Файл: Автоматизация процесса загрузкиразгрузки фрезернорасточного обрабатывающего центра.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 25.10.2023
Просмотров: 37
Скачиваний: 4
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Тема курсового проекта:
«Автоматизация процесса загрузки-разгрузки фрезерно-расточного обрабатывающего центра»
Студент гр.
Научный руководитель
профессор А.А. Иванов
Нижний Новгород 2023 г.
Техническое задание
№ 2. Автоматизация процесса загрузки-разгрузки фрезерно-расточного обрабатывающего центра
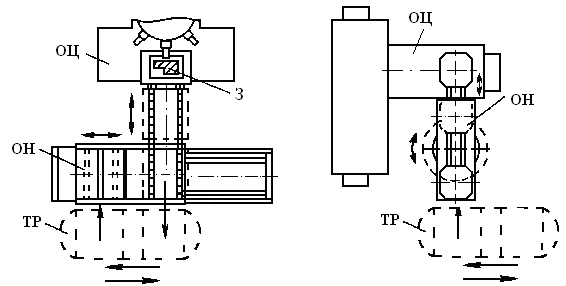
Рис. 1. Схемы загрузки-разгрузки ОЦ и операционных накопителей челночного типа: ОЦ – обрабатывающий центр;
ОН – операционный накопитель; З – заготовка; ТР –транспортный робот
-
Построить циклограммы по схемена рис. 1 -
На основе циклограммы определить число и последовательность событий в составе цикла и построить имитационную модель в виде графа сети Петри с учетом следующих нештатных ситуаций:
1). Оба места в операционном накопителе (ОН) не свободны в
позиции выгрузки спутника с деталью;
2). Не обеспечена соосность направляющих ОН и ОЦ в позиции
загрузки спутника с заготовкой;
3). Комплект инструментов в магазине неполный.
Представить фрагмент графа достижимости (4 шага) и таблицы входных и выходных инциденций.
Последовательность операций по схеме: спутник с заготовкой перемещается по направляющим из ОН в зону обработки ОЦ (например, специальной гидроштангой). Там спутник жестко фиксируется, проводится обработка заготовки различными инструментами. По окончании обработки спутник с деталью расфиксируется и перемещается обратно в свободную позицию ОН, который меняет позиции и напротив направляющих оказывается спутник с новой заготовкой. Далее цикл повторяется. Во время обработки ТР производит разгрузку–загрузку ОН.
Масса спутника с заготовкой до 500 кг; габариты 300х300х300 мм.
Разработать фрагмент функциональной СУ по логическим уравнениям на основе таблицы состояний следующих приводов: выгрузки СД из ОЦ в ОН и загрузки СЗ из ОН в ОЦ; смены позиций ОН; загрузки-разгрузки ТР.
Часть 1. Моделирование системы на основе сети Петри
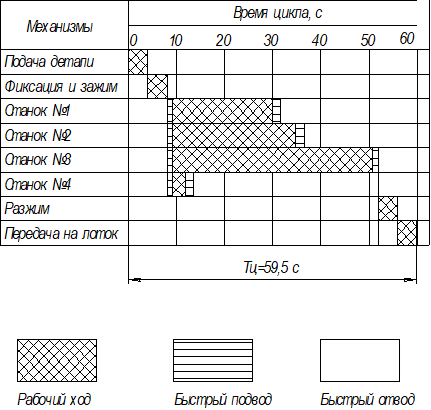
Рис. 2. Циклограмма процесса загрузки-разгрузки фрезерно-расточного обрабатывающего центра
Циклограмма представляет собой графическое изображение последовательности операций и событий, которые происходят в процессе загрузки-разгрузки фрезерно-расточного обрабатывающего центра. Она позволяет визуально представить временные интервалы и взаимосвязи между различными этапами процесса.
В случае автоматизации процесса загрузки-разгрузки фрезерно-расточного обрабатывающего центра, циклограмма может выглядеть следующим образом:
Начальное состояние:
-
Заготовка находится в позиции ожидания загрузки. -
Фрезерно-расточный обрабатывающий центр готов к началу процесса.
Загрузка:
-
Роботический манипулятор забирает заготовку из позиции ожидания загрузки. -
Заготовка перемещается к позиции загрузки на столе обрабатывающего центра. -
Заготовка точно позиционируется для обработки.
Обработка:
-
Заготовка закрепляется на столе обрабатывающего центра. -
Обрабатывающий центр выполняет требуемые операции фрезерования и растачивания. -
Обработка продолжается в течение заданного времени или до достижения необходимых параметров обработки.
Разгрузка:
-
Заготовка освобождается от стола обрабатывающего центра. -
Роботический манипулятор забирает обработанную заготовку. -
Заготовка перемещается в позицию разгрузки.
Завершение:
-
Заготовка находится в позиции разгрузки. -
Фрезерно-расточный обрабатывающий центр готов к следующему циклу.
Циклограмма может содержать дополнительные этапы или действия в зависимости от специфики процесса и используемого оборудования. Она помогает визуализировать последовательность действий и оптимизировать процесс загрузки-разгрузки для достижения максимальной эффективности и производительности.
Для построения имитационной модели в виде графа сети Петри, основываясь на циклограмме и учитывая нештатные ситуации, представленные в условии, следует определить число и последовательность событий в составе цикла. Затем можно построить сеть Петри, включающую дуги, переходы и места, а также учесть нештатные ситуации.
Предположим, что основной цикл состоит из следующих событий:
-
Загрузка заготовки на стол обрабатывающего центра. -
Фрезерование и растачивание заготовки. -
Разгрузка обработанной заготовки со стола обрабатывающего центра. -
Подготовка к следующему циклу.
Теперь рассмотрим каждую нештатную ситуацию и определим, как они будут отражены в сети Петри:
Оба места в операционном накопителе (ОН) не свободны в позиции выгрузки спутника с деталью:
-
Добавим условие в дугу, соединяющую переход "Разгрузка" с местом "Ожидание разгрузки". Условие будет указывать на то, что оба места в ОН должны быть свободны перед разгрузкой. Если это условие не выполнено, разгрузка не может произойти.
Не обеспечена способность направляющих ОН и ОЦ в позиции загрузки спутника с заготовкой:
-
Добавим условие в дугу, соединяющую переход "Загрузка" с местом "Ожидание загрузки". Условие будет указывать на то, что соосность направляющих ОН и ОЦ должна быть обеспечена перед загрузкой. Если это условие не выполнено, загрузка не может произойти.
Комплект инструментов в магазине неполный:
-
Добавим условие в дугу, соединяющую переход "Фрезерование и растачивание" с местом "Загружено". Условие будет указывать на то, что комплект инструментов в магазине должен быть полным для начала обработки. Если комплект инструментов неполный, обработка не может начаться.
Таким образом, сеть Петри с учетом нештатных ситуаций может выглядеть следующим образом:
Р
ис. 3. Имитационная модель процесса загрузки-разгрузки фрезерно-расточного обрабатывающего центра
В данной сети Петри представлены основные состояния и переходы процесса загрузки-разгрузки фрезерно-расточного обрабатывающего центра, а также учтены указанные нештатные ситуации.
Для отображения динамики функционирования модели построим фрагмент графа достижимости (ГД) (см. рис. 3 - граф сети Петри).
Чтобы представить фрагмент графа достижимости (4 шага) и таблицы входных и выходных инциденций, я предлагаю сфокусироваться на основных этапах процесса: загрузке, обработке, разгрузке и подготовке к следующему циклу.
Шаг 1:
+--------+----------+
| Загрузка |
+--------+----------+
|
|
v
+--------+----------+
| Ожидание загрузки|
+--------+----------+
Шаг 2:
+--------+----------+
| Загружено |
+--------+----------+
|
|
v
+--------+----------+
|Ожидание разгрузки|
+--------+----------+
Шаг 3:
+--------+----------+
| Разгрузка |
| заготовки |
+--------+----------+
|
|
v
+--------+----------+
|Ожидание продолжения|
+--------+----------+
Шаг 4:
+--------+----------+
| Завершение |
+--------+----------+
Рис. 4. Фрагмент графа достижимости (4 шага)
Построить матрицы входных и выходных инциденций
Представлю входные и выходные инциденции только для этих этапов для упрощения.
Таблица входных и выходных инциденций:
| Переходы | Загрузка | Ожидание загрузки | Загружен | Ожидание разгрузки | Разгрузка | Ожидание продолжения | Завершение |
| Загрузка | -1 | 1 | 0 | 0 | 0 | 0 | 0 |
| Ожидание загрузки | 1 | -1 | 1 | 0 | 0 | 0 | 0 |
| Загружено | 0 | 0 | -1 | 1 | 0 | 0 | 0 |
| Ожидание разгрузки | 0 | 0 | 0 | -1 | 1 | 0 | 0 |
| Разгрузка | 0 | 0 | 0 | 0 | -1 | 1 | 0 |
| Ожидание продолжения | 0 | 0 | 0 | 0 | 0 | -1 | 1 |
Часть 2. Синтез системы управления (СУ) приводами исполнительных механизмов (ИМ) системы на основе таблицы состояний и логических уравнений
Для разработки фрагмента функциональной системы управления (ФСУ) на основе логических уравнений, опираясь на таблицу состояний следующих приводов: выгрузки СД из ОЦ в ОН, загрузки СЗ из ОН в ОЦ, смены позиций ОН и загрузки-разгрузки ТР, необходимо составить логические уравнения для каждого привода.
Предположим, у нас есть следующие приводы:
-
Привод выгрузки СД из ОЦ в ОН. -
Привод загрузки СЗ из ОН в ОЦ. -
Привод смены позиций ОН. -
Привод загрузки-разгрузки ТР.
| Состояния | Привод 1 | Привод 2 | Привод 3 | Привод 4 |
| Состояние 1 | 0 | 0 | 0 | 0 |
| Состояние 2 | 0 | 1 | 0 | 0 |
| Состояние 3 | 1 | 0 | 1 | 0 |
| Состояние 4 | 1 | 1 | 1 | 1 |
Теперь рассмотрим каждый привод по отдельности и составим логические уравнения на основе таблицы состояний:
Привод выгрузки СД из ОЦ в ОН:
Привод1 = Состояние3 + Состояние4
Привод загрузки СЗ из ОН в ОЦ:
Привод2 = Состояние2 + Состояние4
Привод смены позиций ОН:
Привод3 = Состояние3 + Состояние4
Привод загрузки-разгрузки ТР:
Привод4 = Состояние4
Таким образом, мы получили логические уравнения для каждого привода на основе таблицы состояний. Эти уравнения определяют условия активации (значение "1") или деактивации (значение "0") каждого привода в зависимости от текущего состояния системы.
Эти логические уравнения могут быть использованы в функциональной системе управления для контроля и управления процессом загрузки-разгрузки фрезерно-расточного обрабатывающего центра, автоматизируя перемещение и фиксацию заготовок, смену позиций операционного накопителя (ОН) и выполнение загрузки-разгрузки инструментов (ТР). Это позволит обеспечить эффективное выполнение обработки заготовок, уменьшить вмешательство человека и повысить точность и производительность процесса.
Для разработки фрагмента функциональной системы управления (ФСУ) на основе предоставленных приводов и их функциональности, рассмотрим каждый привод по отдельности и определим его функцию в системе.
Привод выгрузки СД из ОЦ в ОН:
-
Функция: Управление перемещением и выгрузкой детали из операционного накопителя (ОН) в операционный центр (ОЦ). -
Управление приводом осуществляется с помощью сигнала активации, который включает привод и инициирует процесс выгрузки.
Привод загрузки СЗ из ОН в ОЦ:
-
Функция: Управление перемещением и загрузкой заготовки из ОН в ОЦ. -
Управление приводом осуществляется с помощью сигнала активации, который включает привод и инициирует процесс загрузки.