Добавлен: 15.11.2018
Просмотров: 10064
Скачиваний: 69
106
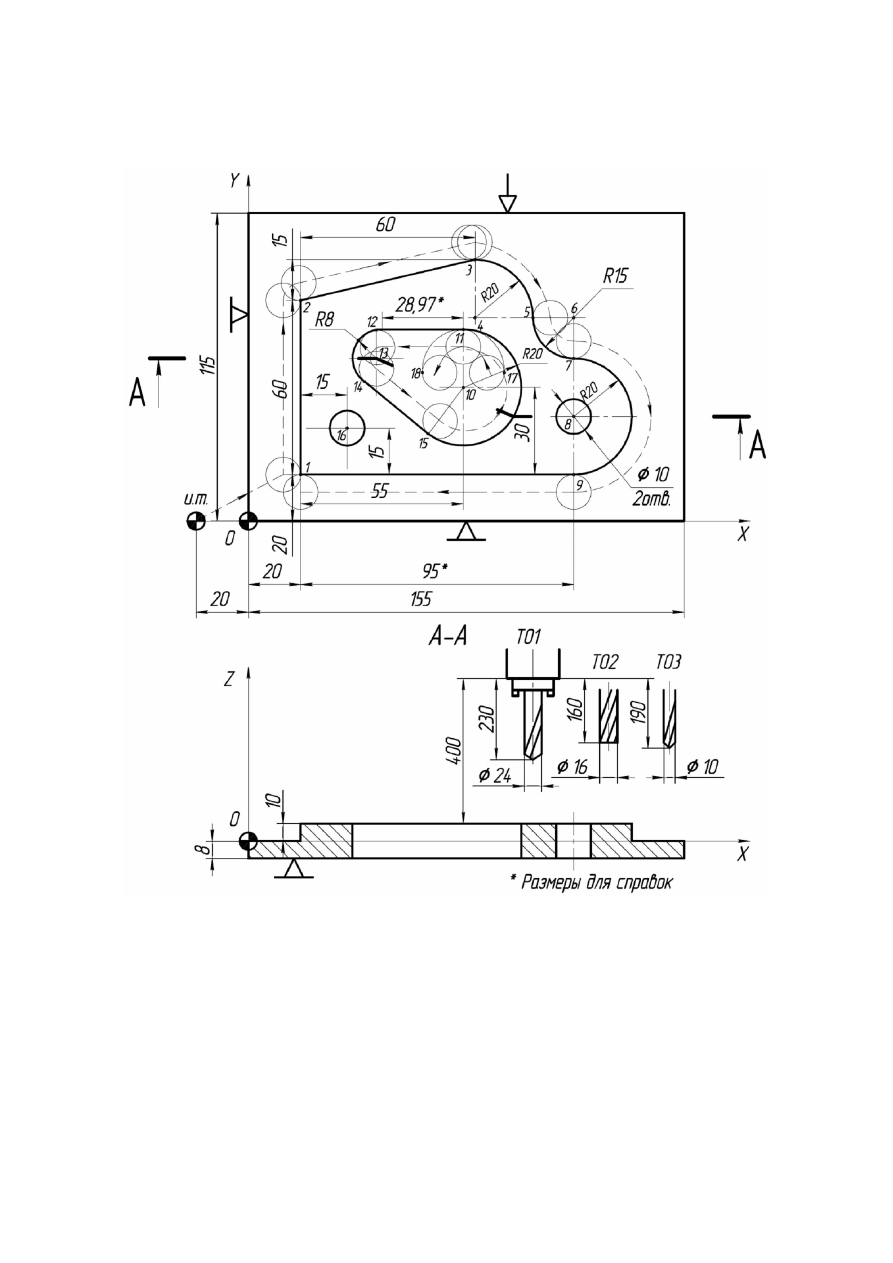
Задача 8.3
Составить УП обработки контура и отверстий в заготовке из стали
30 (рис. 8.4).
Рис. 8.4
Решение
Для
обработки
заготовки
выбираем
станок
ЛФ260МФ3,
оснащенный УЧПУ 2С85–63.
Намечаем следующую последовательность обработки заготовки:
1. Сверление отверстия 24 мм для входа концевой фрезы при
обработке окна. Инструмент Т01 – сверло 24 мм (ГОСТ 10903-77).
107
Подача S = 50 мм/мин, скорость резания V = 18,9 м/мин, число оборотов
шпинделя n = 250 мин
-1
.
2. Фрезерование наружного контура и окна. Инструмент Т02 –
фреза концевая 16 мм (ГОСТ 17026–71). Подача S = 40 мм/мин, скорость
резания V = 25,1 м/мин, число оборотов шпинделя n = 500 мин
-1
.
3. Сверление двух отверстий 10 мм. Инструмент Т03 – сверло
10 мм (ГОСТ 10903–77). Подача S = 140 мм/мин, скорость резания
V = 19,7 м/мин, число оборотов шпинделя n = 630 мин
-1
.
РТК обработки заготовки показана на рис. 8.4.
Координаты опорных точек контура приведены в табл. 8.2.
Таблица 8.2
Координаты опорных точек
Точка
Координата, мм
Точка
Координата, мм
X
Y
X
Y
1
20,0
20,0
10
75,0
50,0
2
20,0
80,0
11
75,0
70,0
3
80,0
95,0
12
46,03
70,0
4
80,0
75,0
13
46,03
62,0
5
100,0
75,0
14
40,37
56,34
6
115,0
75,0
15
60,86
35,86
7
115,0
60,0
16
35,0
35,0
8
115,0
40,0
17
86,0
59,0
9
115,0
20,0
18
64,0
59,0
Координаты опорных точек определены относительно начала
рабочей системы координат (G54).
Составляем УП обработки заданной заготовки.
В программе D01 – корректор длины сверла Т01, D02 – корректор
длины концевой фрезы Т02, D03 – корректор радиуса концевой фрезы Т02,
D04 – корректор длины сверла Т03.
%1
N1 N01 M06
N2 G54 G90 G00 X7500 Y5000
N3 M03 S250
N4 G44 D01 Z1200
N5 M08

108
N6 G81 R101 + 2750 F50
Сверление отверстия для
ввода фрезы
N7 M09
N8 G53 G40 G00 Z0 T02
N9 M05 M06
N10 X-2000 Y0
N11 M03 S500
N12 G44 D02 Z0
N13 M08
Фрезерование наружного
N14 G01 F300
контура:
N15 G17 G41 D03 X2000 Y2000 J1000
выход на эквидистанту
N16 Y8000
участок 1 – 2
N17 G45 X8000 Y9500 G09
участок 2 – 3
N18 G45 G02 X10000 Y7500 I0 J-2000
участок 3 – 5
N19 G03 X11500 Y6000 I1500 J0
участок 5 – 7
N20 G02 X11500 Y2000 I0 J-2000
участок 7 – 9
N21 G01 X2000
участок 9 – 1
N22 G00 X0 G09
N23 Z1200 G09
Фрезерование внутреннего
N24 X8600 Y5900 J1000 G09
контура:
N25 Z-200 G09
опускание фрезы
N26 G03 X7500 Y7000 I-1100 J0 F300
участок 17 – 11
N27 G01 X4603
участок 11 – 12
N28 G03 X4037 Y5634 I0 J-800
участок 12 – 14
N29 G01 X6086 Y3586
участок 14 – 15

109
N30 G03 X7500 Y7000 I1414-J1414
участок 15 – 11
N31 X6600 Y5900 I0 J-1100
участок 11 – 18
N32 M09
N33 G53 G00 G40 Z0 T03
N34 M05 M06
N35 M03 S630
N36 G44 D04 Z1200
N37 X11500 Y4000
N38 M08
N39 G81 R101 + 2300 F150
Последовательное
N40 X3500 Y3500
сверление 2
N41 G81 R101 + 2300 F150
отверстий
N42 M09
N43 G40 G53 Z0
N44 G53 X0 Y0
N45 M05
N46 M02
Задача 8.4
Разработать УП обработки отверстия в заготовке (табл. 8.3) на
сверлильном или многооперационном станке с ЧПУ.
Задача 8.5
Разработать УП обработки контура и отверстий в заготовке
(табл. 8.4) на многооперационном станке с ЧПУ.
110
Исходные данные
Вари-
ант
Рису-
нок
Размеры
d
d
1
d
2
D
D
1
D
2
D
3
M
1
8.5, а
6
–
–
6,6
10
4H7
–
–
2
8
–
–
9
13
5H7
–
–
3
10
–
–
11
16
6H7
–
–
4
12
–
–
14
18
8H7
–
–
5
8.5, б
36
–
–
18Н8
28
–
–
M8
6
48
–
–
20Н8
32
–
–
M10
7
30
–
–
14Н8
20
–
–
M6
8
50
–
–
24Н9
36
–
–
M12
9
8.5, в
60
30
42
20Н8
6,6
10
–
–
10
80
42
60
28Н9
8,4
13
–
–
11
90
45
66
32Н8
11
16
–
–
12
110
56
80
40Н9
13
18
–
–
13
8.5, г
60
–
–
20Н7
–
–
–
M8
14
70
–
–
28Н8
–
–
–
M10х1
15
90
–
–
32Н8
–
–
–
Ml2x1,5
16
100
–
–
40Н9
–
–
–
M12
17
8.6, а
40
–
–
24Н8
5,5
–
–
M4
18
56
–
–
32Н8
6,6
–
–
М6
19
65
–
–
40Н9
9
–
–
M8
20
80
–
–
50Н9
11
–
–
M10
21
8.6, б
24
16
20
16Н8
5,5
–
–
M4
22
30
18
25
18H8
6,6
–
–
M5
23
30
20
30
20H9
8,4
–
–
M6
24
40
25
45
24H9
10,5
–
–
M8
25
8.6, в
5
–
–
20H8
5,5
8,5
–
–
26
6
–
–
24H9
6,6
10
–
–
27
8
–
–
30H9
9
13
–
–
28
10
–
–
32H9
11
16
–
–
29
8.6, г
32
48
60
16H8
24
8,3
4,5
–
30
40
55
70
18H8
28
10,3
5,5
–
31
48
60
80
24H9
32
12,3
6,6
–
32
56
75
100
28H9
40
16,5
9
–