Файл: Отчет по слесарномеханической практике Место прохождения практики кафедра ттм и рпс.docx
Добавлен: 24.10.2023
Просмотров: 218
Скачиваний: 6
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
-
Высокая производительность. -
Низкая стоимость оборудования и себестоимость производства. -
Применимость автоматизации процесса. -
свойства материала; -
особенности инструмента; -
знания и умения технологов и операторов; -
возможности пресса.
Рассмотрим основные, наиболее важные, вопросы гибки листового металла на станках типа Press Brake.
-
Гибка металлических труб
Гибка труб из металла может выполняться горячим и холодным способами. Последний способ более технологичен и производителен. Приспособления и станки для этой операции используют разные методы гибки. Существуют следующие разновидности трубогибов:
-
рычажные — для ручной гибки труб из мягких металлов, а также стальных небольшого диаметра на угол до 180 градусов; -
арбалетные — сгибание трубы производится приложением усилия посредине между двумя точками, на которые опирается заготовка; -
роликовые (валковые) — классическим примером является трехроликовый вальцевый трубогиб.
Роликовые трубогибочные станки используют метод холодной деформации металла, называемой вальцовкой. Такой станок работает с металлами любой твердости: от цветных до титана и его сплавов. Угол загиба может достигать 360 градусов, а длина сгибаемой заготовки нередко превышает 5 метров.
-
Деформация металла
Гибка на листогибочных прессах основана на принципе 3 точек. Лист опирается на 2 точки матрицы. Пуансон давит на лист между 2 точками матрицы, образуя третью, центральную точку. По мере опускания пуансона, центральная точка листа опускается вместе с ним, а нижние боковые поверхности листа скользят по радиусам V-раскрытия матрицы. Материал несколько сжимается в месте давления пуансона и значительно растягивается с нижней стороны листа. Также, материал деформируется в месте скольжения по матрице — там остаются видимые или невидимые следы деформации (вдавливания).

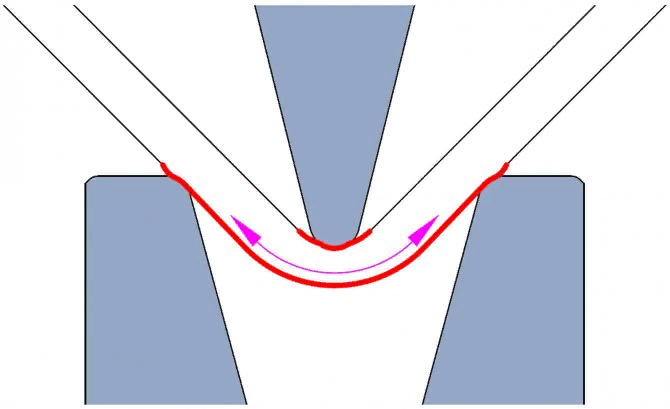
Схематичное изображение деформации металла при гибке
Длина развертки в направлении, перпендикулярном линии гиба, всегда увеличивается. В связи с этим длину развертки делают меньше чем сумму всех бортов. Удлинение заготовки на каждом гибе зависит от:
-
толщины и типа материала, -
угла гиба, -
радиуса гиба (ширины V-раскрытия матрицы и радиуса пуансона), -
направления проката.
Теоретический расчет всегда будет приближенным. Наиболее точный результат можно получить опытным путем. Для этого нужно взять несколько заготовок, например, 100×100. Отметить направление проката. Согнуть равное количество заготовок вдоль проката и поперек. Сделать замеры полученных бортов. Для каждой заготовки суммировать длины бортов и вычесть 100. Полученная разница и будет удлинением для заданных условий гибки. Сравнивая полученные результаты можно оценить следующее:
-
стабильность результатов, -
влияние направления проката.
В большинстве случаев разницей в удлинении вдоль проката и поперек можно пренебречь. Однако, если требования к точности получаемых размеров очень высокие и/или количество гибов большое, то эту разницу следует учитывать при создании развертки и расположении ее на листе.
-
Технологии
Гибка листового металла
осуществляется различными способами. Наибольшее распространение получили станки типа «Press Brake». Популярность применения такой технологии обусловлена следующими особенностями.
-
На одном и том же оборудовании можно изготавливать детали различных конфигураций из различных материалов и различных толщин. -
Высокая производственная гибкость — большинство деталей изготовляется без переналадки оборудования и смены инструмента. Более того, часто инструмент вообще не меняется, при этом в производстве может находиться большое количество деталей отличных как по конфигурации, так и по материалу/толщине. -
Высокая производительность. -
Низкая стоимость оборудования и себестоимость производства. -
Применимость автоматизации процесса.
Вместе с тем, возможности такого технологического процесса не могут быть безграничными. Основными лимитирующим факторами или их сочетанием, являются:
-
свойства материала; -
особенности инструмента; -
знания и умения технологов и операторов; -
возможности пресса.
Рассмотрим основные, наиболее важные, вопросы гибки листового металла на станках типа Press Brake.
-
Как провести радиусную гибку листового металла?
Одной из распространённых технологических операций при работе с металлическими листами является гибка. Она позволяет изменять форму заготовок без механических повреждений, разрезания, сварки. Радиусная гибка листового металла выполняется на заводах, в частных мастерских.
Радиусная гибка металла ( Instagram / gibkospb)
-
Основные принципы гибки металла
Когда мастеру нужно получить изделие с углами определённой формы, он может разрезать металлический лист, а затем сварочным аппаратом соединить отдельные детали под нужным углом. Однако нагревание материала до высоких температур изменяет его структуру, что может негативно сказаться на свойствах металла.
Чтобы не нарушать целостность заготовки, не изменять структуру материала, можно провести сгибание металлических листов. Принцип гибки заключается в том, что наружные слои металла растягиваются, а внутренние сжимаются.
Листы предварительно не разогреваются. Оборудование работает по принципу системы рычагов, на которые передаёт усилие мастер или привод.
Максимальный угол изгиба определяется зависимо от толщины заготовки, вида материала, его характеристик.
При изгибании листов по радиусу или под острыми углами, необходимо предварительно проверять точность выставления деталей. Если произошёл перекос, а изделие было согнуто, могут образоваться микротрещины, которые приведут к разрушению целостности заготовки при эксплуатации.
-
Типы гибки
Существует два основных способа сгибания металлических листов:
-
Продольная — до изгиба материал не разогревается. Из-за этого невозможно сгибать заготовки большой толщины. -
Поперечная — включает три технологические операции — изгиб, осаживание, вытяжка. Предварительно деталь нагревается. Кромки сгибаются без разогревания. -
Радиусная гибка металла осуществляется с помощью ручного или промышленного оборудования. Зависимо от того, какую форму готового изделия нужно получить, изменяется конструкция станков.
Листогибочный пресс ( Instagram / stankoprom)
-
Разновидности и конструкция гибочных станков
Изделия из листового металла обрабатываются с помощью разных видов оборудования для гибки. Разновидности листогибов:
-
Ручные механизмы. Представляют собой станки, которые работают по системе рычагов. Для сгибания заготовок мастеру нужно прилагать усилия через специальные ручки, поднимающими прижимную пластину. -
Оборудование с гидравлическими, пневматическими приводами, электродвигателями. Это промышленные станки, которые позволяют сократить усилие со стороны рабочего при проведении гибки. -
Вертикальные листогибочные прессы. Заготовка располагается на рабочем столе. Сверху на неё начинает давить рабочая часть пресса. Она приводится в движение пневматической или гидравлической системой. -
Трубогибы с разными системами управления. Могут быть ручными, оборудованными приводами, облегчающими рабочий процесс. -
Угловые трубогибы. -
Дорновые трубогибы.
Сложности применения станков напрямую зависят от системы управления. Ручные модели требуют точной проверки размещения заготовки, передачи усилий на рычаги, чтобы согнуть заготовку.
Если на оборудовании установлена система ЧПУ, рабочий процесс становится более эффективным, точным, быстрым. Однако работать на станках, оборудованных ЧПУ сложнее чем на простых моделях.
Нужно знать, как выставлять настройки, задавать алгоритмы, снимать ошибки
-
Основные принципы
Гнутье металла осуществляется различными методами. Часто используется сварка, однако температурное воздействие способно изменять форму и свойства готового изделия. Это снижает эксплуатационные свойства и точность изготовления.
Так как при гибке металла внешние слои металла растягиваются, а внутренние начинают сжиматься, то необходимо перегибать на заданный угол часть металлопроката относительно другого. Угол же можно отыскать с помощью расчетов.
Изделие деформируется на те значения, которые находятся в заданных пределах. Они зависят от следующих параметров:
-
Толщина металлического листа; -
Сколько составляет угол перегиба; -
Насколько прочен материал; -
Скорость и время выполнения процедуры.
Именно от них будет зависеть показатель допустимой деформации. Следующим этапом является выбор типа гибки.
-
Заготовки, требующие особого подхода в гибке
Современная технология гибки позволяет обрабатывать заготовки нестандартной формы и вида. Но наиболее внимательно при обработке следует отнестись к:
-
листам и ленте минимальной толщины (достаточно легко повредить изделие на месте сгиба, если не рассчитать нагрузку); -
изделиям большой толщины и прочности (к сожалению, неправильный расчет может привести к разрыву с одной стороны); -
изделиям с разной толщиной или показателями прочности на месте сгиба (в этом случае сгибают изделие в несколько этапов).
Профиль, уголок и другие подобные заготовки тоже требуют особого подхода в гибке.
-
Гибка вальцовка металла.
Расчет гибки металла.
Таким образом, если согнуть лист длиной L и толщиной S в барабан, то нейтральное волокно, проходящее посредине толщины листа равное по длине L, дает в результате загиба окружность диаметра:
Do = L/π
При толщине стенок цилиндра S внутренний диаметр его будет равен:
D = Dо — S = (L — πS)/ π,
Расчет наружного диаметра.
А наружный диаметр будет равен:
D1 = Dо + S = (L + πS)/ π
и разность длины соответственных окружностей составит:
πD1 — πD = π((L + πS)/ π) — π((L — πS)/ π) = L + πS — L + πS = 2πS
Согласно вышеприведенному требованию отношение 2πS : πD не должно превышать 0,05.
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
Свободная гибка
-
Данное направление обладает определенными ограничениями.Характерные черты:
-
Траверса вдавливает лист на выбранную глубину по оси Y в канавку матрицы с помощью пуансона; -
Лист находится «в воздухе» и не соприкасается со стенками матрицы; -
Это значит, что угол гибки определяется положением оси Y, а не геометрией гибочного инструмента.
На современном прессе точность настройки оси Y составляет 0,01 мм. Чтобы ответить на вопрос каким должен быть угол гибки, соответствующий заданному положению оси Y, необходимо найти соответствующее положение оси Y всем углам. Ниже представлена таблица, в которой отражены отклонения угла гибки от 90° при разных отклонениях оси Y.
| 1,5° | 2° | 2,5° | 3° | 3,5° | 4° | 4,5° | 5° | | |
| 4 | 0,022 | 0,033 | 0,044 | 0,055 | 0,066 | 0,077 | 0,088 | 0,099 | 0,11 |
| 6 | 0,033 | 0,049 | 0,065 | 0,081 | 0,097 | 0,113 | 0,129 | 0,145 | 0,161 |
| 8 | 0,044 | 0,066 | 0,088 | 0,110 | 0,132 | 0,154 | 0,176 | 0,198 | 0,220 |
| 10 | 0,055 | 0,082 | 0,110 | 0,137 | 0,165 | 0,192 | 0,220 | 0,247 | 0,275 |
| 12 | 0,066 | 0,099 | 0,132 | 0,165 | 0,198 | 0,231 | 0,264 | 0,297 | 0,330 |
| 16 | 0,088 | 0,132 | 0,176 | 0,220 | 0,264 | 0,308 | 0,352 | 0,396 | 0,440 |
| 20 | 0,111 | 0,166 | 0,222 | 0,277 | 0,333 | 0,388 | 0,444 | 0,499 | 0,555 |
| 25 | 0,138 | 0,207 | 0,276 | 0,345 | 0,414 | 0,483 | 0,552 | 0,621 | 0,690 |
| 30 | 0,166 | 0,249 | 0,332 | 0,415 | 0,498 | 0,581 | 0,664 | 0,747 | 0,830 |
| 45 | 0,250 | 0,375 | 0,500 | 0,625 | 0,750 | 0,875 | 1,000 | 1,125 | 1,250 |
| 55 | 0,305 | 0,457 | 0,610 | 0,762 | 0,915 | 1,067 | 1,220 | 1,372 | 1,525 |
| 80 | 0,444 | 0,666 | 0,888 | 1,110 | 1,332 | 1,554 | 1,776 | 1,998 | 2,220 |
| 100 | 0,555 | 0,832 | 1,110 | 1,387 | 1,665 | 1,942 | 2,220 | 2,497 | 2,775 |