Добавлен: 29.10.2023
Просмотров: 466
Скачиваний: 7
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Для ручной клепки используются молотки для формирования головки заклепки, обжимки, поддержки, прихваты и клещи.
Для механической клепки используются пневматические или электрические молотки, клепальные клещи, подпоры подголовки заклепок, консоли. На больших промышленных предприятиях используются клепальные машины – эксцентриковые и гидравлические.
Заклепки можно нагревать в кузнечном горне, контактно, токами промышленной частоты на электрических нагревательных установках, а также газовым пламенем.
Неправильная клепка имеет место вследствие не до гретой или перегретой заклепки, плохой подгонки друг к другу соединяемых элементов, ошибки при формировании головки, чрезмерно короткого или длинного тела заклепки, искривления тела заклепки в отверстии, а также из-за слишком глубокого отверстия, просверленного для потайной головки.
Для клепки необходимо использовать исправный инструмент. На руки следует надеть рукавицы, глаза защитить очками. Следует правильно установить головку заклепки в поддержку или консоль, правильно установить обжимку на тело заклепки. Во время клепки нельзя касаться обжимки рукой.
Техника безопасности при клёпке:
-
При регулировании пневматического инструмента нельзя пробовать молоток, придерживая обжимку руками, так как из-за большой силы удара удержать ее очень трудно, в результате могут быть повреждены руки. Поддержку не следует сжимать в руках, ее лишь надо направлять на заклепку. -
Клепка сопровождается резким стуком, вредно действующим на слух и нервную систему работающих и понижающим производительность труда.
Тема 10: «Пространственная разметка»
Пространственная разметка - это разметка поверхностей заготовки (детали), расположенных в различных плоскостях и под разными углами, выполняемая от какой-либо исходной поверхности или разметочной риски, выбранной за базу.
Пространственная разметка наиболее распространена в машиностроении; по приемам она существенно отличается от плоскостной. Трудность пространственной разметки заключается в том, что приходится не просто размечать отдельные поверхности детали, расположенные в различных плоскостях и под различными углами друг к другу, а увязывать разметки этих отдельных поверхностей между собой.
Применяют три основные группы разметки: машиностроительную, котельную и судовую. Машиностроительная разметка является самой распространенной операцией слесарной обработки.
Самым распространенным инструментом для измерения линейных размеров является метр — металлическая линейка, на которую нанесена шкала с делениями, выраженными в миллиметрах. Цена деления шкалы линейки равна 1 мм.
Пространственная разметка существенно отличается от плоскостной. Трудность пространственной разметки заключается в том, что токарю приходится не просто размечать отдельные поверхности детали, расположенные в различных плоскостях и под различными углами друг к другу, но и увязывать разметку этих поверхностей между собой.
При разметке применяются различные измерительные и специальные разметочные инструменты. Для улучшения видимости разметочных линий следует выбивать на них с помощью кернера на небольшом расстоянии друг от друга ряд неглубоких точек. Разметку чаще всего производят на специальных чугунных разметочных плитах.
При серийном изготовлении деталей значительно выгоднее применять вместо индивидуальной разметки копирование.
Копирование (наметка) - нанесение на заготовку формы и размеров по шаблону или готовой детали.
Операция копирования заключается в следующем:
-
на лист материала накладывается шаблон или готовая деталь; -
шаблон скрепляется с листом с помощью зажимов; -
очерчиваются наружные контуры шаблона; -
для улучшения видимости линий производится накернивание.
Шаблоны изготавливают по эскизам с учетом всех видов припусков. Материалом для шаблонов могут служить тонколистовая сталь, жесть, картон. Способ расположения заготовок деталей на материале называется раскроем.
Инструменты, приспособления и материалы, применяемые при разметке:
Чертилки являются наиболее простым инструментом для нанесения контура детали на поверхность заготовки и представляют собой стержень с заостренным концом рабочей части. Изготавливают чертилки из инструментальных углеродистых сталей марок У10А и У12А в двух вариантах: односторонние (рис. 2.1, а, б) и двусторонние (рис. 2.1, в, г). Чертилки изготавливают длиной 10… 120 мм. Рабочая часть чертилки закаливается на длине 20… 30 мм до твердости HRC 58…60 и затачивается под углом 15…20°. Риски на поверхность детали наносят чертилкой, используя масштабную линейку, шаблон или образец.
Рейсмас используют для нанесения рисок на вертикальной плоскости заготовки (рис. 2.2). Он представляет собой чертилку 2, закрепленную на вертикальной стойке, установленной на массивном основании.
Разметочные циркули применяют для нанесения дуг окружностей и деления отрезков и углов на равные части (рис. 21). Разметочные циркули изготавливают в двух вариантах: простой (рис. 21, а), позволяющий фиксировать положение ножек после их установки на размер, и пружинный (рис. 21, б), применяемый для более точной установки размера. Для разметки контуров ответственных деталей используют разметочный штангенциркуль.
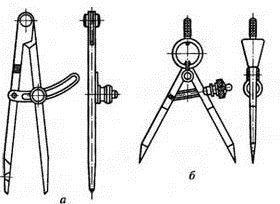
Рисунок 21. Разметочные циркули:
а) - простой, б) - пружинный
Для того чтобы разметочные риски были четко видны на размеченной поверхности, на них наносят точечные углубления — керны, которые наносятся специальным инструментом — кернером.
При разметке следует осторожно обращаться с заостренными чертилками. Для предохранения рук работника до начала разметки на острие чертилки необходимо надевать пробку, деревянный или пластмассовый чехол.
Для установки на разметочную плиту тяжелых деталей следует пользоваться талями, тельферами или кранами.
Разлитые на полу или разметочной плите масло или другая жидкость могут послужить причиной несчастного случая.
Техника безопасности при пространственной разметке:
-
Во время разметки слесарь не должен забывать об острых концах чертилок и заготовок, расположенных на плите. Они могут серьезно травмировать рабочего. -
В целях безопасности во время работы, а также в перерывах на свободные острия чертилок и рейсмусов рекомендуется надевать предохранительные колпачки. -
Разметочные риски можно накернивать как простым кернером, так и электрическим. В последнем случае надо тщательно соблюдать правила электробезопасности. Следует учитывать, что напряжение при контакте корпуса кернера с размечаемой заготовкой в момент нанесения керна очень высокое, поэтому, если изоляция токонесущих частей кернера повреждена, то под напряжением окажутся и корпус кернера и размечаемая заготовка. Любой рабочий, коснувшись заготовки, может также оказаться под током. Поэтому размечаемая заготовка или деталь при работе электрическим кернером должна быть хорошо заземлена. -
Устанавливая заготовки на разметочные плиты, призмы, домкраты и другие приспособления, следует принимать меры, предотвращающие их падение. -
При разметке листовых заготовок можно порезать руки кромками материала. Поэтому укладывать заготовки на плиты и снимать их после разметки нужно в рукавицах.
Тема 11: «Шабрение»
Шабрение – это процесс получения требуемой по условиям работы точности форм, размеров и относительного положения поверхностей для обеспечения их плотного прилегания или герметичности соединения.
При шабрении производится срезание тонких стружек с неровных поверхностей, предварительно уже обработанных напильником или другим режущим инструментом.
Инструменты для шабрения называются шаберами. Для изготовления шаберов используют инструментальные углеродистые стали У10, У10А, У12, У12А, легированную сталь Х05, а также твердосплавные пластины, вставляемые в стальные державки. Бывшие в употреблении и вышедшие из строя трехгранные или плоские напильники после соответствующего шлифования также могут использоваться в качестве шаберов.
Различают ручные и механические шаберы. Они могут быть плоские односторонние и двухсторонние, цельные и со вставленными пластинками, трехгранные цельные и трехгранные односторонние, полукруглые односторонние и двухсторонние, ложкообразные и универсальные.
Универсальный шабер состоит из заменяемой пластины (рабочая часть шабера), корпуса, прихвата, винта и рукоятки.
При шабрении используются чугунные плиты для проверки поверхностей плоских деталей, плоские и трехгранные линейки для проверки плоскостности поверхности, призмы, плиты в виде прямоугольного параллелепипеда, контрольные валики, щупы и другие инструменты для контроля качества шабрения и притирки. Кроме упомянутых инструментов применяют щетки и обтирочные материалы.
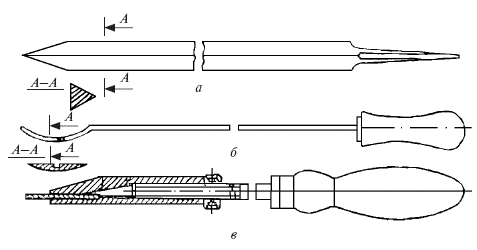
Рисунок 22. Слесарные шаберы: Слесарные шаберы:
а – трехгранный; б – в форме ложечки; в – плоский с заменяемой пластиной из твердого сплава
Шабрение применяется, когда нужно удалить следы обработки напильником или другим инструментом, а также если требуется получить высокую степень точности и малую шероховатость поверхности деталей машин, соединяемых друг с другом. Шабрение особенно часто применяется при обработке деталей пар трения.
Перед шабрением следует проверить степень неровности поверхности и места неровностей, подлежащие шабрению. Для обнаружения неровностей поверхности служат плиты, линейки, призмы, валики, щупы. При шабрении на краску используется шабровочная краска. В ряде случаев шабрение ведется на блеск.