Файл: Основные понятия, термины и определения, используемые при выполнении рабочих чертежей деталей.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 20.10.2020
Просмотров: 138
Скачиваний: 2
-
Основные понятия, термины и определения, используемые при выполнении рабочих чертежей деталей.
1.1. Влияние объемов производства на технологию изготовления изделий машиностроения.
В зависимости от годового объема или партии выпускаемых изделий определённого вида на предприятии-изготовителе их производство может быть штучным, мелкосерийным, серийным, крупносерийным и массовым.
Каждому из перечисленных видов производства должны соответствовать технологические процессы изготовления и сборки изделия, обеспечивающие наименьшую трудоёмкость и себестоимость. Например, заготовки для зубчатых колёс при единичном и мелкосерийном производстве экономически выгодно получать свободной ковкой из горячекатаной стали. При серийном производстве с годовым объемом выпуска более 50 штук экономически оправдана ковка в простейших односторонних подкладных штампах, а при объёме более 100 штук применяют двусторонние штампы. Стоимость дорогого штампа раскладывается на большое количество колёс и с учётом высокой производительности штамповки заготовка стоит дешевле, чем заготовка, полученная свободной ковкой.
Технология изготовления зависит также от производственных возможностей заводов. Например, в единичном производстве процесс механической обработки с использованием станков с программным управлением отличается от процесса обработки на универсальном оборудовании.
В курсовом проекте за основу принято серийное производство:
– заготовки корпусов коробок скоростей, редукторов, подшипниковых крышек – литые;
– заготовки зубчатых колёс – кованые в штампах, либо свободной ковкой;
– механическая обработка подшипниковых отверстий в корпусах – на координатно-расточных станках;
– сверление отверстий резьбовых соединений в корпусах, подшипниковых крышках, стаканах – по накладным кондукторам или на станках с ЧПУ;
– нарезание зубьев колёс – долбяками и червячными фрезами.
1.2. Основные понятия Единой системы допусков и посадок (рис.1).
Отверстие – термин, применяемый для обозначения охватывающих элементов деталей.
Вал – термин, применяемый для охватываемых элементов детали.
Наибольший и наименьший предельные размеры – предельно допустимые размеры, между которыми должен находиться действительный размер.
Действительный размер – размер, установленный измерением с допустимой погрешностью.
Номинальный размер – размер, относительно которого определяются предельные размеры и который служит также началом отсчета отклонений.
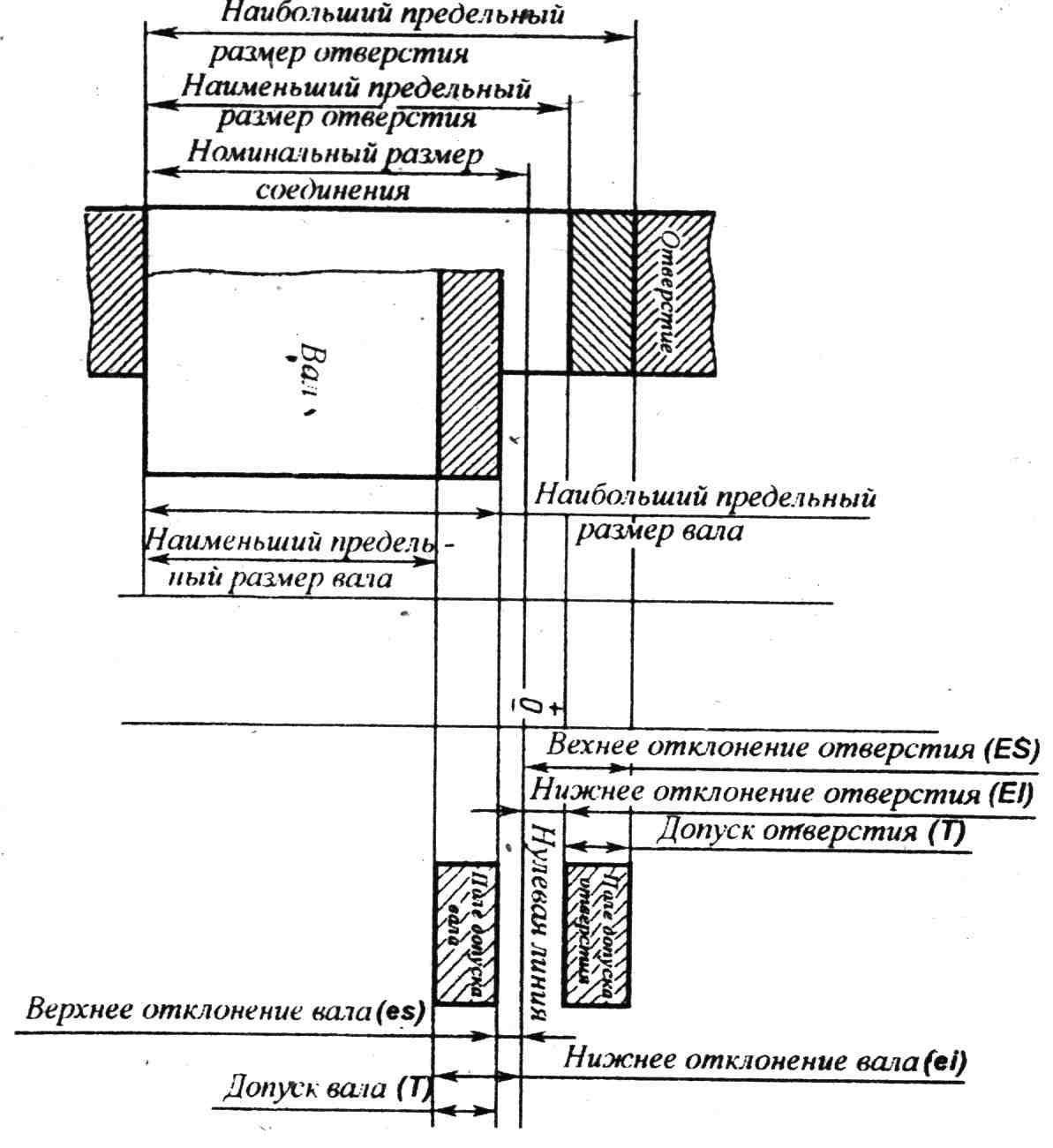
Рис. 1. Размеры отверстия и вала с отклонениями.
Отклонения бывают верхние и нижние.
Верхнее отклонение – алгебраическая разность между наибольшим предельным и номинальным размерами.
Нижнее отклонение – алгебраическая разность между наименьшим предельным и номинальным размерами.
Верхнее отклонение отверстия обозначают ES, а нижнее JE. Верхнее отклонение вала – es, нижнее – ei.
Нулевая линия – линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров при графическом изображении допусков. Если нулевая линия расположена горизонтально, то положительные отклонения откладываются вверх от неё, а отрицательные – вниз.
Основное отклонение – одно из 2-х отклонений, верхнее или нижнее, расположенное ближе к нулевой линии, Основные отклонения обозначают буквами латинского алфавита, прописной для отверстий и строчной для валов.
Допуск – разность между наибольшим и наименьшим предельными размерами или разность между верхним и нижним отклонениями. Допуск размера обозначают JT.
Квалитет – совокупность допусков, соответствующих одинаковой степени точности для всех номинальных размеров.
Поле допуска – поле, ограниченное верхним и нижним отклонениями. Поле допуска определяется значениями допуска и его положением относительно номинального размера. Условные обозначения поля допуска состоит из числа, представляющего собой номинальный размер, за которым следует обозначение основного отклонения и квалитет. Например, Ǿ50H7, Ǿ50K6, 63h12.
Основное отверстие – отверстие, нижнее отклонение которого равно нулю.
Основной вал – вал, верхнее отклонение которого равно нулю.
Посадка – характер соединения деталей, определяемый значениями получающихся в нём зазоров или натягов.
Различают посадки с зазором, при которых между отверстием и валом имеется зазор; с натягом, при которых материал отверстия сжимает вал, и переходные, при которых возможно случайное получение либо зазора, либо натяга.
Различные посадки (зазоры, натяги), в системе отверстий получают назначением различных предельных отклонений вала и соединением его с основным отверстием. Различные посадки в системе вала получают назначением различных предельных отклонений отверстия и соединением его с основным валом.
Требуемая точность изготовления
определяется предельными отклонениями,
которые приводят на чертежах деталей
машин. Точность линейных размеров
задают условными обозначениями полей
допусков (36f9;
Ǿ50H7) или
числовыми значениями предельных
отклонений (![]() Ǿ80+0,03;
74±0,2).
Ǿ80+0,03;
74±0,2).
Рекомендации по выбору посадок, значения предельных отклонений для посадок в системе отверстия и системе вала см [1,3].
1.3. Базирование и базы в машиностроении (термины).
В сборочной единице (узле) детали опираются последовательно друг на друга и занимают определенное положение. В машине сборочные единицы также занимают определённое положение.
Базирование – приданное заготовке или изделию требуемого положения относительно выбранной системы координат.
База – поверхность (или выполняющие ту же функцию сочетание поверхностей), ось, точка, принадлежащая заготовке (изделию) и используемая для базирования.
Конструкторская база – база, используемая для определения положения детали или сборочной единицы в изделии.
Основная база – конструкторская база данной детали или сборочной единицы, используемая для определения их положения в изделии.
Вспомогательная база – конструкторская база данной детали или сборочной единицы, используемая для определения положения присоединяемого к ним изделия.
Технологическая база – база, используемая для определения положения заготовки или изделия при изготовлении или ремонте.
Измерительная база – база, используемая для определения относительного положения заготовки или изделия и средств измерения.
Явная база – база в виде реальной поверхности, разметочной риски или точки пересечения рисок.
Скрытая база – база в виде воображаемой плоскости, оси, или точки.
Конструкторские и технологические базы определяют не только взаимное положение деталей относительно этих баз, которые выполняют с повышенной точностью, удобно координировать другие точные элементы детали (оси, центры отверстий, поверхности). Поэтому базы используют как начало отсчёта для постановки размеров на чертежах.
Подробные сведения о базах и простановке размеров приведены в учебнике [3].
1.4. Сборочные размерные цепи.
Для изготовления деталей их номинальные размеры должны быть заданы допусками, величина которых зависит от принятой точности. С уменьшением допусков возрастает точность, но вместе с ней возрастает стоимость технологии изготовления и сборки. поэтому на стадии проектирования следует найти с учетом объема производства экономически обоснованную низшую стоимость, обеспечивающую работоспособность деталей и сборочных единиц на уровне заданных конструкционных и эксплуатационных требований к ним. Указанная задача решается при конструировании изделий методами расчета конструкторских размерных цепей, а при изготовлении деталей – расчетом технологических размерных цепей.
Детали в сборочной единице взаимосвязаны посредством размеров элементов деталей и координат расположения. Поэтому размеры в собранном изделии также взаимосвязаны. Из них образуют сборочные размерные цепи, представляющие собой расположенную по замкнутому контуру совокупность размеров, непосредственно влияющих на точность одного из них.
На рис.2 представлены две цепи: цепь Б с размерами Б1, Б2, Б3 В8,, Б4, Б5, Б6, Б7, Б8, Б∑; цепь В с размерами В1, В2, В3, В4, В5, В6, В7, Б3В8, В9, В10, В∑. Размер корпуса используется в обеих цепях Б и В и поэтому обозначен Б3В8.

Рис. 2. Сборочные размерные цепи.
Цепь может состоять из составляющих размеров и одного замыкающего, или из составляющих размеров и одного исходного. Замыкающий размер тот, который получается последним в процессе сборки узла (размеры Б∑, В∑ на рис.2). Его величина и точность зависят от величины и точности составляющих размеров. Исходный размер определяет функционирование собранного узла, для обеспечения его точности рассчитывается сборочная цепь. Например, для несовпадения средней плоскости венца червячного колеса с осью червяка. В процессе сборки исходный размер, как правило, становится замыкающим.
На рис.2 Б∑, В∑ являются исходными размерами для компенсации суммарной погрешности размеров деталей, сидящих на валах. Если суммарная погрешность превысит величину зазоров Б∑, В∑, то валы с подшипниками не разместятся между торцами подшипниковых крышек, сборка невозможна.
Точность сборки узлов коробок скоростей и редукторов при любом объеме производства обеспечивают методом регулирования (компенсации). По этому методу, полученная расчетом размерной цепи точность исходного (замыкающего) размера достигается преднамеренным изменением (регулированием) одного из заранее выбранных составляющих размеров, называемого компенсирующим (размеры Б2+Б4 и В7+В9). По всем остальным размерам цепи детали обрабатывают по расширенным допускам.
Компенсирующий размер – это размер компенсатора, который может представлять собой набор плоских прокладок, промежуточных колец, шайб, упора, регулируемого винтовой парой. Расчетом размерной цепи определяют предельные размеры компенсатора, между которыми должны находится его действительные размеры и допуски составляющих размеров.
В курсовом проекте расчет сборочных размерных цепей не производится, поля допусков составляющих размеров в зависимости от выбранного вида компенсатора назначают по табл.1.
В процессе сборки слесарь собирает узел без компенсатора, измеряет действительный компенсирующий размер, добавляет к нему размер для компенсации тепловых деформаций и подбирает пакет прокладок разной толщины, общая толщина которого равна сумме двух компенсирующих размеров, или шлифует компенсаторное кольцо до требуемого суммарного размера, после чего производит окончательную сборку.
-
Допуски формы и расположения поверхностей.
Стандарт включает в себя три группы допусков: допуски формы, допуски расположения и суммарные допуски формы и расположения. Они обозначаются буквой Т. Отклонения формы, расположения или суммарные отклонения формы и расположения обозначаются буквой ∆. Буквой L обозначается длина нормируемого участка (заданная длина), в пределах которого действительны указанные отклонения и допуски. Если длина не указана, то отклонения и допуски действительны на всем протяжении элемента, для которого они указываются.
Приведенные ниже рисунки иллюстрируют сущность отклонений допусков, проставляемых на рабочих чертежах в курсовом проекте. Вид допуска формы или расположения обозначают на чертеже соответствующим знаком.
Отклонения и допуски формы.
Отклонение от круглости (рис.3,а). Знак допуска круглости . Частные виды отклонения от круглости – овальность (рис.3,б) и огранка (рис.3,в). Количественно они оцениваются так же, как и отклонение от круглости.

Рис.3. Отклонения формы цилиндрических поверхностей в поперечном сечении.
Отклонение от
цилиндричности.
Знак допуска цилиндричности
![]() .
.
Отклонение
профиля продольного сечения
цилиндрической поверхности (рис.4,в).
Знак допуска профиля продольного
сечения
![]() .Данное
отклонение характеризует отклонения
от прямолинейности и параллельности
образующих. Частными видами отклонения
профиля продольного сечения являются
конусообразность (рис.4,г),
бочкообразность (рис.4,д),
седлообразность (рис.4,е).
Количественно оценивается так же, как
и отклонение профиля продольного
сечения.
.Данное
отклонение характеризует отклонения
от прямолинейности и параллельности
образующих. Частными видами отклонения
профиля продольного сечения являются
конусообразность (рис.4,г),
бочкообразность (рис.4,д),
седлообразность (рис.4,е).
Количественно оценивается так же, как
и отклонение профиля продольного
сечения.
Отклонение от
прямолинейности оси (или линии) в
пространстве (рис.4,ж).
Знак допуска прямолинейности
![]() .
.
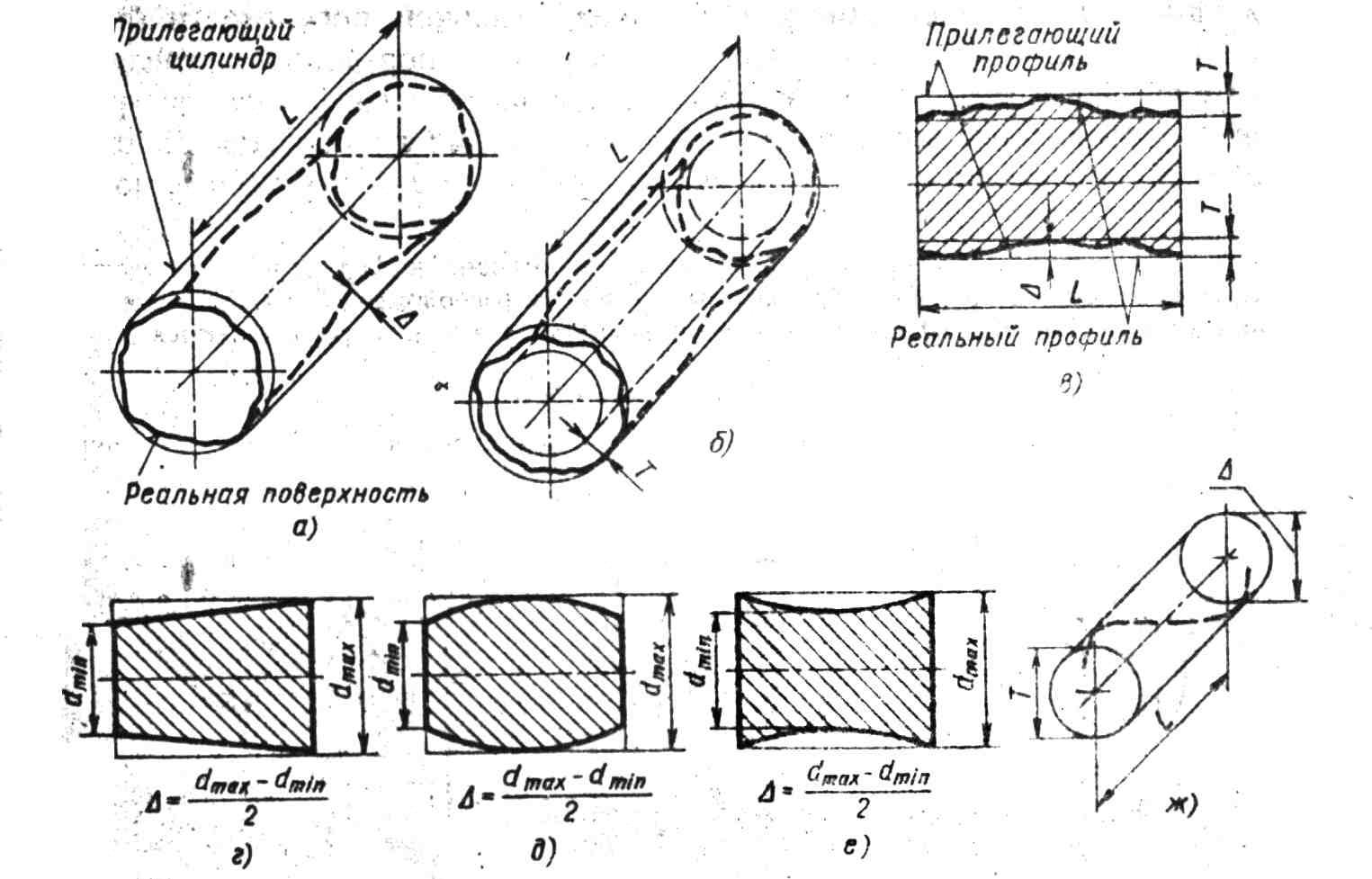
Рис.4. Отклонение от цилиндричности и от профиля продольного сечения.
Отклонение от
плоскостности (рис.5,а).
Знак допуска плоскостности
![]() .
На рис.5,б
– поле допуска плоскостности. Частными
видами отклонений от плоскостности
являются выпуклость (рис.5,в)
и вогнутость (рис.5,г).
.
На рис.5,б
– поле допуска плоскостности. Частными
видами отклонений от плоскостности
являются выпуклость (рис.5,в)
и вогнутость (рис.5,г).
Отклонение от
прямолинейности в плоскости (рис.5,д).
Знак допуска прямолинейности
![]() .
.

Рис.5. Отклонения формы плоских поверхностей.
Отклонения и допуски расположения.
Отклонение от параллельности плоскостей (рис.6,а). На рис.6,б – поле допуска параллельности плоскостей.
Отклонение от параллельности осей (или прямых) в пространстве (рис.6,в). Его частные виды: Отклонение от параллельности осей (или прямых) в пространстве в общей плоскости и перекос осей (или прямых). На рис.6,в отклонения ∆х, ∆у соответствуют двум взаимно перпендикулярным плоскостям. Одна из этих плоскостей является общей плоскостью осей, т.е. плоскостью, проходящей через одну (базовую) ось и точку другой оси.
Отклонение от
параллельности осей (или прямых) в общей
плоскости
(рис.6,в)
– отклонение от параллельности ∆х
проекций осей (прямых) на их общую
плоскость. Знак допуска параллельности
![]() .
.
Перекос осей (или прямых) – отклонение от параллельности ∆у проекций осей (прямых) на плоскость, перпендикулярную к общей плоскости осей и проходящую через базовую ось.
На рис.6,г показано поле допуска параллельности осей (или прямых) в пространстве, ограниченные параллелепипедом.
Отклонение от
перпендикулярности плоскостей (рис.6,д).
Знак допуска перпендикулярности
![]() .
.
Отклонение от
соосности относительно общей оси
(рис.6,е).
Знак допуска соосности
![]() .
Допуск соосности в диаметральном
выражении равен удвоенному наибольшему
допустимому значению отклонения от
соосности. На (рис.6,ж)
– поле допуска соосности.
.
Допуск соосности в диаметральном
выражении равен удвоенному наибольшему
допустимому значению отклонения от
соосности. На (рис.6,ж)
– поле допуска соосности.
Отклонение от
симметричности относительно боковой
поверхности (рис.6,з).
Знак допуска симметричности

Рис.6. Отклонения расположения поверхностей.
Отклонение от
пересечения осей (рис.7).
Знак допуска пересечения осей
.
Суммарные отклонения и допуски формы и расположения.
Радиальное
биение (рис.8,а)
– разность ∆ наибольшего и наименьшего
расстояний от точки реального профиля
поверхности вращения до базовой оси в
сечении плоскостью, перпендикулярной
к базовой оси. Знак допуска радиального
биения
.
Радиальное биение является результатом
совместного проявления отклонения от
круглости профиля рассматриваемого
сечения и отклонения его центра
относительно базовой оси. Оно не включает
в себя отклонений формы и расположения
образующей поверхности вращения.
Полное радиальное
биение цилиндрической
поверхности (рис.9,а)
– разность ∆ в пределах нормируемого
участка. Знак допуска полного радиального
биения
.
Поле допуска – на рис.9,б.
Полное радиальное биение является
результатом совместного проявления
отклонения от цилиндричности поверхности
и отклонения ее от соосности относительно
базовой оси.
Торцовое биение
(рис.8,б)
– разность ∆ наибольшего и наименьшего
расстояний от точек реального профиля
торцовой поверхности до плоскости,
перпендикулярной к базовой оси. Знак
допуска торцового биения
. Торцовое биение измеряют на назначенном
диаметре d.
При номинальной плоской форме торца
торцовое биение является результатом
совместного проявления отклонения от
общей плоскости точек, лежащих на линии
пересечения торцовой поверхности с
секущим цилиндром диаметром d,
и отклонения оси от перпендикулярности
торца относительно оси базовой
поверхности на длине, равной диаметру
d.
Торцовое биение не включает в себя
всего отклонения от плоскости торцовой
поверхности.
Полное торцовое
биение (рис.9,в)
– разность ∆ наибольшего и наименьшего
расстояний от точек всей торцовой
поверхности до плоскости, перпендикулярной
к базовой оси. Знак допуска полного
торцового биения
.
Поле допуска – на рис.9,г.
Полное торцовое биение является
результатом совместного проявления
отклонения от плоскости рассматриваемой
поверхности и отклонения от
перпендикулярности относительно
базовой оси.
Допуски формы и расположения поверхностей указывают на чертежах тогда, когда требуется повышенная геометрическая точность поверхностей. Обычно это основные и вспомогательные базы. Если допуск формы или расположения превышает допуск размера, то он на чертеже не указывается.
в курсовом проекте на чертежах проставляют те виды допусков, которые напрямую связаны с работоспособностью и функционированием деталей, хотя некоторые из них нетехнологичны. Например, нет средств надежного непосредственного измерения отклонений от цилиндричности. По стандарту следует контролировать отдельные составляющие допуска цилиндричности: допуск круглости, допуск профиля продольного сечения, допуски непостоянства диаметра в поперечном сечении.
1.6. Допуски расположения осей отверстий для крепежных деталей.
Ось каждого отверстия
после его сверления располагается с
позиционным отклонением δ от номинального
расположения (рис.10).
Поэтому для осей отверстий задают
позиционные допуски расположения,
обозначаемые символом
![]() .
.
Рис. 10. Позиционные отклонения оси отверстия.
Резьбовые соединения выполняют двух типов: болтовые (рис.11,а), у которых зазоры для прохода стержней болтов имеются в обеих соединяемых деталях, и винтовые (рис.11,б), у которых зазоры для прохода стержней винтов (шпилек) предусмотрены лишь в одной из соединяющих деталей. Зазоры позволяют скрепить детали со смещенными относительно друг друга отверстиями, т.е. компенсировать отклонения осей отверстий от номинального расположения.
Рис. 11. Типы резьбовых соединений.
На рис. 11,а зазор в
диаметральном выражении между стержнем
болта и стенками отверстий в соединяемых
деталях Z=d0–d,
где d0
– диаметр отверстий, d
– диаметр болта. Предельное смещение
(отклонение) осей отверстий от номинального
расположения
![]() для обеих деталей в радиусном выражении
составляет 0,5Z
в диаметральном выражении
для обеих деталей в радиусном выражении
составляет 0,5Z
в диаметральном выражении
![]() =
Z.
На рис.11,б
зазор Z
компенсирует позиционные отклонения
оси резьбового отверстия и оси гладкого
отверстия. Предельное смещение осей
отверстий от номинального расположения
для обеих деталей в радиусном выражении
0,25·Z,
в диаметральном –
=
Z.
На рис.11,б
зазор Z
компенсирует позиционные отклонения
оси резьбового отверстия и оси гладкого
отверстия. Предельное смещение осей
отверстий от номинального расположения
для обеих деталей в радиусном выражении
0,25·Z,
в диаметральном –
![]() =
0,5Z.
=
0,5Z.
Расчетная величина
предельного смещения осей отверстий
от номинального расположения
![]() расч
при равных допусках расположения осей
отверстий для обеих соединяемых деталей
определяется по формулам:
расч
при равных допусках расположения осей
отверстий для обеих соединяемых деталей
определяется по формулам:
- для болтовых
соединений
![]() расч
= KZ;
расч
= KZ;
- для винтовых
соединений
![]() расч
= 0,5 KZ,
расч
= 0,5 KZ,
где K- коэффициент использования зазора для компенсации смещения осей отверстий. Если для компенсации используется весь зазор, то K = 0,8…1; если часть зазора, то K=0,2…0,8.
Другая часть зазора
(1-K)·Z
используется для обеспечения легкости
сборки и регулирования взаимного
положения, соединяемых деталей путем
их относительного перемещения по
плоскости контакта. Например, зазоры
между болтами и крепежными отверстиями
в лапах или основании корпуса редуктора
используют в качестве компенсатора
при монтаже и выверке положения редуктора
относительно других узлов на раме,
плите. Принимают
![]() расч
= KZ
= 0,2(d0
– d).
расч
= KZ
= 0,2(d0
– d).
Для отверстий
подшипниковых крышек и корпуса коробки
скоростей
![]() расч=0,5·KZ=0,5∙0,8(d0–d)=0,4∙(d0–d).
Найденное значение
расч=0,5·KZ=0,5∙0,8(d0–d)=0,4∙(d0–d).
Найденное значение
![]() расч
округляется в меньшую сторону до
ближайшего числа из ряда предпочтительных,
см. табл.2.
расч
округляется в меньшую сторону до
ближайшего числа из ряда предпочтительных,
см. табл.2.
Позиционные допуски расположения могут быть независимыми и зависимыми. Числовое значение независимого допуска определяется только заданным предельным отклонением расположения (рис. 10) и не зависит от действительных отклонений размеров диаметров отверстий и крепежной детали. Численное значение зависимого допуска зависит как от заданного предельного отклонения расположения, так и от действительных отклонений диаметров отверстий и крепежной детали. Действительные отклонения размеров, кроме нулевых увеличивают диаметры отверстий и уменьшают диаметры крепежных деталей по сравнению с номинальными размерами, следовательно, увеличиваются зазоры, используемые для компенсации позиционных отклонений осей.
При зависимых допусках на чертеже проставляются предельные отклонения расположения, соответствующие предельным размерам отверстий и наибольшим предельным размерам крепежных деталей. Если контроль покажет превышение проставленных на чертеже предельных отклонений расположения, вызванные действительными отклонениями размеров в пределах их полей допусков, то превышение допускается на величину, компенсированную отклонениями размеров.
З
 ависимые
допуски назначают, когда детали имеют
для соединения по два отверстия и более
и когда отверстия в деталях сверлят
раздельно. Зависимые допуски обозначаются
знаком
ависимые
допуски назначают, когда детали имеют
для соединения по два отверстия и более
и когда отверстия в деталях сверлят
раздельно. Зависимые допуски обозначаются
знаком
Допуски расположения осей отверстий должны указываться одним из двух способов:
а) позиционным допуском (предельным смещением отверстий от номинального расположения);
б) предельными отклонениями размеров, координирующих оси отверстий.
Числовые значения позиционных допусков для применяемых в курсовом проекте соединений даны в табл.3,4. Значения предельных отклонений размеров, координирующих оси отверстий, указаны в табл.3 для расположения отверстий в системе прямоугольных координат и в табл.4 для расположения отверстий в системе полярных координат.
Примеры указания допусков расположения осей отверстий на чертежах приведены на рис.12 и 13. На рис 12,а и 13,а изображена схема расположения отверстий, на рис.12,б и 13,б дана форма указания позиционного допуска, на рис.12,в и 13,в – форма указания предельных отклонений размеров, координирующих оси отверстий.
Указание позиционного допуска является предпочтительным при зависимых допусках расположения и в серийном производстве с применением кондукторов и калибров расположения.
Предельные отклонения координирующих размеров могут указываться вместо позиционных допусков, если по условиям изготовления и контроля необходимо знать непосредственно предельные отклонения осей по координатным направлениям. Этот способ целесообразен также в единичном и мелкосерийном производстве, когда отверстия обрабатывают по разметке.
Допуски гладких отверстий – зависимые, резьбовых – независимые.
Список литературы:
-
Анурьев В.И. Справочник конструктора –машиностроителя. Изд.8-е В 3-т.т. – М.: Машиностроение, 2000
-
Дунаев П.Ф., Леликов О.П. Конструирование узлов и деталей машин. Изд.6-е - М.: Высшая школа,2000
-
Жуков К.П., Гуревич Ю.Е. Проектирование деталей и узлов машин. – М.: Издательство «Станкин», 1999
|
Документ скачан с сайта http://www.sscdimon.nm.ru/obuch Возможно, является раздаточным материалом. Если у Вас есть свой материал, намыльте его сюда: sscdimon@mail.ru |