ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 28.07.2024
Просмотров: 331
Скачиваний: 0
СОДЕРЖАНИЕ
Лабораторная работа №1 Абсолютные измерения. Измерение линейных и угловых размеров
3.2. Обработка данных измерений
Определение точности измерения детали
Лабораторная работа № 4 Нормирование и измерение шероховатости поверхностей деталей машин
Нормирование параметра шероховатости Ra
Нормирование отклонений формы и расположения
Нормирование из худших условий сборки
Схемы измерений отклонений формы
Лабораторная работа № 8 Измерение точности зубчатого колеса
Средства для измерения зубчатых колёс
![]() ,
,
где n – число шагов в пределах базовой длины; Smi – шаг неровностей, равный длине отрезка средней линии, пересекающий профиль в трех соседних точках и ограниченный двумя крайними точками.
Средний шаг местных выступов профиля S:
![]() ,
,
где Si – шаг неровностей профиля по вершинам.
Относительная опорная длина профиля tp:
![]() ,
,
где р – опорная длина профиля, т.е. сумма отрезков, отсекаемых на заданном уровне P линией эквидистантной средней линии в пределах базовой длины l:
![]()
Значение P выбирают из ряда 5, 10, 20, 25, 30, 40, 50, 60, 70, 80, 90% от Rmax и откладывают от линии выступов профиля в материал детали.
Параметр Ra является предпочтительным.
При определении параметров Ra, Rz, Rmax, Sт, Si по профилограмме следует учитывать ВУ – вертикальное увеличение и ГУ – горизонтальное увеличение.
Структура обозначения шероховатости приведена на рис. 2.
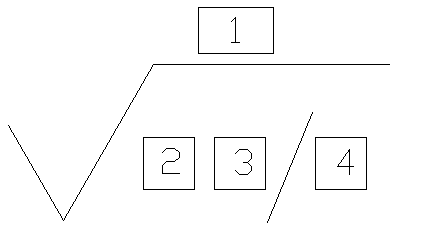
Рис. 2. Структура обозначения шероховатости: 1 – способ обработки
поверхности; 2 – направление неровностей; 3 – базовая длина;
4 – параметр шероховатости
![]() –среднее арифметическое
отклонение профиля не более 1,25 мкм;
–среднее арифметическое
отклонение профиля не более 1,25 мкм;
![]() –поверхность
получается съемом материала (
–поверхность
получается съемом материала (![]() );
высота неровностей по 10 точкам не более
20 мкм;
);
высота неровностей по 10 точкам не более
20 мкм;
![]() – поверхность
получается без съема материала (
– поверхность
получается без съема материала (![]() );
среднее арифметическое отклонение
профиля, не указанное на чертеже
[остальное (
);
среднее арифметическое отклонение
профиля, не указанное на чертеже
[остальное (![]() )]
не более 20 мкм;
)]
не более 20 мкм;
![]()
![]()
– поверхность получается полированием, Ra ≤ 0,2 мкм;
– относительная опорная длина профиля на уровне сечения 40% не менее 50% на базовой длине 0,8; на направление неровностей произвольное (М);
![]() –шероховатость
по контуру детали.
–шероховатость
по контуру детали.
Обозначение
направления неровностей: = параллельное,
![]() перпендикулярное,X
– перекрещивающееся, M
– произвольное, C
– кругообразное,
R
– радиальное.
перпендикулярное,X
– перекрещивающееся, M
– произвольное, C
– кругообразное,
R
– радиальное.
Нормирование параметра шероховатости Ra
В зависимости от условий эксплуатации Ra может определяться по трем уровням относительной геометрической точности:
A (нормальная точность) Ra = 0,05 T (5% от допуска T);
B (повышенная точность) Ra = 0,025 T (2,5% от допуска T);
C (высокая точность) Ra = 0,01 T (1% от допуска T).
Уровень точности B рекомендуется использовать для изделий приборостроения; C – для деталей гидравлики, пневматики, контактирующих с рабочим жидкостями и уплотнениями; при изготовлении калибров, шаблонов, мер.
Пример: определить параметр шероховатости Ra для детали «вал» (рис. 3) по нормальному уровню точности А
![]() мкм.
мкм.
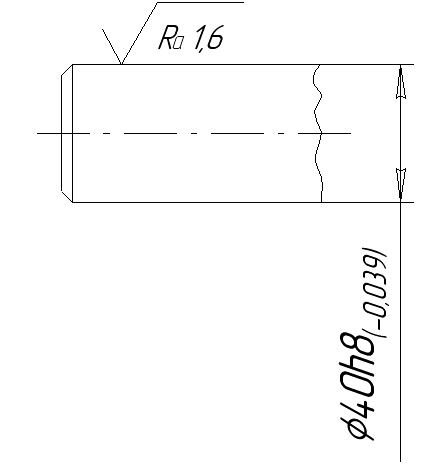
Рис. 3
После расчета выбирается ближайшее стандартное значение, соответствующее, или начальному значению Ra для класса шероховатости, или дополнительно рекомендуемому значению (табл. 1.) Для данного примера Ra = 2,5 мкм (начальное значение 6 класса Ra = 2,5….1,25) или Ra = 1,6 мкм (дополнительное рекомендуемое значение).
Оборудование и приборы.
Образцы шероховатости, профилометр 253, профилограф, детали машин.
Таблица 1
Классы шероховатости поверхности
|
Класс |
Ra, мкм |
Доп. рек Ra, мкм |
Rz, мкм |
Виды обработки |
|
1 |
80-40 |
50(63) |
320-160 |
Литые заготовки |
|
2 |
40-20 |
25 |
160-80 |
Обдирка |
|
3 |
20-10 |
12,5 |
80-40 |
Черновое точение, фрезерование, сверление, строгание |
|
4 |
10-5 |
6,3 |
40-20 |
Нормальное точение, растачивание, фрезерование, сверление, зенкерование |
Окончание табл. 1
|
Класс |
Ra, мкм |
Доп. рек Ra, мкм |
Rz, мкм |
Виды обработки |
|
5 |
5-2,5 |
3,2 |
20-10 |
Чистовые виды обработки: точение, растачивание, зенкерование, сверление, строгание, фрезерование |
|
6 |
2,5-1,25 |
1,6 |
10-5 |
Грубое шлифование, чистовое: точение, растачивание, зенкерование, сверление, строгание, фрезерование, черновое развертывание |
|
7 |
1,25-0,63 |
0,8 |
6,3-3,2 |
Чистовое шлифование, точение, растачивание, зенкерование, фрезерование, протягивание, развертывание |
|
8 |
0,63-0,32 |
0,4 |
3,2-1,6 |
Доводка, полировка, чистовое: протягивание, развертывание, тонкое точение, растачивание, шлифование |
|
9 |
0,32-0,16 |
0,2 |
1,6-0,8 |
Доводка, полировка, тонкое точение, растачивание, раскатка роликами |
|
10 |
0,16-008 |
0,1 |
0,8-0,4 |
Суперфиниширование, доводка, полировка, раскатка роликами |
|
11 |
0,08-0,04 |
0,05 |
0,4-0,2 |
Полировка, доводка |
|
12 |
0,04-0,02 |
0,025 |
0,2-0,1 |
|
|
13 |
Не нормируется |
0,1-0,05 |
Зеркальные поверхности, полировка |
|
|
14 |
0,05-0,025 |
|||
Количественный контроль параметров шероховатости осуществляют бесконтактными методами (с помощью приборов светового сечения типа МИС-11 и ПСС-2, микроинтерферометров, имерсионно-репликовых микроинтерферометров МИИ-10, типа МИИ-4, МИИ-9, МИИ-11, МИИ-12, растровых измерительных микроскопов типа ОРИМ-1 и др.) и контактными методами с помощью щуповых приборов (профилометров и профилографов).
Для контроля деталей из мягких материалов применяют бесконтактные приборы.
В бесконтактных приборах (типа ПСС-2 и МИС-11) принцип действия основан на измерении параметров проекции светового сечения исследуемой поверхности с помощью наклонно направленного к ней светового пучка.
Принцип действия интерферометров основан на использовании явления интерференции света, отраженного от образцовой и исследуемой поверхностей. Форма образующихся интерференционных полос зависит от вида и высоты (до 1 мкм) неровностей контролируемой поверхности. Принцип действия растровых микроскопов основан на явлении образования муаровых полос при наложении изображений элементов двух периодических структур (направленных следов обработки и дифракционной решетки). При наличии неровностей муаровые полосы искривляются. Высоту микронеровностей определяют по степени искривления муаровых полос.
В щуповых приборах контактного действия для измерения высоты неровностей используют вертикальные колебания иглы, перемещаемой по контролируемой поверхности. Принцип действия профилометра 253 основан на преобразовании колебаний иглы с помощью мехатронного преобразователя.
Профилометр «Абрис-ПМ7» (рис. 4):
(измерительная техника универсального применения)

Рис. 4
Предназначен для измерения шероховатости поверхностей деталей машин и приборов в заводских и полевых условиях, что особенно ценно при выполнении ремонта.
Профилограф-профилометр «Абрис-ПМ7» и «Абрис-ПМ7.4» (рис. 5)
(измерительная техника универсального применения)

Рис. 5
Предназначен для измерения шероховатости поверхности деталей машин и приборов в лабораторных условиях промышленных предприятий.