГО ОРДЖОНИКИДЗЕ»
Факультет геоэкологии и географии
Кафедра техносферной безопасности
Отчёт по производственной практике
Москва 2017
Оглавление
Введение 2
Глава 1. Общая информация о предприятии 3
Глава 2. Начало практики 3
Глава 3. Знакомство с производством 4
Глава 4. Сектор охраны окружающей среды 9
Глава 6. Заключение 17
Приложения 17
Введение
Цель практики: Ознакомиться с деятельностью предприятия, его технологическим процессом и технологическим оборудованием.
Место прохождение практики: ЗАО МОФ "Парижская Коммуна", отдел охраны труда и техники безопасности, цех
Адрес: Россия, Москва, Шлюзовая наб., 6

Рис. 1. Адрес компании ЗАО МОФ "Парижская Коммуна"
Руководитель практики от Университета:
Руководитель практики от предприятия: Начальник отдела охраны труда и техники безопасности Степанова Нина Анатольевна
Сроки прохождения практики: 3.07.17-31.08.17
Глава 1. Общая информация о предприятии
Парижская коммуна – легендарное предприятие. Самое крупное в России среди предприятий легкой промышленности. Фабрика продолжает быть инновационным объектом. Фабрика участвует в одном из приоритетных инвестиционных проектов индустрии детских товаров Министерства промышленной торговли Российской Федерации детская обувь по новым технологиям в пяти направлениях:
-
Туфли детские модифицированной натуральной кожи (подкладка обладает антибактериальными, биоцидными свойствами) -
Биоаптивная стелька (разгружает стопу ребенка, служит ей хорошей опорой, способствует исправлению, выравниванию и корректировке дефектов) -
Обувь профилактическая ( имеет оригинальную стельку на основе натурального льна) -
Микроперфориваванных кож -
Первые шаги
На поддержку НИОКР ( научно-исследовательские и опытно-конструкторские работы) министерством было выделено более 74 млн. руб.
Объем реализации обуви и услуг в 2016 году составил 3 млрд. руб.
Глава 2. Начало практики
По прибытию на место прохождения практики меня направили в отдел охраны труда и техники безопасности. Моим руководителем практики был начальник данного отдела Степанова Нина Анатольевна. Со мной был сразу проведен вводный инструктаж и обще знакомство с предприятием, так же я ознакомился с правилами внутреннего распорядка и ответственностью за их нарушения. В дальнейшем я получил первичный инструктаж на рабочем месте по охране труда и изучал федеральный закон №52 «О санитарно-эпидемиологическом благополучии населения»
Глава 3. Знакомство с производством
Предприятие работает на современно импортном оборудовании. Обувь шьют только из натуральных высококачественных материалов. Выпускают мужскую, женскую, детскую, рабочую обувь и обувь по Государственному заказу для силовых структур. Постоянно обновляется ассортимент. На фабрике работает 431 человек. Женщин трудится больше чем мужчин, также работают инвалиды.
Есть еще четыре дочерних предприятия. Всего в компании больше 1400 человек.
1 цех - раскройный. Работает около 20 человек. Механический раскрой кож проводят на прессах посредством специальных стальных резаков. Принтер по коже наносит цветную печать, которую модельер создает на компьютере в специальной программе, это дает разнообразить ассортимент и сгладить неровности на коже. На фабрике присутствует робот-автомат по раскрою кожи, он позволяет минимизировать

Рис. 2. робот-автомат по раскрою кожи
4 цех – заготовочный. Работает около 80 человек, это самое трудоемкое производство. Один работник делает несколько операций. Все очень квалифицированные работники. Там стоят машины для перфорации кожи и для спускания края заготовки верха.

Рис. 3 Машина для перфорации кожи

Рис. 4 Машина для спуска края кожи
5 цех- пошивочный. Из заготовок собирается обувь. В этом цехе работают в основном мужчины. На данном предприятии используют литьевой метод крепления и клеевой. Литьевой метод происходит на агрегате «Desma». Заготовку одевают на ногу и заливают подошву, получается монолитное соединение низа обуви с верхом. Такая обувь имеет множество плюсов: высокая прочность, влагостойкость, легкость и гибкость подошвы. Автоматизированный процесс литья позволяет снизить цену на готовое изделие. Этот метод используют в производстве обуви специального назначения. Самый основной процесс – это затяжка носка и пятки. Упаковка, знак качества, этикетка, где мы можем узнать всю информацию об обуви.

Рис. 5 Аппарат для литьевого метода крепления подошвы
Глава 4. Сектор охраны окружающей среды
Позже меня отправили в сектор охраны окружающей среды, где я познакомился с ведущим специалистом предприятия. Основными отходами фабрики являются резина, кожа и ткани которые вывозятся в размере около 10 тонн в год. Мне рассказали, что такое градирование воды и где оно применяется.
С
 анитарная зона для ЗАО МОФ «Парижская коммуна» 300 метров.
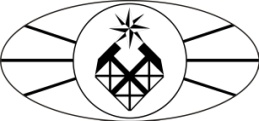
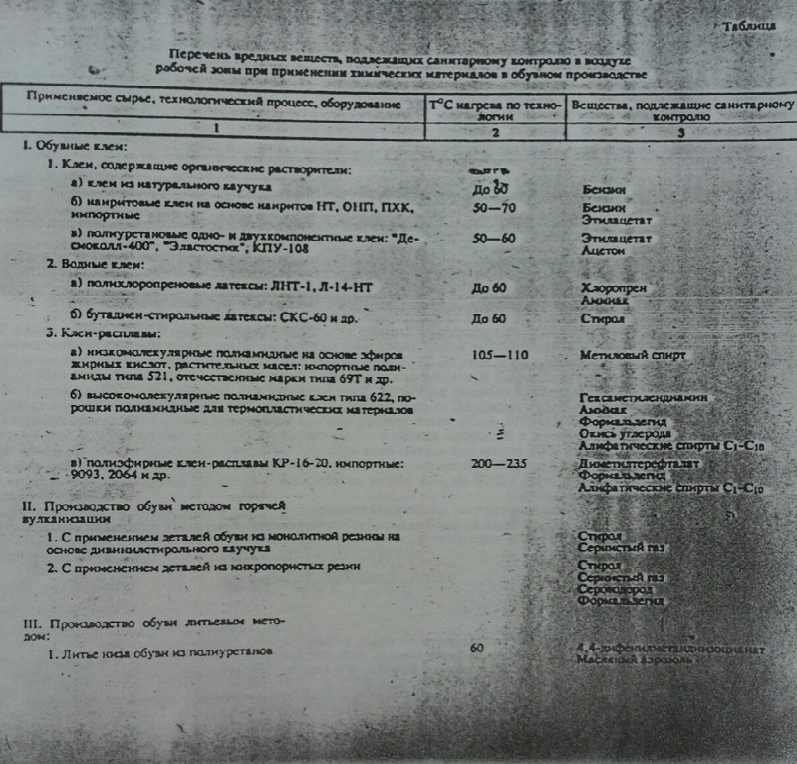
анитарная зона для ЗАО МОФ «Парижская коммуна» 300 метров.Мне рассказали о вредных веществах на производстве обуви.
Т
 аблица 1 Перечень вредных веществ, подлежащих санитарному контролю в воздухе рабочей зоны при применении химических материалов в обувном производстве
аблица 1 Перечень вредных веществ, подлежащих санитарному контролю в воздухе рабочей зоны при применении химических материалов в обувном производстве
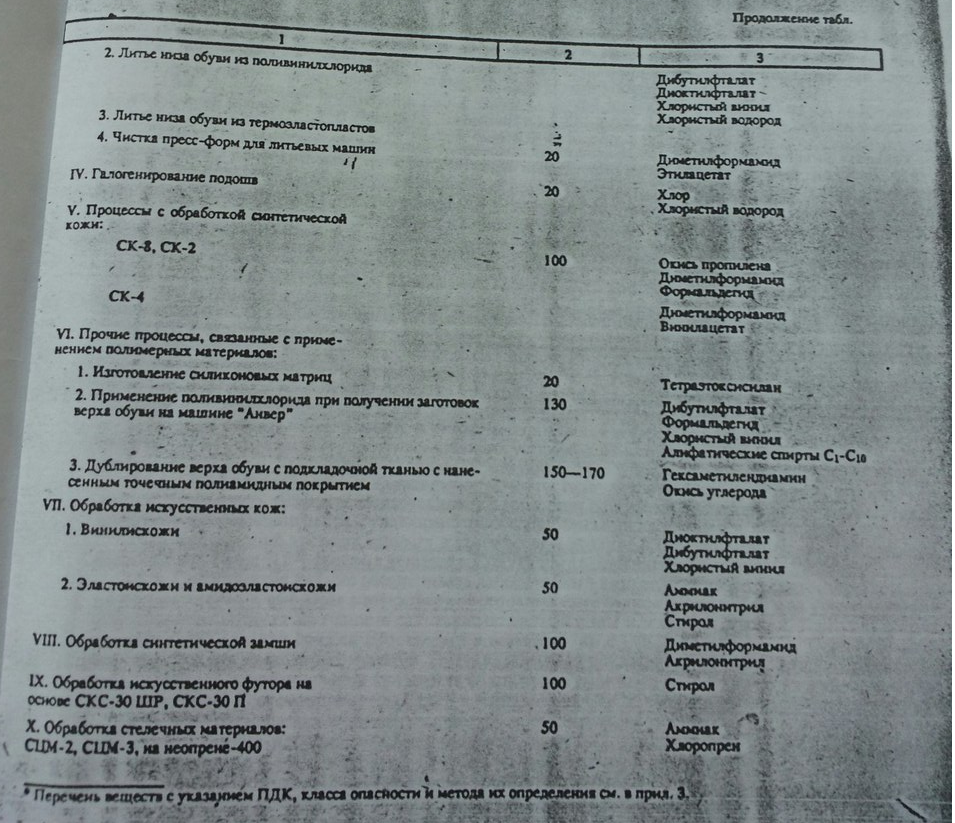
Рис. 6. Перечень процессов, операций, оборудования, являющихся источниками вредных факторов трудового процесса
Также мне дали на изучение «программу (план) производственного контроля за соблюдением санитарных правил и выполнением санитарно-противоэпидемиологических (профилактических) мероприятий ЗАО МОФ «Парижская коммуна»», которую я приложил к отчету. (см. приложение 3)
Глава 5. Прохождение практики в цеху
Для ознакомления с техническим процессом предприятия, меня отправили в цех на последние две недели практики.
Этапы производства обуви:
Основы производства обуви:
Все операции обувного производства можно объединить в шесть групп:
· раскрой обувных материалов;
· предварительная обработка деталей обуви перед их скреплением;
· сборка заготовки;
· формование заготовки;
· прикрепление низа обуви;
· заключительная отделка обуви.

Рис. 7. Раскрой обувных материалов
Р
 аскрой обувных материалов. Перед раскроем проверяют соответствие сортности и деформационно-прочностных свойств обувных материалов требованиям нормативных документов. Натуральные кожи раскраивают на детали каждую в отдельности; это связано с наличием дефектов. Для искусственных и синтетических кож, текстильных и трикотажных материалов применяют многослойный раскрой.
аскрой обувных материалов. Перед раскроем проверяют соответствие сортности и деформационно-прочностных свойств обувных материалов требованиям нормативных документов. Натуральные кожи раскраивают на детали каждую в отдельности; это связано с наличием дефектов. Для искусственных и синтетических кож, текстильных и трикотажных материалов применяют многослойный раскрой. Предварительная обработка деталей. Обработка деталей низа включает общие и специальные операции, к общим относят: выравнивание деталей низа по толщине; клеймение - нанесение маркировки, предусмотренной ГОСТ 7296-81, «Обувь. Маркировка, упаковка, транспортирование и хранение»; формование. Подошвам и основным стелькам придают профиль следа колодки, жестким задникам и подноскам - форму пяточной и носочной части колодки.

Рис. 8 Формование обуви
Прикрепление низа обуви. Все методы крепления деталей низа обуви к заготовке верха можно разделить на 4 группы: шпилечные, ниточные, химические, комбинированные. Шпилечные методы представлены двумя: винтовым и гвоздевым. Их используют для изготовления производственной обуви, обуви для армии и флота, реже повседневной. Обувь тяжелая, жесткая, негибкая, крепление обеспечивает ей высокую прочность, водостойкость, надежность.
К ниточным методам крепления относят рантовый, сандальный, доппельный, метод парко, прошивной, ранто-прошивной, бортовой, выворотный, втачный и другие. Подошву скрепляют с заготовкой с помощью одно - и двухниточных швов. Используй капроновые, нейлоновые, реже льняные нитки. Обувь
ниточных методов крепления более легкая, мягкая, гибкая, гигиеничная, но менее прочная и надежная, чем винтовая и гвоздевая. Прочность ниточного крепления подошвы зависит от плотности и толщины скрепленных деталей. Эти методы используют для изготовления повседневной, модельной, домашней и спортивной обуви для детей и взрослых.
При рантовом методе подошву прикрепляют к заготовке и основной стельке через рант, применяют рантовую стельку с губой. Внешние отличительные признаки — наличие ранта, отсутствие крепителей на поверхности основной стельки в носочно-пучковой и геленочной части. Рантовая обувь самая надежная, теплозащитная и ремонтопригодная в сравнении с обувью других ниточных методов. Но из-за повышенной трудоемкости рантовый метод применяется ограниченно для изготовления мужской и женской обуви, повседневной и модельной, летней и утепленной.
Прошивной метод отличается наличием сквозного ниточного шва на подошве и стельке, отсутствием ранта, его применяют для изготовления спортивной, домашней и дорожной обуви.
Рантопрошивной метод. Применяют обычную стельку без губы. Рант пришивают к заготовке и стельке сквозным швом, затем к ранту пришивают подошву. Этот метод менее трудоемкий и материалоемкий, чем рантовый. Однако обувь уступает рантовой по надежности и удобству; ее легко отличить по наличию шва на стельке.
К химическим методам крепления относят клеевой, метод горячей вулканизации, литьевой.
Наиболее широко применяют клеевой метод. Подошву прикрепляют к заготовке клеем. Применяют наиритовый, перхлорвиниловый, нитроцеллюлозный, полиуретановый и др. клеи. Достоинство этого метода — в его универсальности. Им можно изготовить обувь любого целевого назначения (повседневную, модельную, спортивную, домашнюю), разного сезонного и поло-возрастного назначения, из различных материалов. Прочность клеевого крепления не зависит от толщины скрепляемых деталей. Обувь легкая и гибкая, имеет низкую материалоемкость, проста в исполнении. Конечно, она менее надежна, чем обувь гвоздевого крепления; ее гигиенические свойства ниже по сравнению с обувью ниточных методов.
Метод горячей вулканизации позволяет получить очень прочное, герметичное соединение подошвы с заготовкой. Обувь отличается высокими влагозащитными свойствами, надежностью в носке. Материалы для верха обуви должны быть термостойкими. Для подошвы и каблука используют резины. Выпускают повседневную обувь (летнюю и утепленную), домашнюю и производственную. Для модельной обуви не применяют. Метод горячей вулканизации имеет две разновидности: прессовую и котловую вулканизацию. В первом случае, формование подошвы, ее вулканизация и прикрепление к заготовке осуществляются в одной пресс-форме. Обувь прессовой вулканизации можно отличить по наличию следов выпрессовок от стыка полуматриц пресс-формы в носочной и пяточной частях подошвы, а также по фирменному знаку обувной фабрики на геленочной части подошвы с ходовой стороны. В случае котловой вулканизации, детали из сырой резиновой смеси (подошву, каблук, обсоюзку и другие) сначала приклеивают к заготовке. Затем проводят вулканизацию в специальных котлах. Обувь котловой вулканизации можно распознать по резиновым деталям, наклеенным на детали верха.