Добавлен: 15.11.2018
Просмотров: 10127
Скачиваний: 70
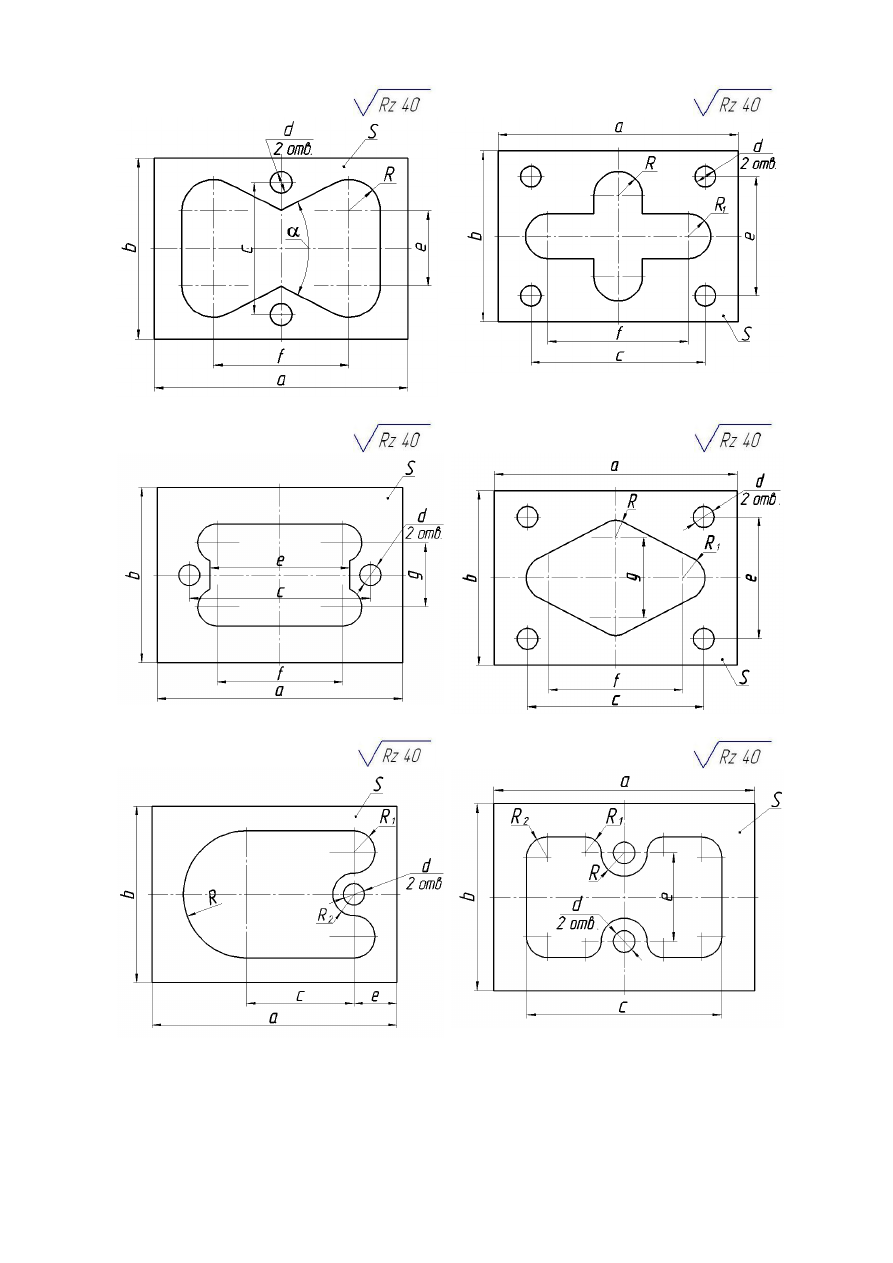
116
а
б
в
г
д
е
Рис. 8.7
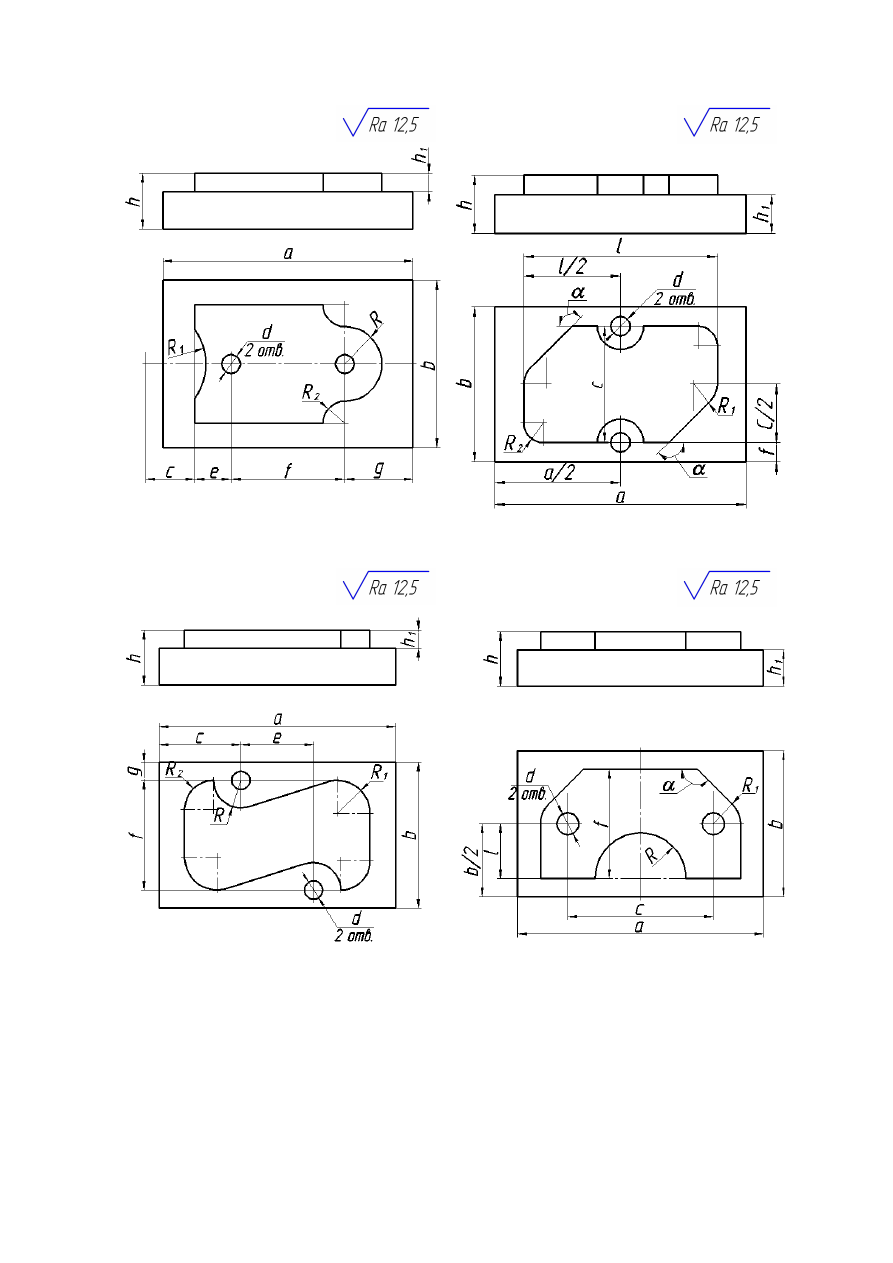
117
а
б
в
г
Рис. 8.8

118
ГЛАВА IX
АВТОМАТИЗАЦИЯ ПРОГРАММИРОВАНИЯ ОБРАБОТКИ
ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ
Сложность и многообразие задач, решаемых при разработке
управляющих
программ,
привела
к
необходимости
создания
автоматизированных
методов
проектирования,
основанных
на
использовании ЭВМ. Система автоматизированного программирования
(САП)
—
это
комплекс
технических,
программных,
языковых
информационных средств, осуществляющих преобразование данных
чертежа детали и технологического процесса ее обработки в коды
управления оборудования с ЧПУ.
В настоящее время существует большое количество САП,
различающихся по степени автоматизации решения всего комплекса
рассматриваемых задач, по области их применения и назначению, по
способу задания входной информации и другим критериям.
Широко
используемая
в
промышленности
САП
Техтран
предназначена для подготовки УП 2,5 — координатной контурной
обработки, а также токарной обработки. В системе можно описывать
любые плоские контуры, состоящие из отрезков прямых, дуг окружностей
и таблично-заданных кривых. Третья координата используется только для
управления глубиной обработки и в командах движения точка-точка.
Исходные данные вводятся в языковой форме. Для написания слов
используются заглавные буквы русского и латинского алфавитов, цифры,
специальные символы.
Система Техтран обеспечивает: расчет координат опорных точек
траектории инструмента; использование аппарата макроопределений;
построение траекторий фрез типа "строка" или "спираль" при обработке
типовых элементов деталей (плоскостей, уступов, колодцев и т. д.); расчет
режимов резания по участкам траектории; смену инструмента, назначение
коррекции; формирование подготовительных и вспомогательных функций;
формирование и вывод на внешние носители УП.
При выполнении задания вычерчивают эскиз обрабатываемой
детали с указанием необходимых размеров; намечают последовательность
обработки,
назначают
базы
и
схему
крепления;
изображают
инструментальную наладку, определяют режимы резания; выбирают
начало координат и наносят оси координат; присваивают порядковые
имена
геометрическим
элементам,
определяющим
траекторию
перемещения режущего инструмента.
Программа составляется в следующей последовательности [24, 3, 5]:

119
- начало программы;
- модель станка;
- описание геометрических элементов, необходимых для задания
траектории режущих инструментов;
- описание применяемого инструмента;
- номер устанавливаемого инструмента, коррекция размеров
инструментов;
- режимы обработки;
- метод интерполяции и режим аппроксимации; начальное
положение инструмента;
- траектория перемещения режущего инструмента и необходимые
технологические команды; конец программы.
После ввода программы и расчета на ЭВМ выдается текст УП в
коде ИСО-7бит и перфолента для станка с ЧПУ.
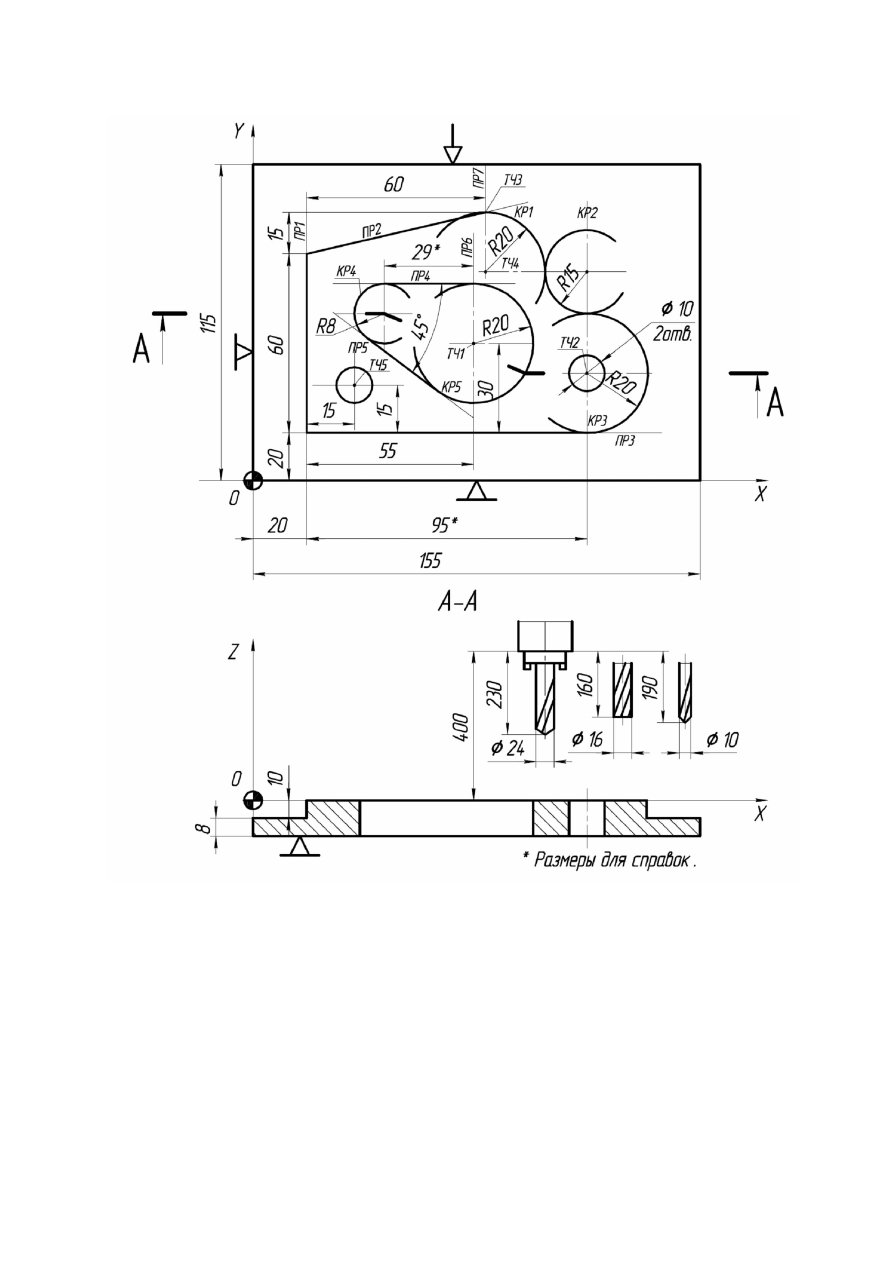
Задача 9.1
Составить на языке САП Техтран программу обработки контура и
отверстий в заготовке из стали 30 (рис. 9.1).
Решение
Для
обработки
заготовки
выбираем
станок
ЛФ260МФЗ,
оснащенный УЧПУ 2С85-63.
Последовательность обработки заготовки:
1. Сверление отверстий 24 мм для входа концевой фрезы при
обработке окна. Инструмент – сверло Ø24 мм (ГОСТ 10903–77). Подача
S = 0,2 мм/об, скорость резания V = 18,9 м/мин, число оборотов шпинделя
n = 250 мин
-1
.
2. Фрезерование наружного контура и окна. Инструмент – фреза
концевая Ø16 мм (ГОСТ 17026–71). Подача при фрезеровании наружного
контура S
м
= 50 мм/мин, при фрезеровании окна – S
м
= 40 мм/мин, скорость
резания v = 25,1 м/мин, число оборотов шпинделя n = 500 мин
-1
.
3. Сверление двух отверстий 10 мм. Инструмент – сверло 10 мм
(ГОСТ 10903–77). Подача S= 0,24 мм/об, скорость резания V = 19,7 м/мин,
число оборотов шпинделя n = 630 мин
-1
.
Эскиз обрабатываемой заготовки, схема базирования, оси
координат, инструментальная наладка, обозначения геометрических
элементов показаны на рис. 9.1.
120
Рис. 9.1
Составляем программу обработки заготовки.
01 ДЕТАЛЬ 'ПЛИТА'
02 СТАНОК 'ЛФ260МФЗ', 104
03 #...............ОПРЕДЕЛЕНИЕ ЭЛЕМЕНТОВ КОНТУРА…………………...
04 ТЧ1 = (20+55); ПР1 = УПАР, 20; ТЧ3 = (20+60), (20+60+15)