Файл: Задача 1 Обработка прямых многократных измерений 15 Задача 2 Анализ основных норм взаимозаменяемости. Расчет посадок 17.doc
Добавлен: 04.12.2023
Просмотров: 55
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Помимо полной и неполной взаимозаменяемости существуют следующие виды взаимозаменяемости деталей и сборочных единиц:
1. Внешняя взаимозаменяемость – это взаимозаменяемость покупных кооперируемых изделий (монтируемых в другие изделия) и сборочных единиц по эксплуатационным показателям, а также по размерам и форме присоединительных плоскостей. Например, в электродвигателе внешнюю взаимозаменяемость обеспечивают по частоте вращения приводящего вала, а также по размерам присоединительных плоскостей. В подшипниках качения внешняя взаимозаменяемость обеспечивается по наружному диаметру наружного кольца, устанавливаемого в корпусе изделия, и внутреннему диаметру внутреннего кольца, устанавливаемого на валу, а также по точности вращения и восприятию нагрузок.
2. Внутренняя взаимозаменяемость – распространяется на детали, сборочные единицы, изделия, изготавливаемые на конкретном предприятии или его подразделении. Например: при селективной сборке подшипников качения внутреннюю групповую взаимозаменяемость имеют тела качения и кольца.
При рассмотрении вопроса о взаимозаменяемости изделий вводится понятие совместимости – свойство объектов занимать свое место в сложном готовом изделии и выполнять требуемые функции при совместной или последовательной работе этих объектов в заданных эксплуатационных условиях. При этом под объектом понимают автономные блоки, приборы или другие изделия, входящие в более сложные изделия.
3. Функциональная взаимозаменяемость – обеспечение взаимозаменяемости машин и других изделий по оптимальным эксплуатационным показателям, что является основным принципом взаимозаменяемости изделий и машин в целом. Поэтому в более обобщенном представлении взаимозаменяемость, при которой обеспечивается работоспособность изделий или их потребительские свойства с оптимальными и стабильными (в заданных пределах) во времени эксплуатационными показателями или оптимальными показателями качества функционирования, называют функциональной.
При этом функциональными являются геометрические, электрические, механические и другие параметры, влияющие на надежность или экономические показатели машин и других изделий, или служебные функции сборочных единиц. Например: от зазора между поршнем и цилиндром (функциональный показатель, определяемый допуском на размер деталей) зависит мощность двигателей (эксплуатационный показатель). Эти параметры названы функциональными, так как существует их связь со служебными функциями сборочных единиц и эксплуатации заданного изделия.
Такая связь может быть как закономерной (см. выше), так и случайной. Чтобы получить наибольшую эффективность взаимозаменяемости, т.е. добиться функциональной взаимозаменяемости, необходимо при конструировании, производстве и эксплуатации машин и изделий учитывать комплекс научно-технических исходных положений, которые объединяются общим понятием – принципиальная взаимозаменяемость – и которые обусловлены «жизненным» путем изделия.
3. Знаки соответствия
В результате успешного прохождения процедуры обязательной оценки соответствия производитель получает возможность на применение знака соответствия. Та продукция, которая не отвечает требованиям безопасности, установленным в Российской Федерации, не может быть маркирована знаком соответствия.
Знак соответствия наносится в информационных целях потребителя: применение на этикетке, упаковке, в документации и т. д. такого знака говорит о наличии сертификата или декларации о соответствии, то есть о безопасности продукции.
В случае приостановления действия сертификата или декларации из-за нарушений, связанных с безопасностью продукцией, несоответствий на производстве и т. д. также должно быть прекращено нанесение на товар знака соответствия.

Рисунок 1. Знаки соответствия в Системе ГОСТ Р
Национальной Системой ГОСТ Р определены единые правила применения знаков соответствия, которые прописаны в ГОСТ Р 1.9-2004 «Стандартизация в Российской Федерации. Знак соответствия национальным стандартам Российской Федерации. Изображение. Порядок применения», ГОСТ Р 54009-2010 «Оценка соответствия. Применение знаков, указывающих о соответствии», само изображение знака должно быть выполнено по ГОСТ Р 50460-92 «Знак соответствия при обязательной сертификации. Форма, размеры и технические требования».
Для продукции, подлежащей обязательной сертификации, после получения документа предусмотрено нанесение знака соответствия, где отражена информация об органе по сертификации, выдавшего сертификат, а именно цифровое и буквенное обозначение.
Знак соответствия при декларировании наносится на продукцию без информационного кода органа по сертификации.
Для информирования потребителя после получения добровольного сертификата
, у производителя появляется возможность нанесения знака соответствия с пометкой «добровольная сертификация».

Рисунок 2. Знак обращения на рынке
Ввиду вступления все большего количества российских технических регламентов на различную продукцию, появляется необходимость в разграничении маркировки товаров, которые прошли обязательные процедуры подтверждения безопасности. С этой целью вводится термин «знак обращения на рынке». Его предназначение не отличается от знака соответствия, однако, его используют только в отношении изделий, соответствие которых подтверждено техрегламентом. Знак соответствия по-прежнему наносится на продукцию, которая отвечает требованиям, прописанным в национальных или принятых на территории нашей страны межгосударственных стандартах.
Применение и правила нанесения знака обращения указаны в постановлении № 696 Правительства Российской Федерации от 19 ноября 2003 г. «О знаке обращения на рынке».

Рисунок 3. Единый знак обращения продукции на рынке
Единый знак обращения применяется только в тех случаях, когда выпускаемая продукция подтвердила соблюдение требований безопасности, которые установлены в технических регламентах Таможенного союза. В Решении Комиссии Таможенного союза № 711 от 15 июля 2011 г. «О едином знаке обращения продукции на рынке государств-членов Таможенного союза» установлены правила нанесения, допустимые варианты применения знака соответствия ТР ТС. Изображение единого знака обращения продукции состоит из сочетания трех букв «Е», «А» и «С», то есть «ЕАС», что расшифровывается, как Евразийское соответствие.
Задача 1 Обработка прямых многократных измерений
В результате измерения вала диаметром 56 мм были получены отклонения (по вариантам). Оцените относительную погрешность результата измерений.
Таблица 2
-
n
d, мм


77
56,78087
0,24305
0,05908
78
56,83914
0,30132
0,09080
79
56,25929
-0,27853
0,07758
80
56,2569
-0,28092
0,07891
81
56,67351
0,13569
0,01841
82
56,70712
0,16930
0,02866
83
56,03327
-0,50455
0,25457
84
56,50427
-0,03355
0,00113
85
56,864
0,32618
0,10640
86
56,16592
-0,37190
0,13831
87
56,83168
0,29386
0,08636
621,91597
0,94019
1. Результат каждого измерения записываем в таблицу 2 .
2. Вычислите среднее значение из n измерений
3. Найдите погрешность отдельного измерения
4. Вычислите квадраты погрешностей отдельных измерений
(Δx 1)2, (Δx 2)2, ... , (Δx n)2.
5. Определите среднеквадратичную ошибку среднего арифметического
6. Задаем значение надежности (берем P = 0.95).
7. Задавшись надежностью P = 0.95, по таблице коэффициентов Стьюдента для одиннадцати измерений найдем t = 2.228. Абсолютная ошибка найдется по формуле ∆d=Sr·t
∆d = 0,09245 · 2,228 = 0.20598 мм.
8. Окончательный результат запишем в виде
d = (56,51517 ± 0.20598) мм при Р = 0.95.
9. Оцениваем относительную погрешность результата измерений
Задача 2 Анализ основных норм взаимозаменяемости. Расчет посадок
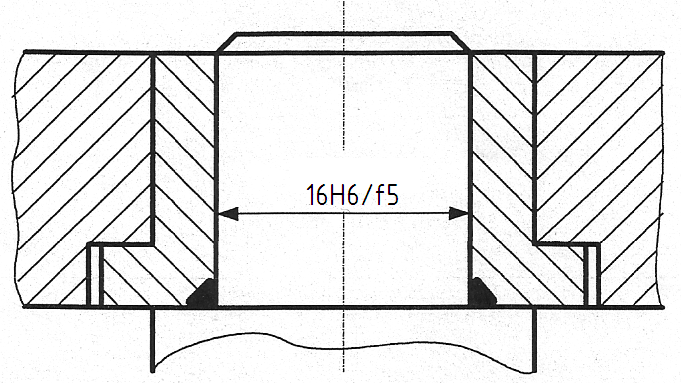
Рисунок 1 – Заданная посадка
Задана посадка с зазором ∅
1. Из условия задачи определяем, что номинальный размер соединения Dn= dn= 16 мм .
2. Определяем допуски размеров отверстия и вала (по табл. ЕСДП Значения допусков)
Для отверстия – 6 квалитет ТD=0,011 мм
Для вала – 5 квалитет Тd=0,008 мм
3. Определяем верхние и нижние отклонения отверстия и вала из условия задачи (по табл. «ЕСДП. Значения основных отклонений валов» и по табл. «ЕСДП. Значения основных отклонений отверстий») выбираем числовые значения основных предельных отклонений отверстия и вала.
Допуск отверстия или вала определяется по формуле:
TD=ES – EI или Td= es - ei
Для отверстия Основное отклонение отверстия – Н; квалитет – 6
EI = 0 ES = EI+ TD= 0+0,011=+0,011 мм;
Для вала: Основное отклонение вала - f; квалитет – 5
es =-0,016; ei = es – Td= (-0,016) - 0,008 = -0,024 мм
Посадка - c зазором (Поле допуска отверстия лежит над полем допуска вала)
Определяем предельные размеры отверстия и вала
Для отверстия:
Dmax= Dn + ES = 16 + (+0,011) = 16,011 мм
Dmin= Dn + EI = 16+ 0 = 16 мм
Для вала:
dmax= dn + es = 16 + (-0.016) = 15,984 мм
dmin= dn + ei = 16 + (-0,024) = 15,976 мм
Выполним проверку допусков отверстия и вала
Допуск отверстия
TD= Dmax – Dmin= 16,011 - 16 = 0,011 мм
Допуск вала
Td= dmax – dmin= 15,984 – 15,976 = 0,008 мм
Определяем наибольший и наименьший зазоры для данного соединения
Smax= ES – ei = +0.011 – (-0.024) = 0.035 мм
Smin= EI – es = 0 – (-0.016) = 0.016 мм
Определяем допуск посадки с зазором данного соединения:
TS = Smax - Smin = 0,035 – 0,016 = 0,019 мм
Выполняем проверку по формуле: Td + TD = TS
0,011+0,008 = 0,019 - расчет выполнен правильно
Строим схему полей допусков
Рисунок 2. Схема полей допусков соединения ∅
Обозначим посадку на чертеже соединения и на чертежах деталей обозначение полей допусков.
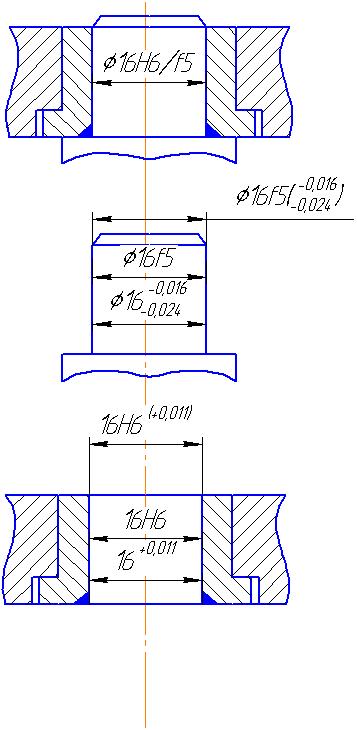
Рисунок 3. Обозначение посадки на чертеже соединения и полей допусков
на чертежах деталей
Список литературы
-
Аристов А.И. Метрология, стандартизация и сертификация: Учебник для студентов учреждений высшего профессионального образования / А.И. Аристов, Л.И. Карпов, В.М. Приходько. - М.: ИЦ Академия, 2017. - 416 c. -
Владыка М.В. Метрология, стандартизация и сертификация: практикум.Учебное пособие для ССУЗов / М.В. Владыка, В.Ф. Тарасова и др. - М.: КноРус, 2018. - 176 c. -
Дудников А.А.. Основы стандартизации, допуски посадки и технические измерения. – М: ВО Агпромиздат», 2003.Кошевая, И.П. Метрология, стандартизация, сертификация: Учебник / И.П. Кошевая, А.А. Канке. - М.: ИД ФОРУМ, НИЦ ИНФРА-М, 2017. - 416 c. -
Мороз В.Г. Метрология, стандартизация и сертификация / В.Г. Мороз, Л.М. Духовный, Г.Н. Туревич. - М.: МГИУ, 2018. - 78 c.