Файл: 1 Описание и анализ оснащаемой технологической операции. Выбор баз.doc
Добавлен: 25.10.2023
Просмотров: 131
Скачиваний: 2
- поправочный коэффициент на качество обрабатываемого материала.![]() ,
,![]() - коэффициенты учитывающие фактические условия резания.
- коэффициенты учитывающие фактические условия резания.![]() ,
,![]()
![]() ; [2, том 2, стр.374, табл.23],
; [2, том 2, стр.374, табл.23],![]() ;
;![]() ; [2, том 2, стр.373, табл.22],
; [2, том 2, стр.373, табл.22],![]() Н
Н
Эффективная мощность резания:![]() ,
,![]() кВт,
кВт,![]() кВт, т.е. имеем запас по мощности.
кВт, т.е. имеем запас по мощности.
6 Расчет усилий зажима и выбор зажимных устройств
Произведем расчет конструкции зажимного устройства приспособления для нашего случая.
По справочным данным подбираем схему для расчета силы закрепелния.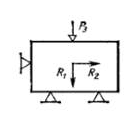
Рисунок 6.1 – Схема закрепления
Сила R1 - осевая сила, которая прижимает заготовку с опорам. Действует в том же направление что и сила закрепления.
Сила R2 – сила, возникающая от вращающего момента Мкр – стремиться повернуть заготовку.![]()
Значение коэффициента запаса закрепления k определяют исходя из конкретных условий выполнения операции и способа закрепления заготовки в приспособлении на основе формулы
k = k1 × k2 × k3 × k4 × k5 × k6 × k7
где k0 – гарантированный коэффициент запаса (принимают k0 = 1,5);
k1 – коэффициент, учитывающий неравномерность припуска по обрабатываемой поверхности заготовки, что приводит к увеличению силы резания (для черновой обработки k1 = 1,2; для чистовой обработки k1 = 1);
k2 – коэффициент, учитывающий увеличение силы резания при затуплении режущего инструмента (значения коэффициента
k2 приведены в табл. 2.4);k3 – коэффициент, учитывающий увеличение силы резания при обработке прерывистых поверхностей (при точении и торцевом фрезеровании k3 = 1,2; при непрерывном резании k3 = 1,0);k4 – коэффициент, учитывающий непостоянство силы зажима (для ручных зажимов k4 = 1,3; для механизированных k4 = 1);k5 – коэффициент, учитывающий эргономику ручных зажимных элементов. При их удобном расположении и малом угле поворота рукоятки k5 = 1, при неудобном расположении и большом угле поворота рукоятки k5 = 1,2;k6 – коэффициент, учитываемый только при наличии моментов, стремящихся повернуть заготовку. Если заготовка установлена базовой плоскостью на опоры с ограниченной поверхностью контакта k6 = 1,0. При установке на пластины или другие элементы с большей поверхностью контакта k6 = 1,5, так как наличие макронеровностей на базовых поверхностях может привести к неопределенному положению мест контакта относительно центра поворота заготовки.k =1,5×1×1×1×1,3×1,2×1=2,347 Расчет погрешности закрепленияПогрешность закрепления равна нулю, так как сила закрепления действует в той же плоскости что и контролируемый размер.8 Расчет погрешности установкиПогрешность установки УПогрешность положения
Тогда погрешность установки составит:, Для размера 60 мм(мм) – точность обеспечена, так как значение меньше чем IT=0,62 мм.9 Описание работы, обслуживания и контроля наладкиРазработанное приспособление состоит из корпуса, на котором установлены установочные и зажимные элементы приспособления. Приспособление устанавливается на стол зубодолбежного станка. Приспособление крепиться на столе станка при помощи болтов. Предварительно приспособление центрируется на столе станка при помощи пальца 3. Деталь устанавливается на цилиндрический палец 2. Цилиндрический палец крепиться при помощи винтов 7.Закрепление детали осуществляется при помощи оси и прижимается через разрезную шайбу 4, при помощи гайки 13. Рисунок 8.1 – Станочное приспособлениеСписок используемых источников1. Справочник технолога-машиностроителя: В 2 т. / Под ред. А.Г. Косиловой и Р.К. Мещерякова. - М.: Машиностроение, 1985. -Т.1.-656 с.2. Справочник технолога-машиностроителя: В 2 т. / Под ред. А.Г. Косиловой и Р.К. Мещерякова. - М.: Машиностроение, 1985. -Т.2. - 496 с.3. Взаимозаменяемость, стандартизация и технические измерения: Учеб. / А.И. Якушев, Л.Н. Воронцов, Н.М. Федотов. - М.: Машиностроение, 1987. - 352 с.4. Ансеров М.А. Приспособления для металлорежущих станков.Л.: Машиностроение, 1966. - 652 с.5. А.Горошкин А/С Приспособления для металлорежущих станков: Справ. - М.: Машиностроение, 1979. - 303 с.6. Справочник конструктора инструментальщика; / Под ред. В.И. Баранчикова. - М.: Машиностроение, 1994. - 560 с.7. Справочник инструментальщика / Под ред. И.А. Ординарцева. - Л.: Машиностроение: Ленингр. отд-ние, 1987. - 846 с.