ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 17.03.2024
Просмотров: 72
Скачиваний: 0
ЛАБОРАТОРНА РОБОТА №4
Контроль кутів та конусів
Мета роботи:
Ознайомитись з методами та засобами для вимірювання кутів та конусів.
Оволодіти навиками вимірювання кутів та конусів.
Засоби вимірювання - кутомір з ноніусом типу 2-УН ГОСТ 5378-66, (кутомір Семенова), синусна лінійка, набір плоско-паралельних кінцевих мір довжини, контрольна плита.
Об’єкт вимірювання – деталь з конічною поверхнею.
Методи вимірювання кутів та конусів
Для вимірювання кутів та конусів використовуються наступні методи:
Метод порівняння (відносний метод), який здійснюється за допомогою кутових мір, кутників, шаблонів та конічних калібрів.
Гоніометричний метод, який передбачає використання кутомірів різних конструкцій, оптичних ділильних головок, оптичних квадрантів та ін.
Тригонометричний (посередній) метод вимірювання кутових величин шляхом перерахування результатів лінійних вимірювань, які виконуються за допомогою таких приладів, як синусні лінійки, вимірювальні кульки, ролики, мікроскопи та ін.
ЗАСОБИ ВИМІРЮВАННЯ КУТІВ
Вимірювання кутовими мірами
При вимірюванні кутовими мірами (рис.1) використовується відносний метод, тобто виконується шляхом порівняння кута αд на перевіряємій деталі 1 з кутом α кутової міри 2. Різниця визначається по величині зазору S, який вимірюється набором щупів 3. При цьому відхилення кута визначають із співвідношення
=arctg S/L,
де S- величина зазору, L- довжина дільниці, на якій вимірюють зазор. Дійсне значення кута визначається в залежності від співвідношення кута α кутової міри та відхилення і дорівнює
αд = α - (рис.1,а) або αд = α + (рис.1,б).
а) б)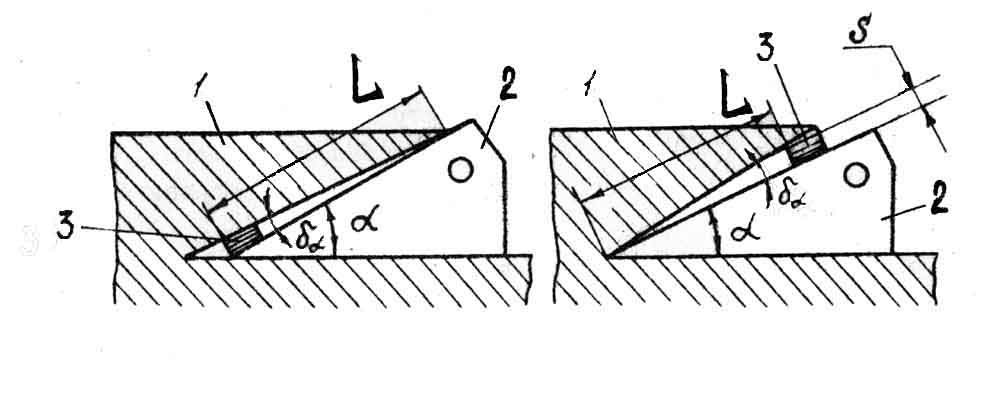
Рис. 1.
На рис.2. зображені схеми контролю кутів за допомогою вимірювальної головки. При вимірюванні по першій схемі (рис. 2,а) спочатку в пристрої між трьома упорами 1 встановлюється кутова міра 2 з номінальним значенням вимірювального кута . При цьому фіксується показання А1 вимірювальної головки 3. Потім на місце кутової міри встановлюється вимірювана деталь 4 і знову знімається показання А2 вимірювальної головки 3. Відхилення кута вимірюваємої деталі від кута міри визначається по формулі:
= arctg (A1-A2)/L,
де L-відстань між верхнім упором та вимірювальною головкою.
а)
б)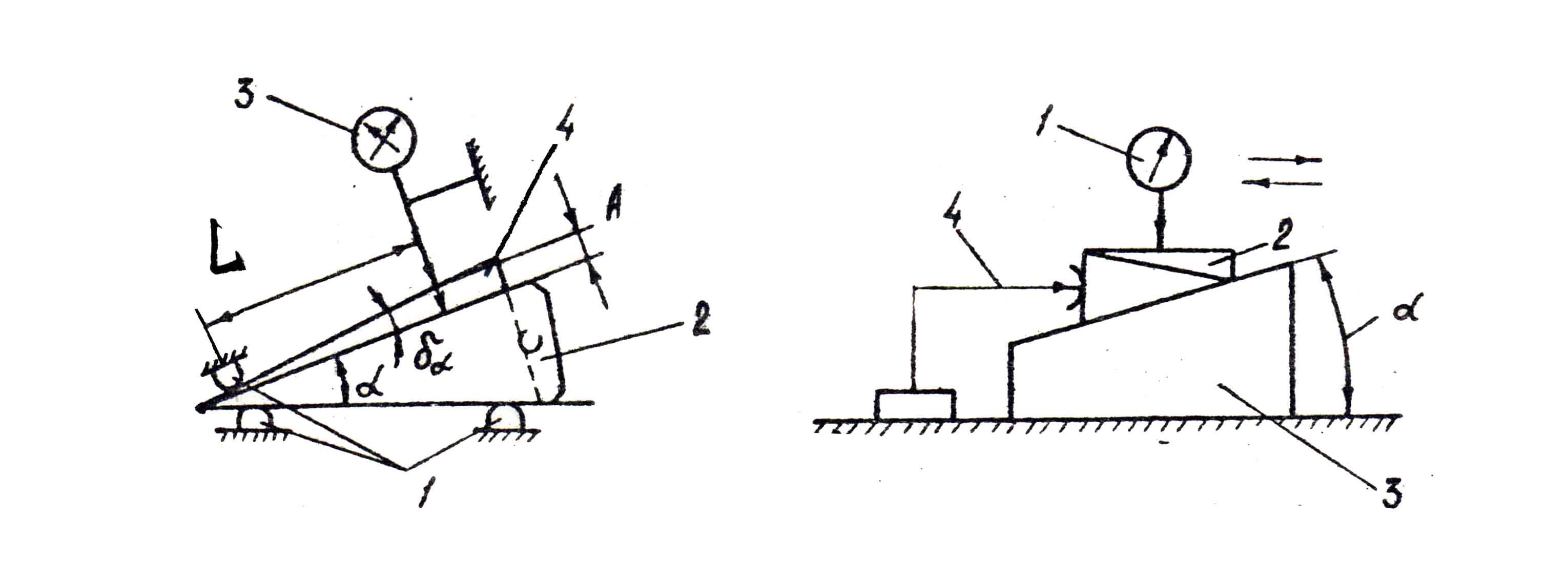
За допомогою вимірювальної головки кути часто вимірюються по схемі, зображеній на рис 2,б. В цьому випадку на вимірювальну поверхню деталі 3 встановлюється блок кутових мір 2, який упирається в упор 4. При цьому домагаються, щоб при переміщенні вздовж поверхні кутової міри головки 1 її показання не змінювались. Вимірювальний кут в цьому разі дорівнює сумарному куту блока кутових мір. При складанні блоків кутових мір необхідно додержуватись тих же правил, що й при складанні блоків кінцевих мір довжини.
Кутомірні прилади
Кутомірні прилади призначені для прямих вимірювань кутів. Широке розповсюдження отримали кутоміри з ноніусом та оптичний кутомір.
О
Рис.3.
.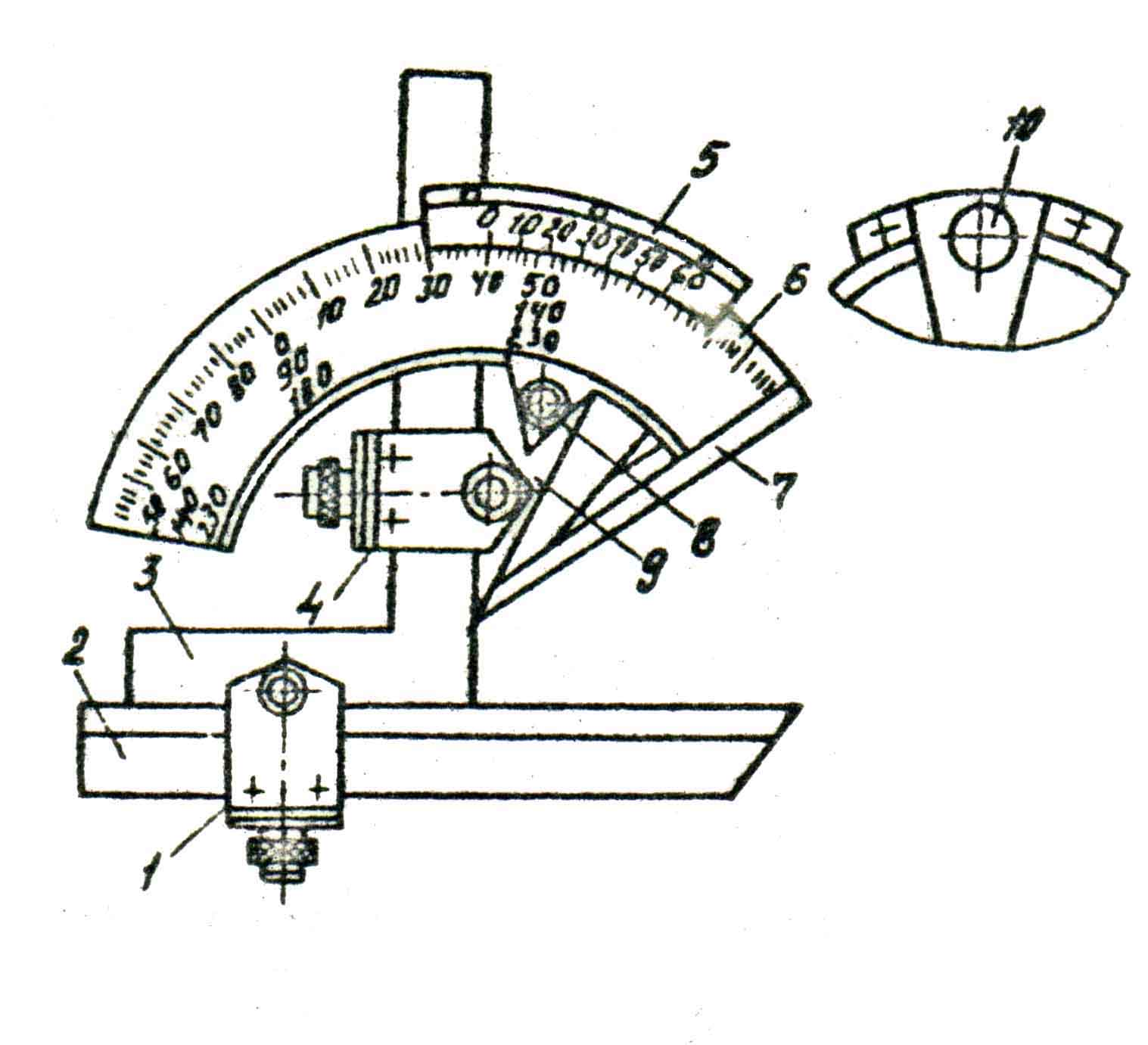
корпусної деталі 9 у вигляді сектора, до якого прикріплена ноніусна шкала 5. З основним сектором жорстко з'єднана лінійка 7. Основний сектор легко переміщується вздовж ноніусної шкали і стопориться затискачем 8. До пластини ноніусного сектора 9 хомутиком 4 приєднується кутник 3. В свою чергу, до кутника 3 хомутиком 1 приєднується лінійка 2. Мікрометричний гвинт 10, розташований на зворотній стороні ноніусного сектора 9, дозволяє виконувати точну установку робочої грані сектора відносно робочої грані лінійки.
Порядок підготовки кутоміра для вимірювання зовнішніх кутів.
При вимірюванні кутів від 0 до 50º використовують повністю укомплектований кутомір (рис 3). В такій комплектації одна грань кута – лінійка 7, а інша грань лінійки 2. Відлік ведуть по правій шкалі.
При вимірюванні зовнішніх кутів від 50º до 140º спочатку вилучають кутник 3 і на його місце прикріплюється лінійка 2. Відстань між вимірювальними гранями збільшується на 90º і тому лінійка 2 переходить в вертикальне положення. При вимірюванні кутів від 50º до 90º використовують ліву шкалу, а при вимірюванні кутів від 90º до 140º - праву шкалу.
При вимірюванні зовнішніх кутів від 140º до 180º від’єднують від кутника 3 лінійку 2 разом з хомутиком 1. Відстань між вимірювальними гранями збільшується ще на 90º. Відлік ведуть по правій шкалі.
Порядок підготовки кутоміра для вимірювання внутрішніх кутів.
1. При вимірюванні внутрішніх кутів від 180º до 130º використовують таке ж з’єднання деталей кутоміра, що і при вимірюванні зовнішніх кутів від 140º до 180º, але в цьому разі відлік ведуть по правій шкалі.
2. При вимірюванні внутрішніх кутів від 130º до 40º з кутоміра знімають кутник 3, лінійку 2 та з'єднуючи їх хомутики 4 та 2. В цьому разі вимірювальними гранями є грані лінійки 7 і пластинки ноніусного сетрору 9. Зовнішній кут, замкнутий між ними, збільшується на 90º і буде вимірюватись від 230º до 320º, що відповідає вимірюванням внутрішніх кутів в діапазоні 130º…40º.
Приклади використання кутоміра для вимірювання кутів на деталях різної форми наведені на рис.4.
а)
б)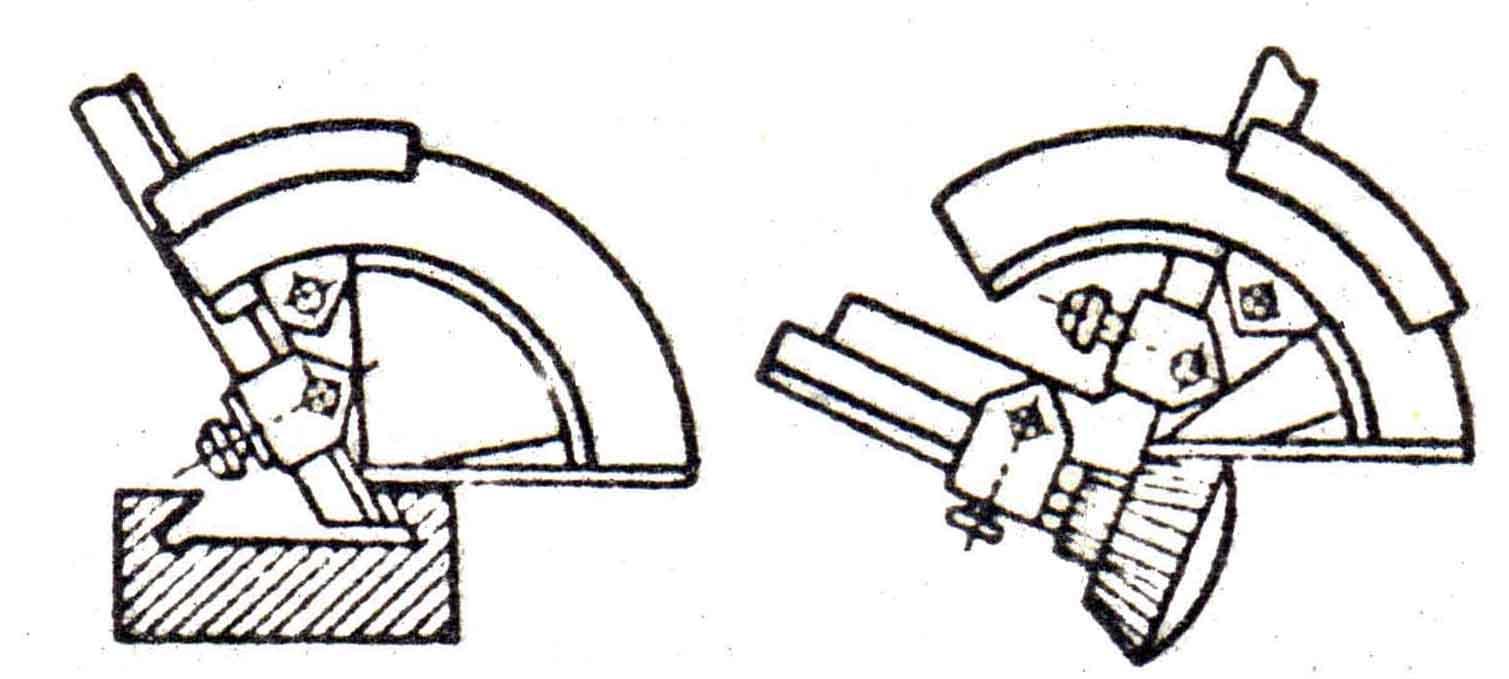
Рис.4.
Настройку кутоміра на вимірювання виконують таким чином.
Укомплектовують кутомір згідно з типом і значенням кута, що вимірюється.
Перевіряють збіг нульових штрихів основної та ноніусної шкал:
а) для випадку, як наведено на рис.3, перевірку ведуть шляхом зближення граней лінійок 2 і 7. В цьому разі між лінійками слід усунути просвіт, і при цьому нульові поділки основної та ноніусної шкал повинні співпадати;
б) у випадку відсутності кутника 3 перевірку виконують введенням між гранями лінійок 2 і 7 кутової міри 90º. При суміщенні нульових ліній між гранями лінійок та кутової міри не повинно бути просвіту;
в) у випадку відсутності лінійки 2 (її знято) перевірку ведуть шляхом прикладання гострої грані лінійки 2 до граней кутника 3 і лінійки 7. Відсутність просвіту між лінійками при суміщенні нульових штрихів свідчить про правильну настройку кутоміра.
Вимірюють кут, для чого поєднують вимірювальні поверхні кутоміра з сторонами вимірюваного кута. Точність збігу вимірюваних поверхонь кутоміра і сторін кута визначають по відсутності просвіту. В цьому положенні сектор 6 стопорять гвинтом 8 і виконують відлік дійсного значення кута по шкалі кутоміра.
Результати вимірювань заносять в протокол, форма якого наведена нижче.
Синусна лінійка
При вимірюванні кутів за допомогою синусної лінійки використовується посередній метод, тобто величина кута визначається розрахунком по результатах вимірювання лінійних величин. Схема вимірювання кута на деталі типа конуса за допомогою синусної лінійки показана на рис 6.
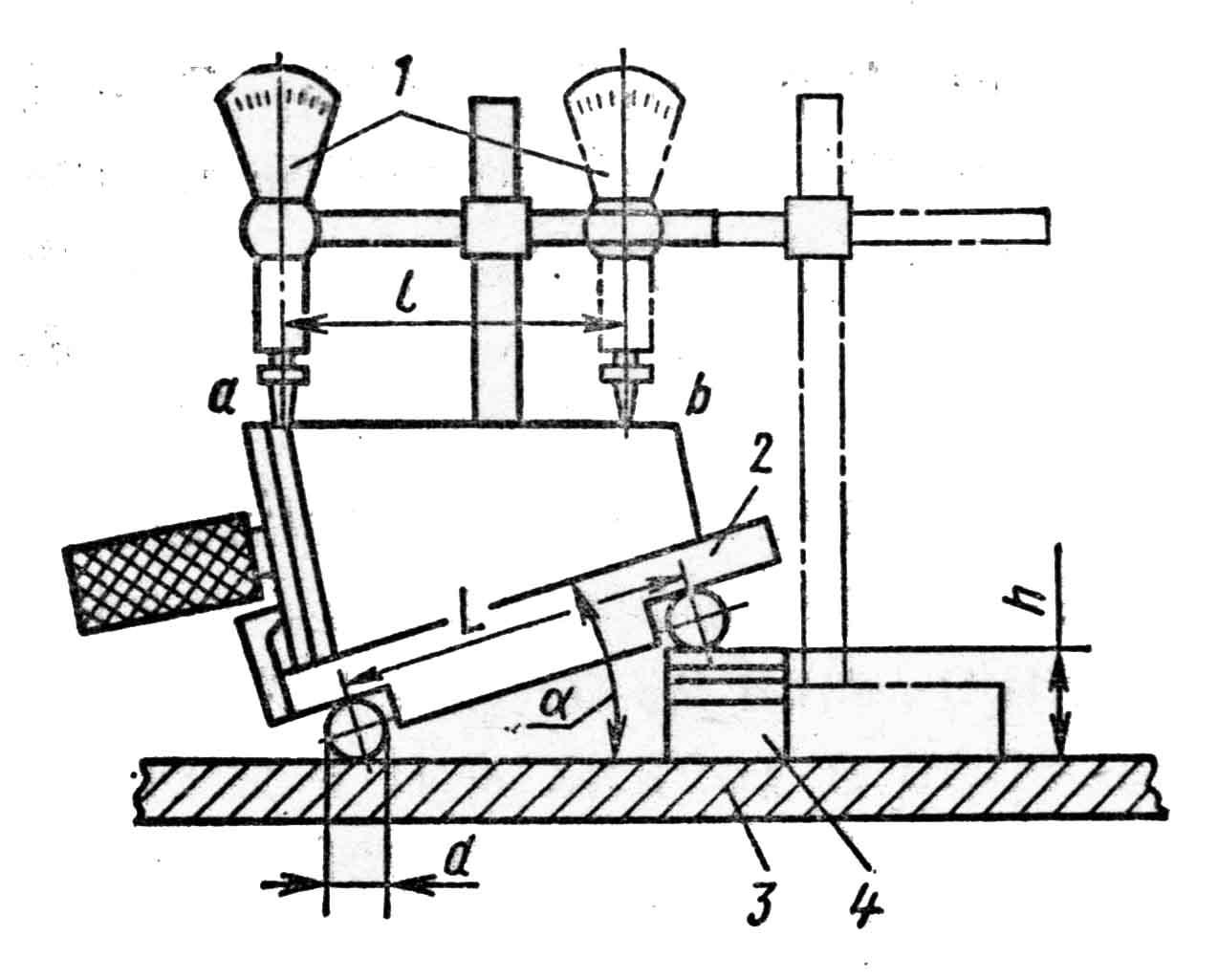


Рис.6.
Синусна лінійка складається з плити 2, на верхній частині якої виконана платформа для встановлення і закріплення контролюємої деталі. На нижній частині плити жорстко закріплено два ролика, відстань L між осями яких називається базою синусної лінійки і є її основним параметром. Значення бази гравірується на плиті синусної лінійки.
Кут конуса вимірюється наступним чином. Деталь за допомогою прихвату закріплюють на робочій платформі синусної лінійки. Потім синусну лінійку встановлюють на повірочну плиту 3. При цьому під один з роликів синусної лінійки підставляють блок кінцевих мір 4, який дозволяє нахилити платформу синусної лінійки на кут , який дорівнює номінальному значенню вимірюваємого кута. З цієї умови необхідна висота блока кінцевих мір дорівнює:
h = L·sin, (1)
де L - відстань між осями роликів .
В цьому випадку верхня твірна конуса перевіряємої деталі займає положення, близьке до паралельного опорній поверхні повірочної плити. Подальше вимірювання полягає в визначенні відхилення дійсного значення кута від його номінального значення. Таке вимірювання полягає в визначенні відхилення від паралельності твірної конуса до поверхні повірочної плити, яке виконується за допомогою вимірювальної головки 1. Для цього головка, яка закріплена в стойці 7, переміщується вздовж деталі і покази по її шкалі А1 та А2 знімаються поблизу границь конуса на відстані L1 По цим вимірам визначається відхилення кута від його номінального значення по рівнянню:
= arctg (A1-A2)/L1, (2)
де А1 та А2-показання вимірювальної головки при її переміщенні на величину L1.
Дійсне значення кута конуса Д знаходять як алгебгаічну суму номінального значення кута та відхилення від нього , тобто:
Д = , (3)
при цьому знак в цій формулі визначається співвідношенням Д та , яке треба визначити по розташуванню верхньої твірної відносно нижньої під час вимірювання . Результати обчислень наводять в звіті по лабораторній роботі та разом з результатами вимірювань заносять в протокол, форма якого наведена нижче.
Приклад використання синусної лінійки для вимірювання внутрішніх кутів наведено на рис.7.
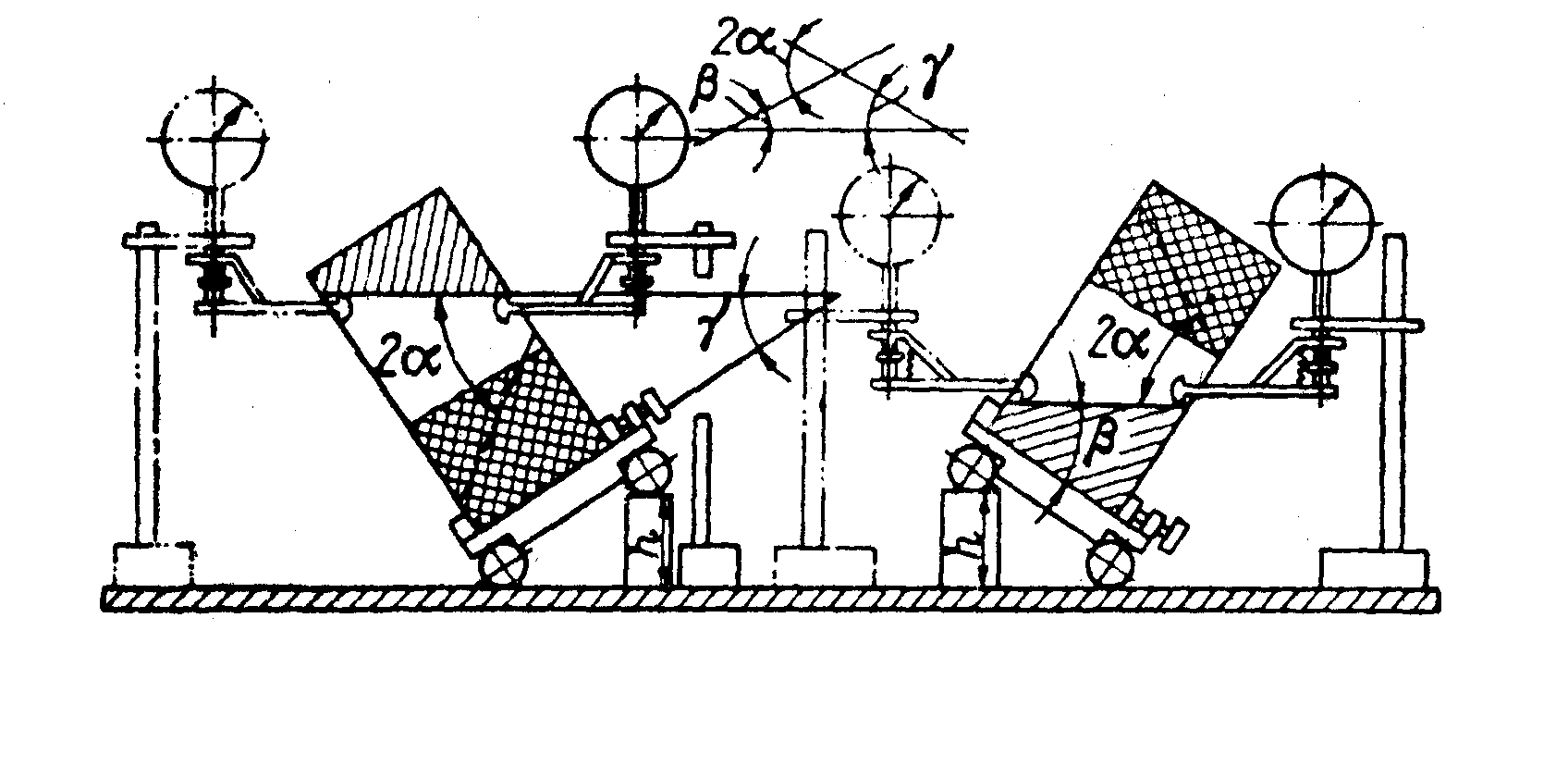
Рис.7.
Запитання для самоконтролю
Які методи використовуються при вимірюванні кутів та конусів?
Якими величинами задається допуск на кут конусності?
Чому дорівнює ціна поділки шкали ноніуса кутоміра 2-УН?
Що називається базою синусної лінійки?
Чим відрізняється метод порівняння від тригонометричного методу?
Який метод вимірювання використовується при контролі кутів і конусів за допомогою синусної лінійки?
Скільки ступенів точності передбачено для оцінки кутів та конусів?
В яких випадках для позначення конусності використовується величини АТD або АТh?
Чим відрізняються величини допусків кутів АТα та АТα΄?
Протокол виконання лабораторної роботи