Файл: Исследование применения сопутствующей вибрационной обработки при ручной дуговой и механизированной сварке в различных пространственных положениях Введение.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 24.10.2023
Просмотров: 146
Скачиваний: 3
В большинстве случаев сварные конструкции состоят из большого числа элементов и сварных швов, внутренние напряжения которых взаимодействуют и могут распределяться различным образом. Последовательность приварки и жесткость элементов существенно влияют на остаточные напряжения.Объем зоны распределения остаточных напряжений зависит от мощности и продолжительности нагрева, а также от структурных превращений, происходящих в зоне, непосредственно примыкающей к сварному шву (от 20 до 25 мм при электродуговой и 80 мм при газовой сварке) [1].При различных технологических операциях различны и причины, приводящие к неоднородным объемным деформациям, т.е. причины, вызывающие появление остаточных напряжений. В сварочном процессе такими причинами являются: температурный цикл сварки, неоднородные структурные превращения в металле шва и в зонах термического влияния, а также изменение растворимости газов, окружающих сварной шов.Влияние сварки на прочность сварных соединений при переменном нагружении определяется суммарным действием нескольких факторов [5]:- наличием остаточных напряжений;- наличием концентраторов, свойственных сварным соединениям;- изменением свойств металла под влиянием термомеханического цикла сварки.Необходимость устранения деформаций сварных конструкций в производственных условиях вызывается следующими причинами [5]:- деформации затрудняют сборку отдельных узлов, а в некоторых случаях делают ее даже невозможной;- значительные деформации заставляют увеличивать припуск на механическую обработку;- перемещения бывают настолько значительными, особенно у протяженных деталей, что не удается уложиться в отведенный припуск на механическую обработку;- коробление деталей нередко ухудшает качество последующей сварки деталей, например точечной или роликовой;- ухудшаются эксплуатационные качества изделий;- деформации грибовидности уменьшают момент инерции сечения на несколько процентов;- деформации изгиба протяженных элементов уменьшают их устойчивость.В значительном числе случаев деформации приходится устранять только потому, что изделие не удовлетворяет проектным формам и эстетическим требованиям.Методы снижения остаточных напряжений в конструкцияхКак правило, на практике данные изготовления сварных конструкций

имеется достаточно методов с целью предупреждения, а также компенсации остаточных сварочных напряжений, но и деформаций. Для снятия остаточных напряжений и повышения работоспособности конструкций применяются различные методы, продемонтстрированные на рис.1.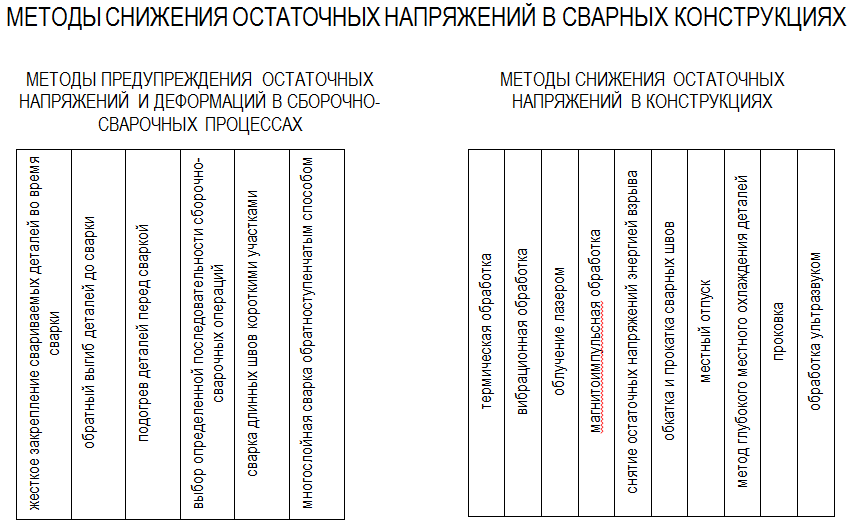
Рис. 1. Методы предупреждения и методы снижения остаточных напряжений в сварных конструкциях [6]
Большой интерес представляет способ динамического деформирования сварных сосудов и емкостей, запатентованный одной из японских фирм. Сущность способа заключается в использовании для понижения напряжений энергии взрыва, осуществляемого внутри корпуса, в результате чего достигается не только устранение исходного напряженного состояния, но и формирование конечных сжимающих напряжений регулируемого уровня. Указанный способ характеризуется весьма высокими технико-экономическими показателями и работы, связанные с его освоением, проводятся также и в нашей стране. Деформирование сварных металлоконструкций статически действующими растягивающими силами приводит почти к стопроцентному снятию остаточных напряжений в металле.
Примерно такими же технико-экономическими данными обладает магнитоимпульсная обработка и импульсная обработка взрывом тонколистовых соединений различной конфигурации. При импульсной обработке взрывом используют заряды ленточного типа, которые укладывают на обрабатываемые поверхности. Взрыв, который проводят в специальной камере, создает напряжения в поверхностном слое. Применяется этот метод как средство повышения выносливости сварных соединений при переменных нагрузках. При такой обработке происходит перераспределение остаточных напряжений [3].
Проковка применяется как в процессе сварки по остывающему металлу, так и после полного остывания. Проковкой осаживают металл по толщине, создавая пластические деформации удлинения в плоскости, перпендикулярной направлению удара. Этим достигают уменьшения растягивающих или даже появления сжимающих остаточных напряжений. Эффект от проковки зависит от температуры, количества теплоты, которое выделяется при проковке
, и значения пластической деформации. Проковка ведется механизированным инструментом с малыми (до 6-7 м/с), средними (до 100 м/с) и высокими (более 100 м/с) скоростями движения бойка. Проковка маневренна, в этом ее преимущество перед другими методами. Следует опасаться снижения пластичности металла вследствие ее исчерпания при проковке [2].
Большие технические возможности отмечаются также и у ультразвуковой обработки сварных соединений, так как предварительными исследованиями установлено практически полное (до 80 – 100%) снятие остаточных напряжений при ее использовании. Однако экономически выгодному применению такого метода препятствуют сложности выбора надежных средств ввода ультразвука в металл и малая мощность источников, вследствие чего он в нашей стране не вышел из рамок лабораторного опробования, а в США используется лишь в ракетостроении.
Однако на сегодняшний день наиболее распространенным методом снятия остаточных напряжений остается термическая обработка. Термическая обработка рядом нормативных документов предусматривается как обязательная операция. Термообработку (отпуск) сварных конструкций применяют для изменения структуры и свойств металла и снижения остаточных напряжений.
Более эффективным для многих конструкций является статическое нагружение, при котором не только снижаются растягивающие остаточные напряжения, но и создаются благоприятные сжимающие напряжения в местах концентраторов. Однако трудность статического нагружения, требующего громоздкого специального оборудования и значительных материальных затрат, сужает область его применения.
Более перспективным для крупногабаритных конструкций представляется вибрационное нагружение, основанное на обработке изделий в резонансном режиме переменными напряжениями, достаточными для протекания упруго–пластических деформаций металла. В отличие от других высокая эффективность и экономичность вибрационной обработки обеспечивается независимо от марки материала. По производительности и простоте процесса вибрационное нагружение в большинстве случаев имеет преимущества перед другими методами и соответствует основным требованиям, предъявляемым к применяющимся в практике средствам снижения остаточных напряжений. Это позволяет рекомендовать вибрационную обработку для практического использования при промышленном изготовлении сварных конструкций. Сущность способа заключается в создании в сварных конструкциях (после сварки) переменных напряжений определенной величины с помощью механических вибраторов. Вибрирование, как правило, осуществляется на резонансных и близких к резонансным частотах в течение определенного промежутка времени [7].
Проводят вибрационную обработку для снятия остаточных напряжений на малогабаритных изделиях.Приборы используют эффект изменения магнитной проницаемости материала при изменении величины внутренних напряжений и позволяют вести неразрушающий контроль уровня напряжений в деталях непосредственно в процессе вибрационной обработки.Рис. 2. Установка для снятия остаточных напряженийв малогабаритных изделиях1 – обрабатываемая деталь; 2 – магнитоупругие датчики; 3 – прижимы; 4 – прокладки; 5 – верхняя плита; 6 – вибратор; 7 - пружины; 8 – нижняя плита; 9 – виброопоры.Процесс вибрационной обработки осуществляется следующим образом. Вращением по часовой стрелке ручки регулятора напряжения плавно увеличивается скорость вращения якоря электродвигателя и вала вибратора и устанавливается та величина напряжения (частота возбуждающих вибраций), которой соответствует возросшее значение амплитуды вибраций изделия и тока, потребляемого якорем электродвигателя (режим резонансного пика колебаний изделия) [9]. Рис. 3. Вибрационная установка для снятия остаточных напряжений в крупногабаритных изделиях1 – вибрационная платформа; 2 – вибратор; 3 – узел ввода колебаний в изделие; 4 – основание; 5 – приводной электродвигатель; 6 – направляющие; 7 – пружины; 8 – подстаканники; 9 – кожух; 10 – платформа; 11 – основание; 12 – резиновые подкладки.Каждый резонансный пик колебаний соответствует различному характеру вибрационного нагружения изделия, что требует обязательного проведения вибрационной обработки на каждом резонансном пике.Время обработки в режиме каждого пика зависит от массы и жесткости обрабатываемого изделия и составляет от 2…3 до 15 мин.Метод низкочастотной вибрационной обработки металлоконструкций для снятия остаточных механических напряжений позволяет [8]:– улучшить и стабилизировать структуру металла сварного шва и околошовной зоны;– уменьшить деформации, вызванные сваркой;– снизить концентрации напряжений в соединении;– создать выгодное перераспределение остаточных сварочных напряжений в сварном шве и околошовной зоне;– повысить циклическую долговечность сварного соединения до уровня основного металла.Преимущества низкочастотной вибрационной обработки по сравнению с термической обработкой: