ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 10.07.2019
Просмотров: 707
Скачиваний: 9
СОДЕРЖАНИЕ
2. Проектирование гладких калибров
3 Расчет и выбор посадок подшипников качения
4. Расчет допусков и размеров в входящих в размерные цепи
5. Взаимозаменяемость и контроль резьбовых соединений.
6. Взаимодействие и контроль шпоночного соединения
7. Взаимодействие и контроль шлицевого соединения
Комплексный контроль стандартизованных шпоночных пазов осуществляют калибрами (рис. 5). Ширину пазов вала и втулки проверяют пластинами, имеющими проходную и непроходную стороны (5, а).

7. Взаимодействие и контроль шлицевого соединения
|
№ позиции |
Расчетные диаметр d, мм |
Термообработка |
|
4-5 |
46 |
t |
Соединение не подвижное. Выбираем шлицы с прямобочным профилем. Размеры прямобочного шлицевого соединения легкой серии. (табл. 4.71 стр. 251 [2]):

По рекомендациям на (стр.251 [2]) выбираем центрирование по d. Назначаем посадки по всем элементам соединения, соблюдая принцип предпочтительности:




Условное
обозначение шлицевого соединения:

Шероховатость поверхности шлицов (табл.2.68 стр.523 [1]):
Для впадины отверстия: 0,8-1,6
Для впадины вала: 0,4-0,8
Нецентрирующая поверхность отверстия: 3,2
Нецентрирующая поверхность вала: 1,6-3,2
Допускаемая погрешность:
 мкм
мкм
Для
контроля шлицевых соединений применяются
калибры пробка и кольца, а так же
поэлементно путем использования
непроходных калибров или универсальных
приборов измерения с

При использовании комплексных калибров отверстие считается годным с если комплексный калибр-пробка проходит, а диаметры и ширина паза не выходят за установленный верхний предел; вал считается годным, если комплексный калибр-кольцо проходит, а диаметры и толщина зуба не выходят за установленной нижний предел. При длине шлицевого вала или втулки, превышающей длину комплексного калибра, предельные отклонения от параллельности сторон зубьев вала и пазов втулки относительно оси центрирующей поверхности не должны превышать на длине 100 мм: 0,03 мм в соединениях повышенной точности, определяемой допуском на размер b в пределах от IT6 до IT8; 0,05 мм в соединениях нормальной точности при допусках на размер b от IT9 до IТ10. ГОСТ 1139—80 не регламентирует суммарные отклонения. Проектирование комплексных калибров для контроля прямобочных шлицевых соединений осуществляют с учетом предельных размеров сопряженных деталей. Предельные отклонения при отсутствии соответствующих стандартно-нормативных материалов для поэлементного контроля в условиях серийного преимущества устанавливаются предприятием как доля от общего поля допуска.
8. Взаимодействие и контроль зубчатых колес и передач
|
№ позиции |
Модуль m |
Число зубьев |
Материал |
Окружная скорость |
Температура корпуса °C |
|||
|
шестерни Zш |
колеса Zк |
корпуса |
колеса |
|
|
|||
|
6 |
8,0 |
15 |
45 |
АЛ 28 |
12 ХН2 |
10 |
-35 |
+60 |
Требование к передаче: передача момента с наиболее большим КПД, долговечность, удобность сборки.
Определяем основные параметры передачи:
1) Диметр делительных окружностей колёс (средние делительные диаметры):


-
Внешнее конусное расстояние:

3) Ширина зубчатого венца:


5) Коэффициент смещения колёс
x1=x2=0
6) Выбор степени точности, используя рекомендации (ГОСТ 1643-81) ориентируясь на заданную окружную скорость: 7.
7) По ГОСТ 1758-81 для конической передачи определяем контрольные показатели для всех точностей:
Нормы кинетической точности.
-
Допуск биения зубчатого венца: шестерни
 ;
колеса
;
колеса

-
Норма кинетической точности:
-
Накопленная погрешность: шестерни
 колеса
колеса

-
Погрешность обката зубцовой частоты: шестерни
 ,
колеса
,
колеса
-
Допуск кинематической погрешности
 :
: -
шестерни
 колеса
колеса

Нормы плавности работы.
-
Предельное отклонение шага: шестерни
 колеса
колеса

-
Предельные осевые смешения зубчатого венца: шестерни
 колеса
колеса

Нормы контакта зубьев в передаче
Предельные
отклонения межосевого расстояния:

Суммарное
пятно контакта межосевого расстояния:
по длине зуба:
 по высоте зуба:
по высоте зуба:

Расчет минимального бокового зазора по условию:

 -
часть бокового зазора необходимая для
температурной компенсации
-
часть бокового зазора необходимая для
температурной компенсации
 -
часть бокового зазора, необходимая для
размещения слоя смазки.
-
часть бокового зазора, необходимая для
размещения слоя смазки.

 – коэффициенты
линейного расширения материалов зубчатых
колес и корпуса
– коэффициенты
линейного расширения материалов зубчатых
колес и корпуса
 (табл. 1.62 стр. 188 [1])
(табл. 1.62 стр. 188 [1])

 -
предельные температуры, для которых
рассчитывается зазор соответственно
зубчатых колёс и корпуса.
-
предельные температуры, для которых
рассчитывается зазор соответственно
зубчатых колёс и корпуса.
 =
1*10-6
т.к. 12
ХН2
=
1*10-6
т.к. 12
ХН2
 =
22,8*10-6
т.к. АЛ
28
=
22,8*10-6
т.к. АЛ
28


За
искомое
 -выбираем
большую величину
-выбираем
большую величину


Vk- скорость качения в контакте
R – приведенный радиус кривизны в контакте

 угол
зацепления
угол
зацепления
Минимальный боковой зазор:

8)Контроль погрешности и средства измерения.
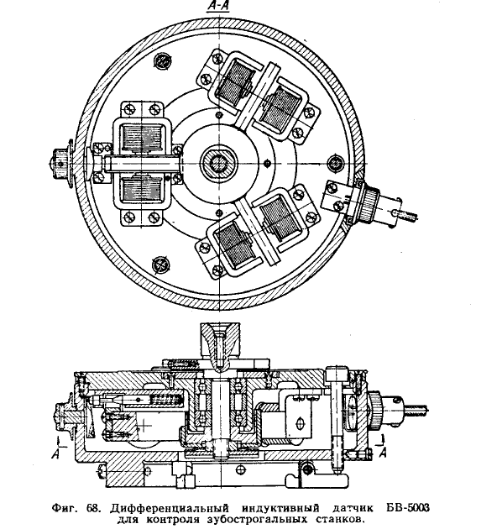
Кинематическая погрешность зубчатого колеса контролируется с помощью БВ-5003. Магнитоэлектрический кипематомер для контроля кинематической погрешности зубофрезерных станков и механизмов с зубчатыми передачами БВ-5003М Цена деления (в 1 мм записи) 1; 2; 4; 8" Погрешность прибора 0,5—20"
Радиальное биение зубчатого венца выявляют на биенеметрах. ПБ-250, ПБ-500, ПБ-1600. Приборы предназначены для проверки биения цилиндрических деталей (валов, шкивов, шестерен), установленных в центрах. Контроль может производиться как по цилиндрическим, так и по торцовым поверхностям. Приборы состоят из станины, правой и левой бабок, узла каретки со стойкой индикатора, оснащенной микроподачей, индикатора часового типа ИЧ-10. Правая бабка имеет подвижную пиноль с центром. Для закрепления пиноли бабка имеет стопорное устройство. Центр левой бабки перемещается только вместе с последней. По особому заказу оба центра оснащаются твердым сплавом. Обе бабки могут перемещаться по направляющим станины и закрепляются на ней зажимами в любом месте в зависимости от длины проверяемой детали. Каретка со стойкой индикатора устанавливается напротив проверяемого участка и крепится на станине аналогично бабкам. Индикатор закрепляется в державке зажимами. Грубая установка производится путем перемещения узла микроподачи по колонке, точная настройка - с помощью микроподачи.

Погрешность отката выявляют на кинематометрах. В стандартном исполнении (при оснащении прибора фотоэлектрическими инкрементными датчиками) кинематомер «Диакин-3» обеспечивает возможность контроля кинематической точности при угловых измерениях с погрешностью, не превышающей ± 1.5 угловых секунды и разрешающей способностью (дискретностью) до 0.3 угловых секунд. В случае линейных измерений погрешность прибора может составлять 3-4 мкм на 1 метре перемещения рабочего органа, при дискретности измерения 0.1 мкм. При необходимости возможно оснащение прибора лазерными или голографическими датчиками, с помощью которых точность и дискретность измерения кинематической погрешности может быть повышена примерно в 5 раз.
Плавность работы можно выявить при контроле местной и кинематической погрешности, циклической погрешности колеса и передачи и зубцовой частоты передачи на приборах для измерения кинематической точности, в частности путем определения ее гармонической составляющей на автоматических анализаторах.
Размер приработки контакта по сладам приработки, при нанесении краски на колесе.
9)Геометрические расчёты
-
Ширина зубчатого венца:
 -
коэффициент ширины колеса
-
коэффициент ширины колеса

-
Передаточное число
u=3
-
Диаметр впадин:
 8*(15-2*1-2*0,25)=100
мм
8*(15-2*1-2*0,25)=100
мм
 мм
мм
 -
коэффициент высоты головки зуба
-
коэффициент высоты головки зуба

 -коэффициент
радиального зазора паре исходных
контуров
-коэффициент
радиального зазора паре исходных
контуров

-
Внешний диаметр вершин зуба
 240-340-2*0,25*8=136
мм
240-340-2*0,25*8=136
мм
 376
мм
376
мм
Список используемой литературы:
-
Допуски и посадки. Справочник в 2-х ч./В.Д. Мягков, Д68 М.А. Палей, А.Б. Романов, В.А. Брагинский. – 6-е изд. перераб. и доп. – Л.:Машиностроение. Ленинград. отд-ние,1982. Ч.1.-576 с., Ч.1.-543 с., ил
-
Допуски и посадки. Справочник в 2-х ч./В.Д. Мягков, Д68 М.А. Палей, А.Б. Романов, В.А. Брагинский. – 6-е изд. перераб. и доп. – Л.:Машиностроение. Ленинград. отд-ние,1982. Ч.1.-576 с., Ч.2.-543 с., ил
-
Конструирование узлов и деталей машин: Учеб. пособие для студ. высш. учеб. заведений /Дунаев П.Ф., Леликов О.П. -12-е изд., стер. – Издательский центр «Академия» 2009.- 496с.
-
ГОСТ 2015-84 (СТ СЭВ 4135-83). Калибры гладкие нерегулируемые. Технические требования.
-
ГОСТ 18355-73 – ГОСТ 18369-73. Калибры-скобы гладкие для диаметров от 1 до 360 мм. Конструкция и размеры.
-
ГОСТ 14807-69 – ГОСТ 14827-69. Калибры-пробки гладкие диаметром от 1
до 360 мм. Конструкция и размеры.